车铣复合功能部件的制作方法
车铣复合功能部件
【技术领域】
1.本发明属于金属切削机床制造领域,具体涉及一种车铣复合功能部件,其加装于三轴全功能数控车床的中托板上,从而形成一种车铣复合数控机床。
背景技术:
2.车床是采用车刀对旋转的工件进行车削加工的机床,同时在车床上可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。
3.铣床主要指用铣刀对工件多种表面进行加工的机床,通常铣刀以旋转运动为主运动,工件和铣刀的移动为进给运动。铣床是一种用途广泛的机床,在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、t形槽、燕尾槽等)、分齿零件(齿轮、花键轴、链轮)、螺旋形表面(螺纹、螺旋槽)及各种曲面。此外,还可用于对回转体表面、内孔加工及进行切断工作等。
4.由此可见,铣床和车床都具有各自不能完成的加工工序,在对一些精密零件需要进行车、铣加工时,需要在车床和铣床上分别进行加工。这种加工方式一般是:在车床上完成车削加工后,于车床上卸下待加工件,装夹于铣床,继续进行铣削加工,直至完成加工。如此在增加加工成本的同时还增加了精密零件的累积误差,且具有生产效率低、影响精密零件精度等缺点。
技术实现要素:
5.为了解决上述问题,本发明提供一种车铣复合功能部件,其加装在三轴全功能数控车床的中托板上,从而形成一种车铣复合数控机床,可在一台机床上完成多台机床才能完成的复杂零件的多工序加工以及复杂曲面的五轴联动加工。
6.本发明是通过以下技术方案实现的,提供一种车铣复合功能部件,包括:铣削运动装置、车削运动装置,将所述铣削运动装置与车削运动装置分别安装于三轴全功能数控车床的中托板上,形成一种车铣复合数控机床;
7.所述铣削运动装置包括:y轴升降机构、b轴摆转机构、伺服电主轴、打刀油缸、打刀油缸支架、电磁刹车盘、磁环编码器总成、伺服电主轴连接板;
8.所述y轴升降机构设于中托板上,所述b轴摆转机构通过摆转主轴轴承座设于y轴升降机构的立柱滑板上,所述伺服电主轴通过伺服电主轴连接板设于b轴摆转机构一侧,该伺服电主轴在b轴摆转机构的作用下于y轴升降机构的立柱滑板上做摆转运动,并在y轴升降机构的作用下于中托板上方上下移动,所述电磁刹车盘、磁环编码器总成分别设于b轴摆转机构两端,所述打刀油缸通过打刀油缸支架设于y轴升降机构的立柱滑板上;
9.所述车削运动装置包括:单轴滑台、卧式数控电动刀架;所述单轴滑台设于中托板上,所述卧式数控电动刀架设于单轴滑台上。
10.特别的,所述y轴升降机构包括:立柱、立柱滑板、滚珠丝杠副、联轴器、y轴伺服电机、电机安装座、设于滚珠丝杠副丝母上的丝母座;
11.所述立柱安装于中托板上,所述滚珠丝杠副垂直安装于立柱上,该滚珠丝杠副两
端设有轴承,所述立柱滑板与立柱之间设有滚柱线轨副,且所述立柱滑板、丝母座均与摆转主轴轴承座连接,所述丝母座设于滚珠丝杠副中的丝母上,所述y轴伺服电机通过电机安装座安装于立柱顶部,且所述y轴伺服电机输出轴通过联轴器与滚珠丝杠副顶端连接,所述打刀油缸通过打刀油缸支架设于立柱滑板远离滚珠丝杠副的一侧;所述电磁刹车盘中的磁轭固定于立柱滑板上,衔铁通过板簧与伺服电主轴连接板连接;于本发明中,所述y轴伺服电机旋转,带动滚珠丝杠副的丝杆旋转,推动丝母上下移动,从而带动立柱滑板于中托板上方上下移动。
12.特别的,所述立柱滑板的行程为480mm,最小指令单位为0.001mm,进给速度范围为0~7500mm/min,最高快移速度为12000mm/min,定位精度为0.015mm/300mm,重复定位精度为0.008mm/300mm。
13.特别的,所述b轴摆转机构包括:摆转主轴、双导程蜗轮、双导程蜗杆、减速箱体、同步带传动副、伺服电机座、b轴伺服电机;
14.所述摆转主轴、伺服电主轴通过伺服电主轴连接板连接为一体,且所述摆转主轴通过轴承设于摆转主轴轴承座中,所述减速箱体与摆转主轴轴承座相连接,所述双导程蜗轮安装在摆转主轴上,所述双导程蜗杆设于减速箱体中,该双导程蜗杆两端装有可调整轴承座,并与双导程蜗轮啮合形成双导程蜗轮蜗杆传动副,所述b轴伺服电机通过伺服电机座安装于减速箱体上,该b轴伺服电机的输出轴与双导程蜗杆的输入轴端通过同步带传动副相连;于本发明中,所述b轴伺服电机旋转,驱动同步带传动副旋转,同步带传动副带动双导程蜗杆转动,双导程蜗杆带动双导程蜗轮转动,摆转主轴在双导程蜗轮的作用下旋转,从而带动伺服电主轴连接板以及与其连接的伺服电主轴摆转。
15.特别的,所述磁环编码器总成中的齿环通过轴套装于摆转主轴上,读数头通过轴承盖装于减速箱体上,并用隔磁屏蔽罩封闭;于本发明中,所述电磁刹车盘通电,通过伺服电主轴连接板将伺服电主轴与立柱滑板刹车锁紧在一起,所述磁环编码器总成将摆转主轴摆转角度反馈给b轴伺服驱动器,与机床数控系统、b轴伺服驱动器、b轴伺服电机一起形成对b轴摆转机构的全闭环控制。
16.特别的,所述同步带传动副的减速比为3:5,所述双导程蜗轮蜗杆传动副的减速比为1:54,总减速比为1:90。
17.特别的,所述摆转主轴的摆动角度为
±
105
°
,最小指令单位0.001
°
,进给转速范围0~20r/min,最高快移转速30r/min,刹车夹紧力矩800nm,定位精度30
″
,重复定位精度10
″
。
18.特别的,所述伺服电主轴的额定功率5.5kw,额定转矩35nm,转速范围0~8000r/min,主轴结构形式bt40,主轴内锥孔跳动≤0.01mm。
19.特别的,所述单轴滑台包括:刀架滑板、刀架滑座、液压油缸、活塞杆支架、设于中托板侧壁的刀架滑座延伸支架;
20.所述刀架滑板与刀架滑座之间设有淬火滑动导轨组件,所述刀架滑板采用液压油缸驱动,所述刀架滑座、液压油缸设于中托板和刀架滑座延伸支架上,所述卧式数控电动刀架设于刀架滑板顶部,所述活塞杆支架截面为l型,一端与刀架滑板连接,另一端与液压油缸的活塞杆端部固定连接;于本发明中,所述液压油缸的活塞杆推动刀架滑座实现前后两个位置的定位,前位置用于车削加工状态,后位置用于铣削加工状态,这样可以避免伺服电主轴与卧式数控电动刀架发生干涉。
21.特别的,所述单轴滑台行程为400mm,其定位精度0.015mm/300mm,重复定位精度0.008mm/300mm。
22.本发明提供一种车铣复合功能部件,具有以下有益效果:
23.1、b轴摆转机构由摆转主轴总成、电磁刹车盘、双导程蜗轮蜗杆副总成和全闭环反馈磁感应式编码器总成构成,其中b轴伺服驱动器、b轴伺服电机、磁环编码器与机床数控系统构成对b轴摆转机构的全闭环控制,电磁刹车盘实现了对b轴摆转机构的刹车夹紧,在提高摆转精度的同时具有传动精度高、刚性高、刹车夹紧可靠等优点;
24.2、y轴升降机构中伺服电机与滚珠丝杠副直连,减少了传动误差,提高了升降进给精度;
25.3、伺服电主轴在b轴摆转机构的作用下,可做摆转运动,结合y轴升降机构做升降运动,从而使得该数控机床除能完成车、铣、镗、钻、铰、攻丝等多工序复合加工的同时,还能实现复杂曲面的车铣加工;
26.4、伺服电主轴的功率为5.5kw,在机床车削主轴箱后侧设置圆盘式刀库,通过机械式换刀臂与打刀缸配合,可实现伺服电主轴的自动换刀;
27.综上所述,该车铣复合功能部件具有很强的铣削加工能力,因此使得安装该功能部件后形成的车铣复合数控机床具有很强的车削、铣削加工能力,能适应各种零件的车削、铣削加工,适应性较广。
【附图说明】
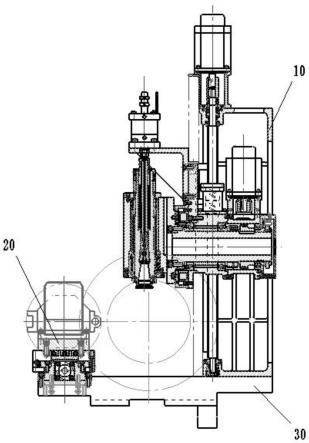
28.图1为本发明车铣复合功能部件的结构示意图;
29.图2为本发明车铣复合功能部件中铣削运动装置的结构示意图;
30.图3为本发明图2的a-a处剖面b轴摆转机构的结构示意图;
31.图4为本发明图2的b-b处剖面b轴摆转机构的结构示意图;
32.图5为本发明车铣复合功能部件中y轴升降机构的结构示意图;
33.图6为本发明车铣复合功能部件中车削运动装置的结构示意图。
34.附图中,10-铣削运动装置、11-y轴升降机构、111-立柱、112-立柱滑板、113-滚珠丝杠副、114-联轴器、115-y轴伺服电机、116-电机安装座、117-丝母座、12-b轴摆转机构、121-摆转主轴、122-双导程蜗轮、123-双导程蜗杆、124-减速箱体、125-摆转主轴轴承座、126-同步带传动副、127-伺服电机座、128-b轴伺服电机、13-伺服电主轴、14-打刀油缸、15-打刀油缸支架、16-电磁刹车盘、17-磁环编码器总成、18-伺服电主轴连接板、20-车削运动装置、21-单轴滑台、211-刀架滑板、212-刀架滑座、213-液压油缸、214-活塞杆支架、215-刀架滑座延伸支架、22-卧式数控电动刀架、30-中托板。
【具体实施方式】
35.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图,对本发明进一步详细说明。
36.请参阅图1,本发明提供一种车铣复合功能部件,包括铣削运动装置10、车削运动装置20,将其设置在三轴全功能数控车床的中托板30上可形成一种车铣复合数控机床,在三轴全功能数控车床主轴箱后侧加装一套圆盘式刀库(12把刀),可实现自动换刀。
37.请参阅图2~5,所述铣削运动装置10主要完成铣削、钻孔、镗孔、铰孔、攻丝等加工工序,该铣削运动装置10包括:y轴升降机构11、b轴摆转机构12、伺服电主轴13、打刀油缸14、打刀油缸支架15、电磁刹车盘16、磁环编码器总成17、伺服电主轴连接板18;
38.所述y轴升降机构11垂直设于中托板30上,所述b轴摆转机构12通过摆转主轴轴承座125设于y轴升降机构的立柱滑板112上,所述伺服电主轴13的功率为5.5kw,最高转速为8000rpm,主轴结构为bt40,用于铣、钻、镗、铰、攻丝加工,且所述伺服电主轴13通过伺服电主轴连接板18设于b轴摆转机构12一侧,并在b轴摆转机构12的作用下做摆转运动,在y轴升降机构的作用下,与b轴摆转机构12于中托板30上方上下移动,所述打刀缸机构14为液压打刀缸,其通过打刀油缸支架15设于y轴升降机构11的立柱滑板112上,该打刀油缸14可完成刀具在伺服电主轴上的装卸;所述电磁刹车盘16、磁环编码器总成17分别设于摆转主轴121的两端,其中电磁刹车盘16的磁轭设于立柱滑板112上,衔铁通过板簧与伺服电主轴连接板18相连。
39.请参阅图5,所述y轴升降机构11包括:立柱111、立柱滑板112、滚珠丝杠副113、联轴器114、y轴伺服电机115、电机安装座116、丝母座117;
40.所述立柱111设于中托板30上,所述立柱111与立柱滑板112之间设有滚柱线轨副,所述立柱滑板112、丝母座117都与摆转主轴轴承座125连接,所述丝母座117设于滚珠丝杠副113中的丝母上,所述y轴伺服电机115通过电机安装座116设于立柱111顶部,于本发明中,所述y轴伺服电机115开始工作,会带动滚珠丝杠副113中的丝杆旋转,丝杆会推动其上的丝母沿丝杆上下移动,从而带动与丝母座117连接的立柱滑板112于中托板30上方上下移动。
41.请参阅图3、图4,所述b轴摆转机构12包括:摆转主轴121、双导程蜗轮122、双导程蜗杆123、减速箱体124、摆转主轴轴承座125、同步带传动副126、伺服电机座127、b轴伺服电机128;
42.所述摆转主轴121与伺服电主轴13通过伺服电主轴连接板18连接为一体,且所述摆转主轴121通过轴承(由于轴承为标准件,可在图中直接看到,因此图中未标示)设于摆转主轴轴承座125中,所述双导程蜗轮122设于摆转主轴121上,所述双导程蜗杆123设于减速箱体124内,该双导程蜗杆123两端设有可调整轴承座,其与双导程蜗轮122啮合形成双导程蜗轮蜗杆副(传动比为1:54),所述减速箱体124设于摆转主轴轴承座125一侧,所述b轴伺服电机128通过伺服电机座127设于减速箱体124一侧,且所述b轴伺服电机128的输出轴通过同步带传动副126(传动比为3:5)与双导程蜗杆123的输出端连接,所述磁环编码器总成17中的齿环通过轴套装在摆转主轴121上,读数头通过轴承盖装在减速箱体124上,并用隔磁屏蔽罩封闭。
43.于本发明中,所述b轴伺服电机128开始工作,其电机轴带动同步带传动副126旋转,此时双导程蜗杆123在同步带传动副126的带动下旋转,驱动双导程蜗轮122旋转,从而驱动与其连接的摆转主轴121旋转,与此同时,伺服电主轴13在伺服电主轴连接板18的作用下做摆转运动;所述电磁刹车盘16通电后,可通过伺服电主轴连接板18将伺服电主轴13与立柱滑板112刹车锁紧在一起,而磁环编码器总成17可将摆转主轴121的摆转角度反馈给b轴伺服驱动器,并与机床数控系统、b轴伺服驱动器、b轴伺服电机128一起形成对b轴摆转机构12的全闭环控制。
44.请参阅图6,所述车削运动装置20包括:单轴滑台21、卧式数控电动刀架22,所述单轴滑台21设于中托板30上,所述卧式数控电动刀架22设于单轴滑台21上;
45.所述单轴滑台21包括:刀架滑板211、刀架滑座212、液压油缸213、活塞杆支架214、刀架滑座延伸支架215,在液压油缸213的驱动下,可实现前后两个位置的精确定位,前位置用于车削加工状态,后位置用于铣削加工状态,这样可以避免伺服电主轴与卧式数控电动刀架发生干涉;
46.所述刀架滑板211与刀架滑座212之间设有淬火滑动导轨组件(图1中绘制有淬火滑动导轨组件,但是图1中未标示淬火滑动导轨组件),所述刀架滑板211采用液压油缸213驱动,为了提高刀架滑板212及其上方卧式数控电动刀架22的稳定性,所述刀架滑座212及液压油缸213下方设有刀架滑座延伸支架215,该刀架滑座延伸支架215与中托板30侧壁固定连接,所述刀架滑座212、液压油缸213设于中托板30和刀架滑座延伸支架215上,所述卧式数控电动刀架22设于刀架滑板211顶部,所述活塞杆支架214截面为l型,一端与刀架滑板211连接,另一端与液压油缸213的油缸杆端部固定连接。
47.于本发明中,所述液压油缸213的活塞杆推动刀架滑座212实现前后两个位置的定位,前位置用于车削加工,后位置避免在铣削加工时与刀架发生干涉,确保加工安全高效。
48.由上述描述可知,本发明车铣复合功能部件的铣削运动装置10、车削运动装置20通过在三轴全功能数控车床上加装后,形成了具有x、y、z、b、c轴+车削主轴+刀库+自动刀架的五轴联动车铣复合数控机床,可实现车削、平面铣削、曲面铣削、镗孔、钻孔、铰孔、攻丝、铣槽等的加工。
49.于本发明中,所述y轴升降机构的立柱滑板112的行程为480mm,最小指令单位为0.001mm,进给速度范围为0~7500mm/min,最高快移速度为12000mm/min,定位精度为0.015mm/300mm,重复定位精度为0.008mm/300mm。
50.所述摆动主轴121的摆动角度为
±
105
°
,最小指令单位0.001
°
,进给转速范围0~20r/min,最高快移转速30r/min,刹车夹紧力矩800nm,定位精度30
″
,重复定位精度10
″
。
51.所述伺服电主轴13的主轴结构形式为bt40,其额定功率5.5kw,额定转矩35nm,转速范围0~8000r/min,主轴内锥孔跳动≤0.01mm,具有轴定向、钢性攻丝等功能。
52.所述单轴滑台21可实现前后两个位置定位,其行程为400mm,其定位精度0.015mm/300mm,重复定位精度0.008mm/300mm。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1