一种用于发热管端子焊接自动送料装置的制作方法
一种用于发热管端子焊接自动送料装置
【技术领域】
1.本实用新型涉及一种用于发热管端子焊接自动送料装置。
背景技术:
2.目前应用于热水壶等装置中的发热管为了方便与外部零部件连接固定,通常会在发热管两端分别焊接有连接端子以通过连接端子与外部零部件连接。
3.然而,目前发热管与连接端子在焊接过程中,通常由工作人员一只手使用夹持工具夹持连接端子与发热管抵接、另一只手使用焊枪对发热管与连接端子间的焊接位置进行焊接工作,由于连接端子本身体积相对较小,当工作人员使用夹持工具夹持连接端子时,会出现夹持多个连接端子的问题,也会出现不能够一次性夹持到连接端子的问题,给工作人员焊接带来不便;同时采用上述工作人员一手夹持连接端子、一手使用焊枪进行焊接方式,容易导致发热管与连接端子焊接质量不能够得到保证,焊接质量差,且工作人员劳动强度大的问题。
4.为此,本实用新型即针对上述问题而研究提出。
技术实现要素:
5.本实用新型目的是克服了现有技术的不足,提供一种用于发热管端子焊接自动送料装置,可以改善现有技术存在的问题,具有输送效率高,输送稳定的特点,同时能够减轻工作人员劳动强度。
6.本实用新型是通过以下技术方案实现的:
7.一种用于发热管端子焊接自动送料装置,包括机架1,所述机架1上设有用于供给端子本体110的振动盘2,所述机架1上且位于振动盘2旁设有用于将振动盘2输出端处的端子本体110输送至焊接工位的输送组件3,所述输送组件3包括能吸住端子本体110且将振动盘2输出端处的端子本体110输送至焊接工位的吸嘴36。
8.如上所述一种用于发热管端子焊接自动送料装置,所述输送组件3还包括设在机架1上的安装横板31,所述安装横板31上滑动地连接有滑动板33,所述滑动板33与安装横板31之间设有能驱使滑动板33沿机架1x轴方向移动的第一伸缩气缸32;所述滑动板33上设有取料臂35,所述取料臂35与滑动板33之间设有能驱使取料臂35沿机架1z轴方向移动的第二伸缩气缸34;所述吸嘴36设在取料臂35的末端。
9.如上所述一种用于发热管端子焊接自动送料装置,所述滑动板33与安装横板31之间设有滑动结构37,所述滑动结构37包括设在安装横板31上且沿机架1x轴方向延伸设置的滑动导轨371和设在滑动板33上且能在滑动导轨371上滑动的滑块372。
10.如上所述一种用于发热管端子焊接自动送料装置,所述滑动板33与安装横板31之间设有缓冲结构38。
11.如上所述一种用于发热管端子焊接自动送料装置,所述缓冲结构38包括分别设在安装横板31两端上且能与滑动板33缓冲配合的缓冲气缸或缓冲弹簧。
12.如上所述一种用于发热管端子焊接自动送料装置,所述安装横板31两端上分别设有能与滑动板33感应配合的感应传感器311。
13.如上所述一种用于发热管端子焊接自动送料装置,所述吸嘴36包括与取料臂35连接的吸嘴本体361和与吸嘴本体361下端口相连通的唇部362,且所述唇部362为可形变材料制成。
14.如上所述一种用于发热管端子焊接自动送料装置,所述唇部362横截面呈喇叭形状设置。
15.如上所述一种用于发热管端子焊接自动送料装置,所述机架1上且位于焊接工位处设有用于对端子本体110与发热管100之间的焊接位置进行焊接的焊接组件4。
16.如上所述一种用于发热管端子焊接自动送料装置,所述焊接组件4包括设在机架1上且用于对端子本体110和发热管100进行定位装夹的定位装夹治具41,所述定位装夹治具上形成有用于定位容纳端子本体110的定位型腔411和与定位型腔411相通且用于定位容纳发热管100的定位凹槽412;所述焊接组件4还包括活动地设有机架1上且用于对端子本体110与发热管100之间的焊接位置进行焊接的焊枪42。
17.与现有技术相比较,本实用新型具有如下优点:
18.1、本实用新型在输送时,吸嘴吸住振动盘输出端处的一个端子本体,接着输送组件驱使吸嘴带动端子本体移动至焊接工位,为此本实用新型具有输送效率高的特点,同时本实用新型采用吸嘴来吸住端子本体以实现输送,能够保证输送组件一次只能输送一个端子本体,即因为两个端子本体间存在缝隙,致使吸嘴不能够同时吸住两个端子本体,具有设计合理和成本低的特点。
19.2、所述滑动板与安装横板之间设有滑动结构,能够使得滑动板相对安装横板稳定且顺畅的移动,即使得吸嘴相对机架稳定、顺畅移动,避免在输送端子本体过程中出现吸嘴晃动而造成端子本体掉落等现象,具有安全可靠的特点。
20.3、所述滑动板与安装横板之间设有缓冲结构,能够避免滑动板与安装横板直接刚性碰撞而对二者造成损伤,延长二者使用寿命,降低维修更换成本,同时对滑动板起到缓冲作用。
【附图说明】
21.下面结合附图对本实用新型的具体实施方式作进一步详细说明,其中:
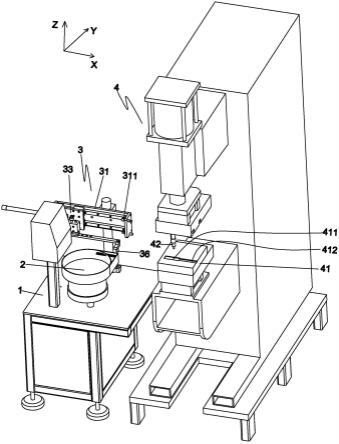
22.图1为本实用新型的整体结构示意图。
23.图2为本实用新型的输送组件的结构示意图。
24.图3为本实用新型的吸嘴的剖视图。
25.图4为本实用新型的发热管与端子本体的结构示意图。
26.图5为本实用新型的端子本体的侧视图。
【具体实施方式】
27.下面结合附图对本实用新型的实施方式作详细说明。
28.如图1-5所示,本实用新型一种用于发热管端子焊接自动送料装置,包括机架1,所述机架1上设有用于供给端子本体110的振动盘2,所述机架1上且位于振动盘2旁设有用于
将振动盘2输出端处的端子本体110输送至焊接工位的输送组件3,所述输送组件3包括能吸住端子本体110且将振动盘2输出端处的端子本体110输送至焊接工位的吸嘴36。本实用新型在输送时,吸嘴吸住振动盘输出端处的一个端子本体,接着输送组件驱使吸嘴带动端子本体移动至焊接工位,为此本实用新型具有输送效率高的特点,同时本实用新型采用吸嘴来吸住端子本体以实现输送,能够保证输送组件一次只能输送一个端子本体,即因为两个端子本体间存在缝隙,致使吸嘴不能够同时吸住两个端子本体,具有设计合理和成本低的特点。另外本实用新型采用振动盘来供给端子本体,能够使得端子本体按设定排列。
29.为了输送稳定,所述输送组件3还包括设在机架1上的安装横板31,所述安装横板31上滑动地连接有滑动板33,所述滑动板33与安装横板31之间设有能驱使滑动板33沿机架1x轴方向移动的第一伸缩气缸32;所述滑动板33上设有取料臂35,所述取料臂35与滑动板33之间设有能驱使取料臂35沿机架1z轴方向移动的第二伸缩气缸34;所述吸嘴36设在取料臂35的末端。当吸嘴36吸住振动盘2输出端处的端子本体110时,第二伸缩气缸34驱使吸嘴36沿机架z轴向上移动,即驱使吸嘴36带动端子本体110往远离振动盘2输出端一侧移动,接着第一伸缩气缸32驱使滑动板33带动吸嘴36沿机架z轴往焊接组件一侧移动,直至吸嘴36移动至定位装夹治具41上方,然后第二伸缩气缸34驱使吸嘴36沿机架z轴向下移动,即驱使吸嘴36带动端子本体110往定位装夹治具41一侧移动,之后吸嘴36松开端子本体110而使得端子本体110进入定位型腔411内定位装夹,最后输送组件3相应复位即可。
30.所述滑动板33与安装横板31之间设有滑动结构37,所述滑动结构37包括设在安装横板31上且沿机架1x轴方向延伸设置的滑动导轨371和设在滑动板33上且能在滑动导轨371上滑动的滑块372,能够使得滑动板相对安装横板稳定且顺畅的移动,即使得吸嘴相对机架稳定、顺畅移动,避免在输送端子本体过程中出现吸嘴晃动而造成端子本体掉落等现象,具有安全可靠的特点。
31.所述滑动板33与安装横板31之间设有缓冲结构38,能够避免滑动板与安装横板直接刚性碰撞而对二者造成损伤,延长二者使用寿命,降低维修更换成本,同时对滑动板起到缓冲作用,确保输送端子本体110的稳定。
32.进一步地,所述缓冲结构38包括分别设在安装横板31两端上且能与滑动板33缓冲配合的缓冲气缸或缓冲弹簧。
33.优选地,所述安装横板31两端上分别设有能与滑动板33感应配合的感应传感器311。
34.所述吸嘴36包括与取料臂35连接的吸嘴本体361和与吸嘴本体361下端口相连通的唇部362,且所述唇部362为可形变材料制成。所述唇部362为橡胶或硅胶,能够使得吸嘴36与端子本体吸附性更好,同时能够避免吸嘴划伤端子本体。
35.为了使得吸嘴36与端子本体吸附性更好,所述唇部362横截面呈喇叭形状设置。
36.为了确保焊接质量,所述机架1上且位于焊接工位处设有用于对端子本体110与发热管100之间的焊接位置进行焊接的焊接组件4。
37.进一步地,所述焊接组件4包括设在机架1上且用于对端子本体110和发热管100进行定位装夹的定位装夹治具41,所述定位装夹治具上形成有用于定位容纳端子本体110的定位型腔411和与定位型腔411相通且用于定位容纳发热管100的定位凹槽412,所述定位型腔411形状与端子本体110形状相匹配,所述定位凹槽412形状与发热管100形状性匹配;所
述焊接组件4还包括活动地设有机架1上且用于对端子本体110与发热管100之间的焊接位置进行焊接的焊枪42。
38.工作原理:
39.当吸嘴36吸住振动盘2输出端处的端子本体110时,第二伸缩气缸34驱使吸嘴36沿机架z轴向上移动,即驱使吸嘴36带动端子本体110往远离振动盘2输出端一侧移动,接着第一伸缩气缸32驱使滑动板33带动吸嘴36沿机架z轴往焊接组件一侧移动,直至吸嘴36移动至定位装夹治具41上方,然后第二伸缩气缸34驱使吸嘴36沿机架z轴向下移动,即驱使吸嘴36带动端子本体110往定位装夹治具41一侧移动,之后吸嘴36松开端子本体110而使得端子本体110进入定位型腔411内定位装夹,最后吸盘36相应复位即可;
40.工作人员将发热管100放置于定位凹槽412内进行定位装夹,同时使得发热管100的焊接端与位于定位型腔411内端子本体110的焊接位抵接或重叠;
41.然后焊接组件4上的驱动组件驱使焊枪42往定位装夹治具41一侧移动,直至焊枪42可对发热管100与端子本体110之间的焊接位置进行焊接,为此本实用新型只需工作人员将发热管放置于定位凹槽412内即可,具有输送效率高、焊接质量好的特点,同时降低工作人员劳动强度。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1