一种弹簧用成型切割结构的制作方法
1.本实用新型属于弹簧加工技术领域,具体涉及一种弹簧用成型切割结构。
背景技术:
2.弹簧是一种利用弹性来工作的机械零件,在外力作用下发生形变,除去外力又恢复原状,一般由弹簧钢制成;弹簧的使用范围非常广泛,涉及机械、化工、探测、军工等多个领域。
3.弹簧是由制簧机制作而成,制簧机上分布有变径机构、节距变更机构、成型机构以及切断机构等,这就使得现有的制簧机上预留出的工作空间极小,在加工大尺寸弹簧时,弹簧极易与周边的工作机构发生干涉,造成周围工作人员损伤,安全系数低。
技术实现要素:
4.本实用新型目的是为了克服现有技术的不足而提供一种弹簧用成型切割结构。
5.为达到上述目的,本实用新型采用的技术方案是:一种弹簧用成型切割结构,它包括:
6.进线组件,所述进线组件包括立板、固定在所述立板一侧的载盘、转动安装在所述载盘一侧的进线柱以及贯穿所述进线柱、载盘和立板的进线孔;
7.制簧组件,所述制簧组件设置在所述载盘远离立板的一侧,它包括可升降地设置在所述立板一侧的升降板、可移动地设置在所述升降板上的移动板、固定在所述移动板底部的成型刀和切刀以及固定在所述升降板上且用于带动所述移动板移动的驱动单元。
8.优化地,所述进线组件还包括开设在所述载盘上的旋转槽以及转动安装在所述旋转槽内的旋转部,所述进线柱一体连接在所述旋转部上,所述进线孔贯穿所述旋转部。
9.优化地,所述制簧组件还包括固定在所述载盘上的第一滑轨以及滑动安装在所述第一滑轨上的第一滑块,所述升降板固定在所述第一滑块上。
10.优化地,所述驱动单元包括固定在所述升降板一侧的机箱、开设在所述机箱底板的移动槽以及转动安装在所述机箱内的滚珠丝杆。
11.优化地,所述驱动单元还包括转动安装在所述机箱一侧的主动齿轮和从动齿轮,绕设在所述主动齿轮和从动齿轮上的传送带、设置在所述传送带内侧且与所述主动齿轮和从动齿轮相啮合的凸齿以及固定在所述机箱内且用于带动所述主动齿轮转动的伺服电机,所述滚珠丝杆与所述从动齿轮相连。
12.优化地,所述主动齿轮的直径小于所述从动齿轮的直径。
13.优化地,所述成型刀包括成型刀刀体以及设置在所述成型刀刀体底部的成型部。
14.优化地,所述切刀包括切刀刀体、设置在所述切刀刀体底部的弧形面和排屑面以及连接所述弧形面和排屑面的切割刃。
15.优化地,所述传送带和凸齿的材质为橡胶。
16.由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
17.本实用新型弹簧用成型切割结构安装在现有的制簧机上,将切刀和成型刀一同固定在移动板上,通过驱动单元来控制成型刀和切刀的转移,极大程度地节省了制簧机的使用面积,同时也相应增大了制簧机相邻工作单元的距离,在加工弹簧时,预留出的工作空间更大,避免出现弹簧与工作单元发生干涉的情况,提高了安全系数。
附图说明
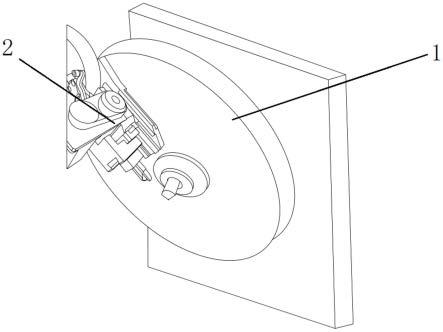
18.图1为本实用新型的结构示意图;
19.图2为本实用新型进线组件的结构示意图;
20.图3为本实用新型制簧组件的结构示意图;
21.图4为本实用新型制簧组件的主视图;
22.图5为本实用新型制簧组件的左视图;
23.图6为本实用新型制簧组件的局部结构示意图;
24.图7为本实用新型成型刀的结构示意图;
25.图8为本实用新型切刀的结构示意图;
26.图9为本实用新型切刀另一角度的结构示意图;
27.附图标记说明:
28.1、进线组件;101、立板;102、载盘;103、旋转槽;104、旋转部;105、进线柱;106、进线孔;
29.2、制簧组件;201、第一滑轨;202、第一滑块;203、升降板;204、机箱; 205、伺服电机;206、主动齿轮;207、从动齿轮;208、传送带;209、凸齿; 210、滚珠丝杆;211、移动槽;212、移动板;213、第二滑轨;214、第二滑块; 215、成型刀;2151、成型刀刀体;2152、成型部;216、切刀;2161、切刀刀体;2162、弧形面;2163、排屑面;2164、切割刃。
具体实施方式
30.下面结合附图所示的实施例对本实用新型作进一步描述。
31.如图1所示,为本实用新型弹簧用成型切割结构的结构示意图,它固定在制簧机的表面,与制簧机上的其他工作单元共同完成弹簧的加工(通常用于加工压缩弹簧),它包括进线组件1和制簧组件2。
32.如图2所示,为进线组件1的结构示意图,它用于弹簧线的进料,它包括立板101、载盘102、旋转槽103、旋转部104、进线柱105和进线孔106。立板101通过焊接的方式垂直固定在制簧机的机台上。载盘102通过螺丝紧固的方式固定在立板101上,旋转槽103开设在载盘102上。旋转部104转动安装在旋转槽103内(旋转气缸固定在立板101的另一侧,旋转部104透过立板101 而固定在旋转气缸的转动部上,在旋转气缸的带动下转动,旋转气缸未在图中示出;在本实施例中,旋转部104的直径等于旋转槽103的直径,旋转部104 在转动时,由旋转槽103对其进行限位,确保同轴转动,旋转气缸带动旋转部 104并不是做360
°
的转动,而是在30
°‑
50
°
的范围内转动)。进线柱105一体连接在旋转部104远离立板101的一侧(进线柱105的截面呈扇形,且与旋转部104同步转动,进线柱105设计成扇形,而并非圆形,是为了预留出足够的加工空间,防止与制簧机的其他工作单元发生干涉,制簧机为现有常规的)。进线孔106贯穿进线柱105、旋转部104和立板101(弹簧线的直径等于进线孔 106的直径,外
部的弹簧线穿过进线孔106,由制簧组件2和制簧机相配合完成弹簧的制作;在本实施例中,从弹簧线进线以及弹簧加工完成这一过程中,进线柱105是不转动的,只有将制好的弹簧进行切断操作时,旋转部104才会带动弹簧线以及制好的弹簧向下转动30
°‑
50
°
,这样切断弹簧之后,弹簧倾斜向下弹射至收集箱内,而不会向外弹射,避免对周围工作人员造成损伤,旋转部104带动弹簧线以及制好的弹簧向下转动依靠的是弹簧线与进线孔106之间的摩擦力)。
33.如图3-6所示,为制簧组件2的结构示意图,它与制簧机相配合使用完成弹簧的制作,它包括第一滑轨201、第一滑块202、升降板203、驱动单元、移动板212、第二滑轨213、第二滑块214、成型刀215和切刀216。第一滑轨201 通过螺丝紧固的方式固定在载盘102上,第一滑块202滑动安装在第一滑轨201 上(第一滑轨201与制簧机的机台相垂直)。升降板203固定在第一滑块202 上,且沿着第一滑轨201升降(驱动升降板203升降的驱动装置可以选用现有的升降气缸、直线模组或者凸轮机构等,升降板203升降过程中,第一滑块202 沿着第一滑轨201同步升降,第一滑块202和第一滑轨201起支撑升降板203 的同时,还可以降低升降板203与载盘102之间的摩擦)。
34.移动板212可移动地设置在升降板203一侧,驱动单元固定在升降板203 上用于带动移动板212移动,驱动单元包括机箱204、伺服电机205、主动齿轮 206、从动齿轮207、传送带208、凸齿209、滚珠丝杆210和移动槽211。机箱 204固定在升降板203一侧,主动齿轮206和从动齿轮207转动安装在机箱204 的外侧(伺服电机205的电机壳固定在机箱204的内底面上,伺服电机205的输出轴穿过机箱204而连接在主动齿轮206上,用于带动主动齿轮206转动,伺服电机205的电机轴与主动齿轮206通过平键连接在一起)。传送带208绕设在主动齿轮206和从动齿轮207之间,在主动齿轮206的带动下带动从动齿轮 207转动(传送带208的内侧一体连接有与齿轮的齿槽相互啮合的凸齿209,利用凸齿209与齿槽的啮合作用,带动从动齿轮207转动;在本实施例中,传送带208与凸齿209的材质为橡胶,因为橡胶材质的传送带208在转动过程中,转动平稳,产生的噪音小,而且与主动齿轮206和从动齿轮207的摩擦力小,长时间使用不会磨损齿槽;主动齿轮206的直径小于从动齿轮207的直径,伺服电机205高速带动主动齿轮206转动时,大直径的从动齿轮207可以降低输出转速,使移动板212移动的更加平稳)。
35.滚珠丝杆210安装在机箱204内,且与从动齿轮207通过平键相连(滚珠丝杆210为现有常规的,滚珠丝杆210两端的固定座固定在机箱204的内侧壁上,伺服电机205带动主动齿轮206转动,在传送带208的作用下,从动齿轮207同步转动,与从动齿轮207相连的滚珠丝杆210同步转动,与此同时,套装在丝杆上的转移座则左右移动)。移动槽211开设在机箱204的底部,移动板 212固定在滚珠丝杆210的转移座上,且穿过移动槽211,在移动槽211内移动。第二滑轨213固定在机箱204的底部,第二滑块214滑动安装在第二滑轨213 上(移动板212呈“l”形,“l”的移动板212一端固定在滚珠丝杆210的转移座上,另一端固定在第二滑块214上,滚珠丝杆210带动移动板212移动时,固定在移动板212上的第二滑块214沿着第二滑轨213同步移动,第二滑块214 和第二滑轨213起辅助支撑移动板212的作用,以减轻滚珠丝杆210的承重,长时间使用后,防止影响滚珠丝杆210的精度)。
36.成型刀215和切刀216固定在移动板212的底部,如图7所示,为成型刀 215的结构示意图,它包括成型刀刀体2151和成型部2152。成型刀刀体2151 固定在移动板212的底部,
成型部2152设置在成型刀刀体2151的底部且朝向进线柱105,成型部2152呈弧形,弹簧线从进线孔106穿入,触碰到成型刀215 的成型部2152后,弹簧线会向下发生弯曲,向下弯曲的弹簧线触碰到制簧机上的其他工作单元(如变径单元和节距变更单元,变径单元和节距变更单元都是制簧机现有的结构,如台湾新达cnc-620数控万能卷簧机,为现有的制簧机,该制簧机上便有变径单元和节距变更单元)后,弯曲的弹簧线则被加工成弹簧的形状。
37.如图8、9所示,为切刀216的结构示意图,切刀216包括切刀本体2161、弧形面2162、排屑面2163和切割刃2164。切刀本体2161固定在移动板212 的底部,弧形面2162和排屑面2163设置在切刀刀体2161的底部,排屑面2163 朝向进线柱105,用于将切割产生的碎屑向内排,防止碎屑向外飞溅,造成周围工作人员的损伤。弧形面2162和排屑面2163之间形成切割刃2164,用于将加工好的弹簧从弹簧线上切下。
38.本实用新型弹簧用成型切割结构的工作原理:
39.首先外部的驱动装置带动升降板203下降,至成型部2152下降至进线柱 105处,弹簧线从进线孔106穿入,触碰到成型刀215的成型部2152后,弹簧线会向下发生弯曲,向下弯曲的弹簧线触碰到制簧机上的其他工作单元后,弯曲的弹簧线则被加工成弹簧的形状;弹簧线停止输送,外部驱动装置带动升降板203复位,驱动单元带动移动板212移动,将切刀216移动至成型刀215的位置处,外部的驱动装置继续带动升降板203下降将制好的弹簧从弹簧线上切下(切刀216下降时,旋转部104带动弹簧线以及制好的弹簧向下转动30
°ꢀ‑
50
°
,这样切断弹簧之后,弹簧倾斜向下弹射至收集箱内,而不会向外弹射,避免对周围工作人员造成损伤)。
40.上述实施例只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本实用新型的内容并据以实施,并不能以此限制本实用新型的保护范围。凡根据本实用新型精神实质所作的等效变化或修饰,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1