金属管加工整形模具装置及整形模具的制备方法与流程
本申请涉及模具,具体而言,涉及一种金属管加工整形模具装置及整形模具的制备方法。
背景技术:
1、生产、加工金属管的轧管机和焊管机,主要依靠若干对垂直和水平安装的压轮对金属管进行碾压成形。主要采用如下两种整形方式:
2、一种是通过人工不断地调整压轮间隙以控制金属管的尺寸,依靠压轮的耐磨性维持金属管的表面质量;
3、另一种是通过金属管冷拔机,是将已经制成的管坯,穿过一只传统的“金属管拉拔模具”,再依靠机械牵引力,将穿过模具的管坯拉出,主要只靠模具的精度和耐磨性保持金属管的尺寸精度和表面质量。
4、以上传统方法生产的圆形金属管的外径精度仅为0.1~0.2mm,椭圆度最高仅≤0.05mm。若是要进一步提高金属管的外径精度和椭圆度精度,只能再增加一道工序:用另一台专用的冷拔管机,将金属管通过一只传统的冷拔模具进行“整形”。
5、然而,传统冷拔模具的整形作用也是有限的,随着模具的磨损,金属管的外径尺寸精度、表面光洁度和椭圆度也逐渐变差。两道生产工序,两套生产设备,很显然,投入成本高,生产周期长,生产效率低,且金属管的产品精度始终不能做到稳定的高精度。
技术实现思路
1、本申请的主要目的在于提供一种金属管加工整形模具装置及整形模具的制备方法,以解决目前的问题。
2、为了实现上述目的,本申请提供了如下技术:
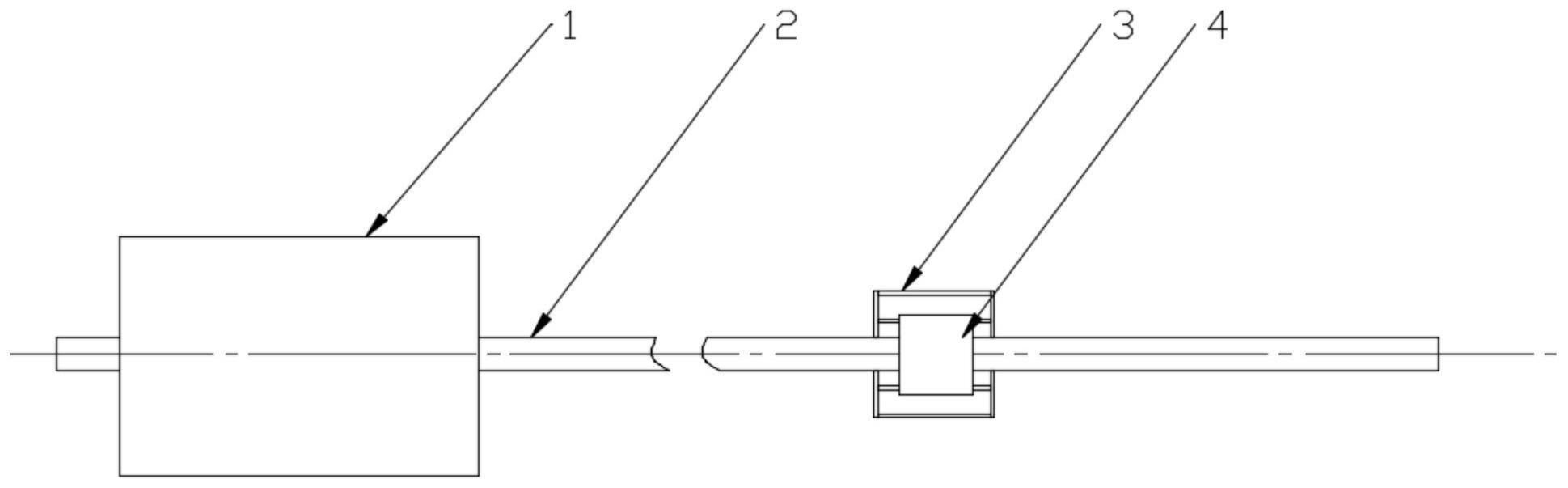
3、本申请第一方面提供一种金属管加工整形模具装置,包括:
4、轧管机/焊管机;
5、模架,设于所述轧管机/焊管机的生产线终端处;
6、整形模具,设于所述模架内;
7、金属管通过所述轧管机/焊管机后,在尚未截断之前,进入所述整形模具进行在线整形。
8、作为本申请的一种可选实施方案,可选地,所述整形模具为纳米金刚石涂层式整形模具。
9、作为本申请的一种可选实施方案,可选地,所述整形模具内设有纳米金刚石复合涂层。
10、本申请第二方面提供一种上述所述的整形模具的制备方法,包括如下步骤:
11、预置整形模具;
12、对整形模具内孔的衬底进行预处理;
13、通过化学气相沉积法,在预处理后的衬底上制备纳米金刚石复合涂层,得到具备纳米金刚石复合涂层的整形模具;
14、对纳米金刚石复合涂层进行抛光处理,得到初成品的整形模具,产品检验合格后,得到该整形模具。
15、作为本申请的一种可选实施方案,可选地,所述衬底为大孔径硬质合金。
16、作为本申请的一种可选实施方案,可选地,所述衬底的预处理方式,包括:
17、对衬底内孔的表面,经稀盐酸滴加双氧水腐蚀。
18、作为本申请的一种可选实施方案,可选地,化学气相沉积时的衬底温度为700-900℃。
19、作为本申请的一种可选实施方案,可选地,纳米金刚石复合涂层的制备方法,包括:
20、采用化学气相沉积法,首先在硬质合金衬底上沉积一层常规金刚石涂层;
21、调整工艺参数,在原位继续沉积纳米金刚石涂层,得到纳米金刚石复合涂层。
22、作为本申请的一种可选实施方案,可选地,所述常规金刚石涂层为10~15μm的金刚石薄膜。
23、作为本申请的一种可选实施方案,可选地,所述纳米金刚石复合涂层的表面光洁度满足:ra≤0.05μm。
24、与现有技术相比较,本申请能够带来如下技术效果:
25、1、本申请在轧管机或焊管机的生产线的终端,加装一个能固定“整形模具”的模架,模架内放置一只“纳米金刚石涂层整形模具”,将经过焊管机或轧管机的已经成型的金属管,在尚未截断之前,通过上述“纳米金刚石涂层整形模具”进行“整形”,实现了金属管生产的“在线整形”;
26、2、本申请将原来传统生产方式中的两道工序合并为一道,不仅节约了一条冷拔金属管生产线的设备、能源和人力的投入,而且节约了两道的工序之间存放、搬运的人力、物力的投入;更重要的是完全摒弃了一道“冷拔工序”,大大提高了金属管的生产效率;
27、3、“纳米金刚石涂层整形模具”摩擦系数小,模具阻力小于压轮摩擦力,生产的金属管尺寸精度高、且尺寸稳定,表面光洁度稳定。
技术特征:
1.一种金属管加工整形模具装置,其特征在于,包括:
2.如权利要求1所述的金属管加工整形模具装置,其特征在于,所述整形模具为纳米金刚石涂层式整形模具。
3.如权利要求1所述的一种金属管加工整形模具装置,其特征在于,所述整形模具内设有纳米金刚石复合涂层。
4.一种权利要求1-3中所述的整形模具的制备方法,其特征在于,包括如下步骤:
5.如权利要求4所述的制备方法,其特征在于,所述衬底为大孔径硬质合金。
6.如权利要求4所述的制备方法,其特征在于,所述衬底的预处理方式,包括:
7.如权利要求4所述的制备方法,其特征在于,化学气相沉积时的衬底温度为700-900℃。
8.如权利要求4所述的制备方法,其特征在于,纳米金刚石复合涂层的制备方法,包括:
9.如权利要求8所述的制备方法,其特征在于,所述常规金刚石涂层为10~15μm的金刚石薄膜。
10.如权利要求4所述的制备方法,其特征在于,所述纳米金刚石复合涂层的表面光洁度满足:ra≤0.05μm。
技术总结
本申请公开了一种金属管加工整形模具装置及整形模具的制备方法,在轧管机或焊管机的生产线的终端,部署一纳米金刚石复合涂层整形模具,将经过焊管机或轧管机的已经成型的金属管,在尚未截断之前,通过上述“纳米金刚石复合涂层整形模具”进行“整形”,实现了金属管生产的“在线整形”。将原来传统生产方式中的两道工序合并为一道,不仅节约了一条冷拔金属管生产线的设备、能源和人力的投入,而且节约了两道的工序之间存放、搬运的人力、物力的投入;更重要的是完全摒弃了一道“冷拔工序”,大大提高了金属管的生产效率。整形模具摩擦系数小,模具阻力小于压轮摩擦力,生产的金属管尺寸精度高、且尺寸稳定,表面光洁度稳定。
技术研发人员:郭松寿,郭睿,厉志军,许玉荣
受保护的技术使用者:上海交友钻石涂层有限公司
技术研发日:
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!