球形顶盖与异形过渡环和隧道法兰环缝搅拌摩擦焊接方法与流程
1.本发明属于火箭球形顶盖焊接领域,尤其是涉及一种球形顶盖与异形过渡环和隧道法兰环缝搅拌摩擦焊接方法。
背景技术:
2.现役最大的运载火箭是长征五号,立足5000mm直径,主要用于近地轨道、地球同步转移轨道等航天器的发射任务以及空间站建设,采用液氢、液氧作为燃料,而贮箱作为燃料的承载体是火箭的核心,由前、后箱底、前、后短壳和中间筒段等部件组成,箱底是贮箱的最重要组成部分,也是整个贮箱制造中最复杂的部分,主要由过渡环、瓜瓣、分布于瓜瓣上的法兰盘和人孔法兰/顶盖拼焊而成,具有结构复杂、零件数量多、焊缝类型和条数多、刚性差、装配难度大等特点,而且为了满足全箭对接及管路的安装对箱底形位尺寸要求较高,这就对箱底高精度装配和焊接质量提出了更高的要求。5000mm直径贮箱箱底圆环前、后底分别跟人孔法兰和顶盖焊接,顶盖直径500mm,只有一条环焊缝,采用传统熔焊工艺进行焊接,然后对局部变形部位进行人工校形,焊接过程只需要一个顶盖压紧工装即可,新一代载人登月运载火箭承担着我国载人月球探测、空间站工程、火星探测等重大航天工程任务,贮箱直径为5000mm,与长征五号一致,但是高度比长征五号有较大增加,运载能力是长征五号的近3倍。而燃料贮箱是火箭的核心结构,其中结构最复杂、制造难度最大的就是箱底。
3.新一代载人运载火箭芯一级贮箱采用锥底结构,顶盖为异形顶盖组件,是由球形顶盖、异形过渡环和隧道法兰通过搅拌摩擦的方式拼焊而成,存在2条焊缝,分别是球形顶盖大端和异形过渡环焊缝及球形顶盖小端和隧道法兰焊缝。顶盖组件大端直径约2000mm,小端直径约1000mm,焊接区厚度达到15mm,和现有箱底顶盖相比结构更复杂、尺寸和焊接区厚度大幅增加、形位尺寸要求更严格,尤其是异形过渡环个隧道法兰平面度有较高的要求。异形顶盖组件的装配焊接对工装和焊接技术都提出了新的更大的挑战,不仅现有的顶盖压紧工装不能满足装配焊接的要求,而且常规熔焊方法由于焊接变形较大不能保证异形顶盖组件各零件之间形位尺寸精度。
4.要实现异形顶盖组件的焊接必需设计适应其结构特点的专用工装,此工装一方面应该具备一次装配就能实现异形顶盖组件2条焊缝焊接的功能,避免二次装配。另一方面焊接垫板应具备周长可调节功能,适应由于顶盖组件各零件周长偏差带来的焊缝周长变化。
技术实现要素:
5.有鉴于此,本发明旨在提出一种球形顶盖与异形过渡环和隧道法兰环缝搅拌摩擦焊接方法,以解决现有技术的球形顶盖在焊接异形过渡环和过渡法兰是需要频繁拆装,影响焊接质量的问题。
6.为达到上述目的,本发明的技术方案是这样实现的:
7.一种球形顶盖与异形过渡环和隧道法兰环缝搅拌摩擦焊接方法,
8.包括如下步骤:s1、将异形过渡环装配至底座上,且对异形过渡环进行调平;
9.s2、在底座上安装球形顶盖,并固定异形过渡环和球形顶盖的相对位置;
10.s3、测量异形过渡环的上端周长,并对球形顶盖的大口端进行铣切,使之大口端周长与异形过渡环的上端周长相同;
11.s4、球形顶盖的下端抵接至异形过渡环的上端并固定相对位置,进行搅拌摩擦焊接;
12.s5、在球形顶盖上端安装过隧道法兰并固定相对位置,进行搅拌摩擦焊接。
13.进一步的,所述底座上端安装锁紧机构,且锁紧机构与球形顶盖、异形过渡环均同轴设置,球形顶盖的下端内圈和异形过渡环的上端内圈均位于锁紧机构外围。
14.进一步的,所述锁紧机构包括多个焊接垫板,且多个焊接垫板在底座上端呈圆形排布,两两焊接垫板之间设置补偿垫板,补偿垫板为楔形结构,补偿垫板的下端位于两两焊接垫板之间,补偿垫板的大端铰接至第一连杆,第一连杆的另一端铰接至第一直线驱动器的活动杆,第一直线驱动器外围固定安装至底座上。
15.进一步的,所述底座上安装第二直线驱动器,第二直线驱动器的活动杆固定连接至膜胎下端,且第二直线驱动器位于锁紧机构内圈,球形顶盖安装至膜胎外围,第二直线驱动器通过膜胎带动球形顶盖升降。
16.进一步的,所述步骤s4中固定球形顶盖和异形过渡环固定相对位置的方法是通过锁紧机构涨紧球形顶盖和异形过渡环的待焊接位,然后通过若干第一压板压接至异形过渡环的外围,且第一压板的一端固定连接至底座上,通过第二压板压接至球形顶盖外围,且每个第二压板的一端固定连接至压紧环上,且压紧环的外围沿轴向设置若干拉杆,每个拉杆的一端均固定连接至底座上,底座上端还设置中轴,中轴外围分别位于球形顶盖内圈和异形过渡环内圈,中轴上端设置小端压紧框,小端压紧框下端抵接至球形顶盖的小口端,小端压紧框的上端通过锁母固定连接至中轴的外围。
17.进一步的,所述第一压板和第二压板的结构相同,第一压板包括板体、支座和第三直线驱动器,板体的一端铰接至第三直线驱动器的一端,第三直线驱动器的另一端铰接至底座的外围,板体的另一端接触连接至异形过渡环的外围,支座的下端固定连接至底座的上端,板体的中部设有轴孔,转轴外围位于轴孔内圈,且转轴外围固定连接至支座的上端。
18.进一步的,所述步骤s5中固定球形顶盖和隧道法兰相对位置的方法是,将小端压紧框拆除,然后将隧道法兰放置到球形顶盖小口端,在隧道方法上端设置上盖,并通过锁母固定隧道法兰、上盖和球形顶盖的相对位置。
19.相对于现有技术,本发明所述的球形顶盖与异形过渡环和隧道法兰环缝搅拌摩擦焊接方法具有以下有益效果:通过一套工装同时实现了球形顶盖的原位装配、铣切、焊接一体化功能;且采用小端压紧机构、拉杆和侧向顶紧机构多重措施保证了球形顶盖两条焊缝在整个焊接过程中的装配精度,实现了高精准装配的要求;锁紧机构结构能够适应球形顶盖大端一定周长偏差范围内的撑紧,而且焊接垫板的厚度补偿措施能防止焊接过程焊缝收缩周长变小的情况,有效保证了搅拌摩擦焊缝的质量和形位尺寸。
附图说明
20.构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
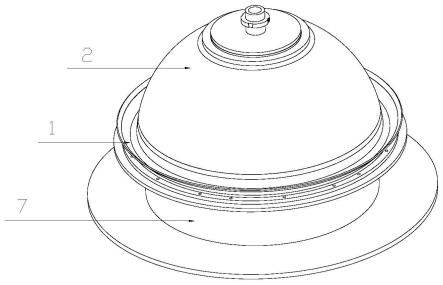
21.图1为本发明实施例所述的异形过渡环、球形顶盖固定安装在底座上的结构示意图;
22.图2为本发明实施例所述的锁紧机构和膜胎安装在底座上的结构示意图;
23.图3为本发明实施例所述的锁紧机构和膜胎安装在底座上的剖面结构示意图;
24.图4为本发明实施例所述的异形过渡环、球形顶盖外部设置压板的结构结构示意图;
25.图5为本发明实施例所述的隧道法兰装配至球形顶盖的结构示意图;
26.图6为本发明实施例所述的异形过渡环、球形顶盖和隧道法兰焊接完成的结构示意图。
27.附图标记说明:
28.1-异形过渡环;2-球形顶盖;21-第二直线驱动器;22-膜胎;23-第二压板;3-隧道法兰;4-锁紧机构;41-焊接垫板;42-补偿垫板;43-第一连杆;44-第一直线驱动器;5-压紧环;51-拉杆;52-小端压紧框;53-上盖;54-锁母;6-第一压板;61-第三直线驱动器;62-板体;63-支座;7-底座。
具体实施方式
29.需要说明的是,在不冲突的情况下,本发明中的实施例及实施例中的特征可以相互组合。
30.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
31.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
32.下面将参考附图并结合实施例来详细说明本发明。
33.如图1-6所示,球形顶盖与异形过渡环和隧道法兰环缝搅拌摩擦焊接方法,包括如下步骤:s1、将异形过渡环1装配至底座7上,且对异形过渡环1进行调平;
34.底座7上端安装锁紧机构4,且锁紧机构4与球形顶盖2、异形过渡环1均同轴设置,球形顶盖2的下端内圈和异形过渡环1的上端内圈均位于锁紧机构4外围。
35.底座7上安装第二直线驱动器,第二直线驱动器的活动杆固定连接至膜胎22下端,且第二直线驱动器位于锁紧机构4内圈,球形顶盖2安装至膜胎22外围,第二直线驱动器通过膜胎22带动球形顶盖2升降。
36.s2、在底座7上安装球形顶盖2,并固定异形过渡环1和球形顶盖2的相对位置;
37.s3、测量异形过渡环1的上端周长,并对球形顶盖2的大口端进行铣切,使之大口端周长与异形过渡环1的上端周长相同;
38.s4、球形顶盖2的下端抵接至异形过渡环1的上端并固定相对位置,进行搅拌摩擦焊接;
39.步骤s4中固定球形顶盖2和异形过渡环1固定相对位置的方法是通过锁紧机构4涨紧球形顶盖2和异形过渡环1的待焊接位,然后通过若干第一压板6压接至异形过渡环1的外围,且第一压板6的一端固定连接至底座7上,通过第二压板23压接至球形顶盖2外围,且每个第二压板23的一端固定连接至压紧环5上,且压紧环5的外围沿轴向设置若干拉杆51,每个拉杆51的一端均固定连接至底座7上,底座7上端还设置中轴,中轴外围分别位于球形顶盖2内圈和异形过渡环1内圈,中轴上端设置小端压紧框52,小端压紧框52下端抵接至球形顶盖2的小口端,小端压紧框52的上端通过锁母54固定连接至中轴的外围。
40.第一压板6和第二压板23的结构相同,第一压板6包括板体62、支座63和第三直线驱动器,板体62的一端铰接至第三直线驱动器的一端,第三直线驱动器的另一端铰接至底座7的外围,板体62的另一端接触连接至异形过渡环1的外围,支座63的下端固定连接至底座7的上端,板体62的中部设有轴孔,转轴外围位于轴孔内圈,且转轴外围固定连接至支座63的上端。
41.s5、在球形顶盖2上端安装过隧道法兰3并固定相对位置,进行搅拌摩擦焊接。
42.步骤s5中固定球形顶盖2和隧道法兰3相对位置的方法是,将小端压紧框52拆除,然后将隧道法兰3放置到球形顶盖2小口端,在隧道方法上端设置上盖53,并通过锁母54固定隧道法兰3、上盖53和球形顶盖2的相对位置。
43.如图1-5所示为球形顶盖2与异形过渡环1和隧道法兰3环缝搅拌摩擦焊接方法使用的工装,该工装一套工装实现两条焊缝的装配、铣切、焊接一体化工作,不存在二次装配问题,能更好的保证产品的形位尺寸。在升降膜胎22下方配有伺服驱动机构,用于顶起膜胎22,从而顶起球形顶盖2,为球形顶盖2大端留出铣切空间。异形过渡环1下方有调整垫板,通过调节连接在调整垫板上的螺栓调平调整垫板,从而调平异形过渡环1。
44.锁紧机构4包括多个焊接垫板41,且多个焊接垫板41在底座7上端呈圆形排布,两两焊接垫板41之间设置补偿垫板42,补偿垫板42为楔形结构,补偿垫板42的下端位于两两焊接垫板41之间,补偿垫板42的大端铰接至第一连杆43,第一连杆43的另一端铰接至第一直线驱动器的活动杆,第一直线驱动器外围固定安装至底座7上,如图2和图3所示,焊接垫板41上配打螺纹孔可以拆卸,这样焊接垫板41的某处损坏后可以只更换其中一块可拆卸焊接垫板41。焊接垫板41型面在产品理论内型面的基础法向厚度上补偿0.3mm,使得产品装配后能和焊接垫板41紧密贴合,焊接垫板41通过直线驱动器驱动,径向行程为2-4mm,可根据球形顶盖2和异形过渡环1、隧道法兰3焊接位置的周长调整焊接垫板41组件的周长保证撑紧焊接区并通过锁紧螺母锁紧垫板保证焊接过程中稳定不回缩,焊接完成后焊接垫板41回缩4mm方便顶盖组件吊离膜胎22。
45.根据异形过渡环1的周长匹配球形顶盖2大端的周长,可通过升降膜胎22下方的电器伺服驱动机构顶起膜胎22至距离异形过渡环1约50mm位置,在设备主轴上安装铣刀进行球形顶盖2大端的铣切,落下升降膜胎22,压紧下压紧机构琴键(第二压板23),在设备主轴
上安装搅拌头,采用膜胎22旋转,主轴固定不动的方式进行球形顶盖2和异形叉形环的搅拌摩擦焊接。
46.焊接球形顶盖2和异形过渡环1时只用到小端压紧框52,焊接完成后为了防止因小端压紧框52拆除后球形顶盖2不贴合升降膜胎22,首先采用拉杆51拉紧支撑板的方式进而压紧球形顶盖2,保证球形顶盖2的装配精度不变,然后卸下锁紧螺母,拆除小端压紧框52,让出隧道法兰3的装配空间。
47.安装隧道法兰3后,装上上盖53,锁上锁紧螺母压紧隧道法兰3,设备主轴不动,膜胎22旋转进行球形顶盖2和隧道法兰3的搅拌摩擦焊接,焊接完成后依次拆除压紧工装,隧道法兰3和异形过渡环1位置的焊接垫板41回退,方便将异形顶盖组件吊出。
48.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1