一种油管支架、支架总成、管夹与桥体点固工装的制作方法
1.本实用新型涉及机械加工设备领域,尤其是涉及一种油管支架、支架总成、管夹与桥体点固工装。
背景技术:
2.由于目前“油管支架、支架总成、管夹与桥体点固”工序;以桥壳车间焊接工段b15062buh-865生产后桥壳总成为例:在桥壳车间焊接工段3a线生产工艺流程为:上下桥体及三角板拼装点固
→→
焊y型焊缝
→→
桥壳本体总成大法兰面整平
→→
加强环、壳盖总成与桥壳本体总成点固
→→
环焊加强环、壳盖总成
→→
弹簧板座与桥壳本体点固
→→
弹簧板座与桥壳本体焊接
→→
轴头与桥壳本体总成点固
→→
环焊轴头
→→
减震器支架与桥壳本体点固
→→
支架总成、管夹与桥体焊接
→→
减震器支架、油管支架与桥壳本体焊接
ꢀ→→ꢀ
制动钳支架与桥体点固
ꢀ→→
制动钳支架与桥体焊接
ꢀ→→
整形
ꢀ→→ꢀ
汽检
→→
转机加工。
3.其中,支架总成、管夹与桥体点固工序:采用定位圈套在后桥壳总成壳盖上进行定位无法对“支架总成方向装反无法进行物理防错;只能靠操作者眼睛目测防错。.其次操作者点焊好“支架总成”后必须先拿走套在后桥壳总成壳盖上的定位圈才焊接,因此特别容易漏焊焊缝,工件管夹定位困难造成尺寸难以保证。“减震器支架、油管支架与桥壳本体焊接”工序油管支架同样采用”“定位圈”放入加强环进行定位;无法对油管支架放反进行防错,因此设计出一种油管支架、支架总成、管夹与桥体点固工装,就显的尤为重要。
技术实现要素:
4.本实用新型的目的是为了解决现有技术存在的缺陷,提供一种油管支架、支架总成、管夹与桥体点固工装。
5.为了实现上述目的,本实用新型采用的技术方案如下:
6.一种油管支架、支架总成、管夹与桥体点固工装,包括工装平台,安装在工装平台两端的头尾座总成,设置在工装平台顶部中间位置的中心机构总成以及设置在中心机构总成两侧的推拉式快速夹钳总成,头尾座总成包括固定在工装平台上的支架,安装在支架顶部的第一气缸,与第一气缸连接的顶柱,安装在支架一侧的托架以及连接托架、支架的斜支撑板,顶柱朝向工装平台上桥壳本体的端部。
7.进一步,中心机构总成包括安装在工装平台上的安装架,设置在安装架上的第二气缸,与第二气缸连接的支撑架,设置在支撑架上的多个支撑块,支撑块朝向工装平台上桥壳本体的背面。
8.进一步,推拉式快速夹钳总成包括安装在工装平台顶部的导轨座,滑动安装在导轨座上的水平支撑板,与水平支撑板连接的第一纵向支撑板,通过螺栓与第一纵向支撑板连接的第二纵向支撑板以及安装在第二纵向支撑板顶部的夹钳。
9.进一步,导轨座上安装有导轨槽,水平支撑板的底部设有滑块,滑块与导轨槽滑动配合。
10.进一步,导轨座朝工装平台的长度方向延伸。
11.本实用新型的有益效果为:该工装使用时,桥壳本体安置在工装平台的上方,桥壳本体的两端下方通过托架支撑,第一气缸控制顶柱伸出并支撑在桥壳本体的端部,同时,第二气缸带动支撑架伸出,支撑架上的支撑块支撑在桥壳本体的背面,同时,推拉式快速夹钳总成的水平支撑板可以在导轨座上水平滑动,水平支撑板滑动到合适位置后,其上方的夹钳可以将桥壳本体上的油管支架夹持固定,方便点固焊接,该工装使用后,可以很好的对支架总成、油管支架方向装反进行防错,同时对桥壳本体以及油管支架的安装位置进行快速定位,提高了组装效率。
附图说明
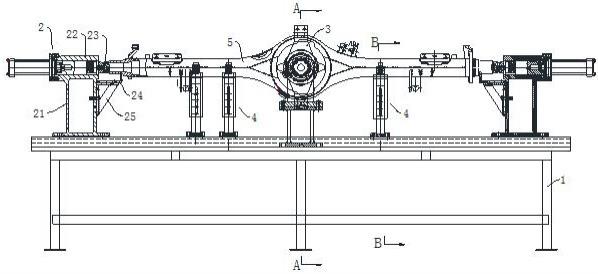
12.图1为本实用新型的结构示意图;
13.图2为图1中沿a-a线的截面示意图;
14.图3为图1中沿b-b线的截面示意图。
具体实施方式
15.如图1至图3所示,一种油管支架、支架总成、管夹与桥体点固工装,包括工装平台1,安装在工装平台1两端的头尾座总成2,设置在工装平台1顶部中间位置的中心机构总成3以及设置在中心机构总成3两侧的推拉式快速夹钳总成4,头尾座总成2包括固定在工装平台1上的支架21,安装在支架21顶部的第一气缸22,与第一气缸22连接的顶柱23,安装在支架21一侧的托架24以及连接托架24、支架21的斜支撑板25,顶柱23朝向工装平台1上桥壳本体5的端部。
16.进一步,中心机构总成3包括安装在工装平台1上的安装架31,设置在安装架31上的第二气缸32,与第二气缸32连接的支撑架33,设置在支撑架33上的多个支撑块34,支撑块34朝向工装平台1上桥壳本体5的背面。
17.进一步,推拉式快速夹钳总成4包括安装在工装平台1顶部的导轨座41,滑动安装在导轨座41上的水平支撑板42,与水平支撑板42连接的第一纵向支撑板43,通过螺栓与第一纵向支撑板43连接的第二纵向支撑板44以及安装在第二纵向支撑板44顶部的夹钳45。
18.进一步,导轨座41上安装有导轨槽46,水平支撑板42的底部设有滑块47,滑块47与导轨槽46滑动配合,导轨座41朝工装平台1的长度方向延伸。
19.该工装使用时,桥壳本体5安置在工装平台1的上方,桥壳本体5的两端下方通过托架24支撑,第一气缸22控制顶柱23伸出并支撑在桥壳本体5的端部,同时,第二气缸32带动支撑架33伸出,支撑架33上的支撑块34支撑在桥壳本体5的背面,同时,推拉式快速夹钳总成4的水平支撑板42可以在导轨座41上水平滑动,水平支撑板42滑动到合适位置后,其上方的夹钳45可以将桥壳本体5上的油管支架夹持固定,方便点固焊接,该工装使用后,可以很好的对支架总成、油管支架方向装反进行防错,同时对桥壳本体以及油管支架的安装位置进行快速定位,提高了组装效率。
20.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各
种变化和改进,这些变化和改进都落入要求保护的本实用新型的范围内。本实用新型要求的保护范围由所附的权利要求书及其等同物界定。
技术特征:
1.一种油管支架、支架总成、管夹与桥体点固工装,包括工装平台,安装在所述工装平台两端的头尾座总成,设置在工装平台顶部中间位置的中心机构总成以及设置在中心机构总成两侧的推拉式快速夹钳总成,其特征在于,所述头尾座总成包括固定在所述工装平台上的支架,安装在支架顶部的第一气缸,与第一气缸连接的顶柱,安装在所述支架一侧的托架以及连接所述托架、支架的斜支撑板,所述顶柱朝向工装平台上桥壳本体的端部。2.根据权利要求1所述的一种油管支架、支架总成、管夹与桥体点固工装,其特征在于,所述中心机构总成包括安装在所述工装平台上的安装架,设置在安装架上的第二气缸,与第二气缸连接的支撑架,设置在支撑架上的多个支撑块,所述支撑块朝向工装平台上桥壳本体的背面。3.根据权利要求1所述的一种油管支架、支架总成、管夹与桥体点固工装,其特征在于,所述推拉式快速夹钳总成包括安装在所述工装平台顶部的导轨座,滑动安装在导轨座上的水平支撑板,与水平支撑板连接的第一纵向支撑板,通过螺栓与第一纵向支撑板连接的第二纵向支撑板以及安装在第二纵向支撑板顶部的夹钳。4.根据权利要求3所述的一种油管支架、支架总成、管夹与桥体点固工装,其特征在于,所述导轨座上安装有导轨槽,所述水平支撑板的底部设有滑块,滑块与所述导轨槽滑动配合。5.根据权利要求3所述的一种油管支架、支架总成、管夹与桥体点固工装,其特征在于,所述导轨座朝所述工装平台的长度方向延伸。
技术总结
本实用新型涉及一种油管支架、支架总成、管夹与桥体点固工装,包括工装平台,安装在工装平台两端的头尾座总成,设置在工装平台顶部中间位置的中心机构总成以及设置在中心机构总成两侧的推拉式快速夹钳总成,头尾座总成包括固定在工装平台上的支架,安装在支架顶部的第一气缸,与第一气缸连接的顶柱,安装在支架一侧的托架以及连接托架、支架的斜支撑板,顶柱朝向工装平台上桥壳本体的端部。该工装使用后,可以很好的对支架总成、油管支架方向装反进行防错,同时对桥壳本体以及油管支架的安装位置进行快速定位,提高了组装效率。提高了组装效率。提高了组装效率。
技术研发人员:曹友兵 黄志武 徐少杰 雷兴伟 周九阳
受保护的技术使用者:江西江铃底盘股份有限公司
技术研发日:2022.06.20
技术公布日:2022/9/26
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1