一种车载空调动静盘铸造毛坯修整系统的制作方法
本发明涉及车载空调动静盘生产,具体为一种车载空调动静盘铸造毛坯修整系统。
背景技术:
1、车用压缩机一般是涡旋式压缩机包括动盘和静盘,一般动盘和静盘是通过浇铸方式进行生产,再通过后续的铣削工艺进行机加工至成品。本公司在实际生产时,为提高生产效率,一般采用一模多个,边部的为需要的压缩机毛坯,中部的连接部以及浇铸头需要切除处理。
2、其中,公告号cn215034173u公开了一种车用压缩机铸造毛坯用修整装置,通过驱动件的输出端带动移动座以及安装板一同沿机架上下移动,利用定位块一与定位块二配合使用,定位块一会先对铸造毛坯进行施压,并随着下移过程,定位块一会在弹簧作用下相对切刀或安装板逐步上移,随后再通过安装板上的切刀对铸造毛坯进行剪切修整,毛坯的切边料会通过下料口实现下料,使得整个修整过程稳定且对铸造毛坯损坏降至最低,该技术方案中仍存在缺陷:
3、第一、该技术方案中由于只设置单个工位,每次修整完后,均需要停机换料,期间造成大量时间被浪费,从而降低了生产效率;
4、第二、该技术方案中无法对模具进行单独拆卸,当对不同型号的产品进行修整时,需要对整个设备进行更换,更换成本较高。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种车载空调动静盘铸造毛坯修整系统具备能够在修整的同时进行换料工作,降低设备停机时间,从而大大提高工作效率和能够对模具进行单独拆卸更换,方便安装不同模具对不同型号的产品进行修整的优点,解决了现有技术中车用压缩机铸造毛坯用修整装置由于只设置单个工位,每次修整完后,均需要停机换料,期间造成大量时间被浪费,从而降低了生产效率和无法对模具进行单独拆卸,当对不同型号的产品进行修整时,需要对整个设备进行更换,更换成本较高问题。
3、(二)技术方案
4、为实现上述的目的,本发明提供如下技术方案:一种车载空调动静盘铸造毛坯修整系统,包括底板和竖壳,所述竖壳固定设置于底板的上表面两侧,所述底板的上表面且位于竖壳的两侧均固定设置有第一安装座,两个所述第一安装座的上侧设置有下模,所述下模的上表面两侧两端均固定设置有放置壳,所述竖壳的内部两侧均固定设置有竖杆,两个所述竖杆的杆壁均活动套设有第一齿条板,所述竖壳的中部转动设置有转杆,所述转杆的中端固定套接有第一齿轮,两个所述第一齿条板均与第一齿轮啮合连接,两个所述第一齿条板的一侧均固定设置有滑板,两个所述滑板的下表面均固定设置有第二安装座,两个所述第二安装座的下侧均设置有上模,所述下模的下表面两侧两端均固定设置有切刀,所述第一安装座与对应的下模和第二安装座与对应的上模之间均设置有安装机构,所述竖壳的前侧设置有带动转杆往复转动的传动机构。
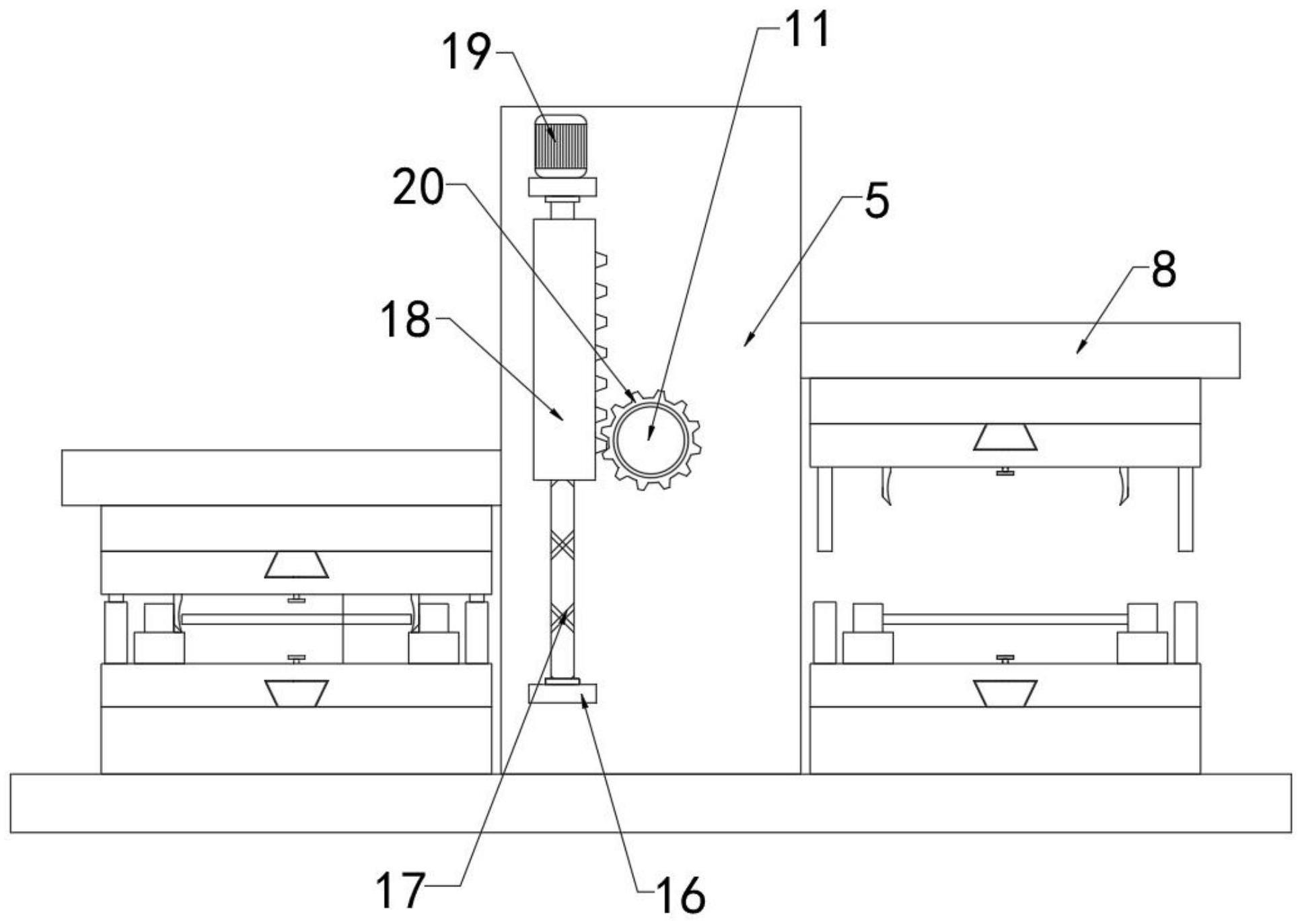
5、优选的,所述传动机构包括第二齿轮和第二齿条板,所述竖壳的前侧固定设置有两个侧板,两个所述侧板之间转动设置有往复丝杆,所述第二齿条板螺纹套接于往复丝杆的杆壁,所述第二齿轮设置于竖壳的前侧,所述第二齿轮与转杆的前端固定套接,所述第二齿轮与第二齿条板啮合连接,一侧所述侧板的外侧设置有电机,所述电机的输出端与往复丝杆的一端固定连接。
6、优选的,所述安装机构包括楔形块和插杆,多个所述楔形块分别固定设置于第一安装板靠近下模和第二安装板靠近上模的一侧,所述下模的下表面和上模的上表面均开设有楔形槽,多个所述楔形块均与对应的楔形槽插接,多个所述楔形槽的一侧均开设有空腔,多个所述空腔的内部均滑动设置有挡板,多个所述插杆均固定套接于对应的挡板的中部,多个所述插杆的两端均延伸至对应的空腔的外侧,多个所述插杆的一端均延伸至对应的楔形块的内部,多个所述挡板远离的对应的楔形块的一侧与对应的空腔的内壁之间均固定连接有弹簧。
7、优选的,多个所述插杆的外侧一端均固定套接有拉块。
8、优选的,两个所述竖杆的横截面均为方形。
9、优选的,所述第二齿条板的一侧与竖壳的前侧壁相抵触。
10、优选的,所述下模的上表面两侧均固定设置有定位管,所述上模的下表面两侧均固定设置有定位柱,两侧所述定位柱均与对应的定位管相匹配。
11、优选的,两侧对应的所述切刀的内壁均开设有凹槽。
12、优选的,所述电机通过支撑架与对应的侧板固定连接。
13、(三)有益效果
14、与现有技术相比,本发明提供了一种车载空调动静盘铸造毛坯修整系统,具备以下有益效果:
15、1、该车载空调动静盘铸造毛坯修整系统,通过电机带动往复丝杆转动,使得第二齿条板往复移动带动第二齿轮往复转动,即使得第一齿轮往复转动带动两个第一齿条板往复移动,即使得两侧上模交错上下往复移动,即能够在一边进行修整工作的同时对另一边进行换料工作,降低设备停机时间,从而大大提高工作效率。
16、2、该车载空调动静盘铸造毛坯修整系统,通过拉插杆,使得插杆从对应的楔形块中离开,即能够解除对应的第一安装板与下模或第二安装板与上模之间的限位,即能够对模具进行单独拆卸更换,方便安装不同模具对不同型号的产品进行修整。
技术特征:
1.一种车载空调动静盘铸造毛坯修整系统,包括底板(1)和竖壳(5),其特征在于:所述竖壳(5)固定设置于底板(1)的上表面两侧,所述底板(1)的上表面且位于竖壳(5)的两侧均固定设置有第一安装座(2),两个所述第一安装座(2)的上侧设置有下模(3),所述下模(3)的上表面两侧两端均固定设置有放置壳(4),所述竖壳(5)的内部两侧均固定设置有竖杆(6),两个所述竖杆(6)的杆壁均活动套设有第一齿条板(7),所述竖壳(5)的中部转动设置有转杆(11),所述转杆(11)的中端固定套接有第一齿轮(12),两个所述第一齿条板(7)均与第一齿轮(12)啮合连接,两个所述第一齿条板(7)的一侧均固定设置有滑板(8),两个所述滑板(8)的下表面均固定设置有第二安装座(9),两个所述第二安装座(9)的下侧均设置有上模(10),所述下模(3)的下表面两侧两端均固定设置有切刀(13),所述第一安装座(2)与对应的下模(3)和第二安装座(9)与对应的上模(10)之间均设置有安装机构,所述竖壳(5)的前侧设置有带动转杆(11)往复转动的传动机构。
2.根据权利要求1所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:所述传动机构包括第二齿轮(20)和第二齿条板(18),所述竖壳(5)的前侧固定设置有两个侧板(16),两个所述侧板(16)之间转动设置有往复丝杆(17),所述第二齿条板(18)螺纹套接于往复丝杆(17)的杆壁,所述第二齿轮(20)设置于竖壳(5)的前侧,所述第二齿轮(20)与转杆(11)的前端固定套接,所述第二齿轮(20)与第二齿条板(18)啮合连接,一侧所述侧板(16)的外侧设置有电机(19),所述电机(19)的输出端与往复丝杆(17)的一端固定连接。
3.根据权利要求1所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:所述安装机构包括楔形块(21)和插杆(23),多个所述楔形块(21)分别固定设置于第一安装板(2)靠近下模(3)和第二安装板(9)靠近上模(10)的一侧,所述下模(3)的下表面和上模(10)的上表面均开设有楔形槽,多个所述楔形块(21)均与对应的楔形槽插接,多个所述楔形槽的一侧均开设有空腔,多个所述空腔的内部均滑动设置有挡板(22),多个所述插杆(23)均固定套接于对应的挡板(22)的中部,多个所述插杆(23)的两端均延伸至对应的空腔的外侧,多个所述插杆(23)的一端均延伸至对应的楔形块(21)的内部,多个所述挡板(22)远离的对应的楔形块(21)的一侧与对应的空腔的内壁之间均固定连接有弹簧(24)。
4.根据权利要求3所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:多个所述插杆(23)的外侧一端均固定套接有拉块(25)。
5.根据权利要求1所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:两个所述竖杆(6)的横截面均为方形。
6.根据权利要求2所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:所述第二齿条板(18)的一侧与竖壳(5)的前侧壁相抵触。
7.根据权利要求1所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:所述下模(3)的上表面两侧均固定设置有定位管(14),所述上模(10)的下表面两侧均固定设置有定位柱(15),两侧所述定位柱(15)均与对应的定位管(14)相匹配。
8.根据权利要求1所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:两侧对应的所述切刀(13)的内壁均开设有凹槽。
9.根据权利要求2所述的一种车载空调动静盘铸造毛坯修整系统,其特征在于:所述电机(19)通过支撑架与对应的侧板(16)固定连接。
技术总结
本发明涉及车载空调动静盘生产领域,且公开了一种车载空调动静盘铸造毛坯修整系统,包括底板和竖壳,所述竖壳固定设置于底板的上表面两侧,所述底板的上表面且位于竖壳的两侧均固定设置有第一安装座,两个所述第一安装座的上侧设置有下模,所述下模的上表面两侧两端均固定设置有放置壳,所述竖壳的内部两侧均固定设置有竖杆,两个所述竖杆的杆壁均活动套设有第一齿条板,所述竖壳的中部转动设置有转杆,所述转杆的中端固定套接有第一齿轮。该车载空调动静盘铸造毛坯修整系统,能够在修整的同时进行换料工作,降低设备停机时间,从而大大提高工作效率和能够对模具进行单独拆卸更换,方便安装不同模具对不同型号的产品进行修整。
技术研发人员:王常龙,黄继平,王玉保,杨玉连
受保护的技术使用者:马鞍山奥特佳机电有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!