零部件夹具的制作方法
1.本技术涉及夹具领域,具体而言,涉及零部件夹具。
背景技术:
2.目前汽车作为普通的交通工具,其需要量越来越大,为了满足市场的需求,各汽车生产厂家需不断进行技术革新。
3.传统的汽车转向节夹具夹紧方式采用人工装解夹紧方式,如图5,采用锁紧螺杆8、液压缸(位于工件下方,图5中不可见)和压板挡块5.4固定工件中心,压板挡块5.4中心镂空形状对应锁紧拉杆,这种夹具需要人工夹紧和取消夹紧(手动旋转压板挡块5.4)生产过程中经常出现压板挡块5.4忘记安装,继而导致撞刀,增加产品单件成本。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供零部件夹具,其能够传统汽车转向节夹具使用过程中,因采用人工装解夹紧方式使得容易忘记安装夹紧块导致撞刀发生的问题,间接降低了产品单件成本。
5.本技术实施例解决其技术问题所采用的技术方案是:零部件夹具,包括操作台、中心顶紧件、主动压紧件和辅助顶紧件。
6.所述操作台两侧均开通有与两个待装配转向节对应的通孔;
7.所述中心顶紧件包括分别沿两个所述通孔外周分布并分别顶紧于两个转向节中部的三个工件中心顶紧缸a和三个工件中心顶紧缸b;
8.所述主动压紧件包括分别位于两个通孔外围并分别压紧于两个转向节的其中三个臂部的压紧部a和压紧部b;
9.所述辅助顶紧件包括辅助定位部与关于其对称设计的辅助定位顶紧缸a和辅助定位顶紧缸b,其三者均设于所述操作台上并分别顶紧于两个转向节的另外一个臂部。
10.在一种具体的实施方案中,所述压紧部a包括分别压紧于其中一个待装配转向节三个臂部的主夹紧液压旋转压爪a和主夹紧液压旋转压爪b以及主夹紧液压旋转压爪c。
11.在一种具体的实施方案中,所述压紧部b包括分别压紧于另外一个待装配转向节三个臂部的主夹紧液压旋转压爪d和主夹紧液压旋转压爪e以及主夹紧液压旋转压爪f。
12.在一种具体的实施方案中,所述辅助定位部包括安装在所述操作台上表面一边居中部位的定位块,定位块的两边分别设有定位辅助支撑点a和定位辅助支撑点b,且其二者分别与所述辅助定位顶紧缸a和所述辅助定位顶紧缸b伸缩端对应并能够将两个转向节的另外一臂部夹持。
13.在一种具体的实施方案中,所述操作台的一边上且位于所述定位辅助支撑点a与所述辅助定位顶紧缸a之间以及定位辅助支撑点b与所述辅助定位顶紧缸b之间均开设有呈半圆形状的缺口。
14.在一种具体的实施方案中,该零部件夹具还包括用于与待装配转向节中部插接定
位的定位销件。
15.在一种具体的实施方案中,所述定位销件包括均与所述操作台上表面固定且分别位于两个所述通孔相对侧边沿的定位锥形弹簧销a和定位锥形弹簧销b,所述定位锥形弹簧销a和所述定位锥形弹簧销b分别插入两个转向节自带的孔中。
16.在一种具体的实施方案中,所述操作台上表面沿其两边上开设有多个安装孔位。
17.本技术实施例的优点是:
18.通过采用操作台上的三个工件中心顶紧缸a和三个工件中心顶紧缸b能够将两个转向节的中部进行快速自动定位,而通过压紧部a和压紧部b的配合便于同时将两个转向节的其中三个臂部进行自动压紧定位,利用辅助定位部、辅助定位顶紧缸a和辅助定位顶紧缸b的配合便于同时将两个转向节的另一个臂部进行自动夹紧,如此解决了传统汽车转向节夹具使用过程中,因采用人工装解夹紧方式使得容易忘记安装夹紧块导致撞刀发生的问题,提升了转向节加工的稳定性,间接降低了产品单件成本。
附图说明
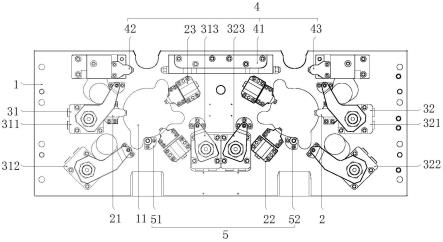
19.图1为本技术实施方式提供的零部件夹具结构示意图;
20.图2为本技术实施方式提供的操作台和主动压紧件之间结构俯视位置关系示意图;
21.图3为本技术实施方式提供的辅助定位部结构示意图;
22.图4为本技术实施方式提供的零部件夹具安装上转向节后的结构示意图;
23.图5为传统转向节夹具的部分结构示意图。
24.图中:1-操作台;11-通孔;2-中心顶紧件;21-工件中心顶紧缸a;22-工件中心顶紧缸b;3-主动压紧件;31-压紧部a;311-主夹紧液压旋转压爪a;312-主夹紧液压旋转压爪b;313-主夹紧液压旋转压爪c;32-压紧部b;321-主夹紧液压旋转压爪d;322-主夹紧液压旋转压爪e;323-主夹紧液压旋转压爪f;4-辅助顶紧件;41-辅助定位部;411-定位辅助支撑点a;412-定位辅助支撑点b;42-辅助定位顶紧缸a;43-辅助定位顶紧缸b;5-定位销件;51-定位锥形弹簧销a;52-定位锥形弹簧销b。
具体实施方式
25.本技术实施例中的技术方案为解决传统汽车转向节夹具使用过程中,因采用人工装解夹紧方式使得容易忘记安装夹紧块导致撞刀发生的问题,总体思路如下:
26.实施例1:
27.请参阅图1,零部件夹具,包括操作台1、中心顶紧件2、主动压紧件3和辅助顶紧件4。其中,利用操作台1上中心顶紧件2、主动压紧件3和辅助顶紧件4的配合便于同时将两个转向节进行多部位的定位,提升其定位的牢固性和效率。
28.请继续参阅图1,操作台1两侧均开通有与两个待装配转向节对应的通孔11。其中,通过如图1所示的两个通孔11的设定,便于适应转向节的形状将其进行放置以促进对其更好的夹持。
29.操作台1上表面沿其两边上开设有多个安装孔位。其中,利用安装孔位的设计便于将操作台1固定在待装配的承载平台(未图示)上。
30.请再继续参阅图1,中心顶紧件2包括分别沿两个通孔11外周分布并分别顶紧于两个转向节中部的三个工件中心顶紧缸a21和三个工件中心顶紧缸b22。其中,通过采用操作台1上的三个工件中心顶紧缸a21和三个工件中心顶紧缸b22能够从两个转向节的中部对其进行快速自动定位。
31.需要说明的是,工件中心顶紧缸a21和工件中心顶紧缸b22均为气缸或者液压缸中的一种。
32.请参阅图1和图2,主动压紧件3包括分别位于两个通孔11外围并分别压紧于两个转向节的其中三个臂部的压紧部a31和压紧部b32;其中,通过压紧部a31和压紧部b32的配合便于同时将两个转向节的其中三个臂部进行自动压紧定位。
33.压紧部a31包括分别压紧于其中一个待装配转向节三个臂部的主夹紧液压旋转压爪a311和主夹紧液压旋转压爪b312以及主夹紧液压旋转压爪c313。具体的,主夹紧液压旋转压爪a311和主夹紧液压旋转压爪b312以及主夹紧液压旋转压爪c313分别对应其中一个转向节的三个臂部的正上方,利用其三者可将此转向节的三个臂部进行自动压紧。
34.压紧部b32包括分别压紧于另外一个待装配转向节三个臂部的主夹紧液压旋转压爪d321和主夹紧液压旋转压爪e322以及主夹紧液压旋转压爪f323。具体的,主夹紧液压旋转压爪d321和主夹紧液压旋转压爪e322以及主夹紧液压旋转压爪f323分别对应另一个转向节的三个臂部的正上方,利用其三者可将此转向节的三个臂部进行自动压紧。
35.需要说明的是,主夹紧液压旋转压爪a311和主夹紧液压旋转压爪b312以及主夹紧液压旋转压爪c313、主夹紧液压旋转压爪d321和主夹紧液压旋转压爪e322以及主夹紧液压旋转压爪f323均为现有技术,在此不再赘述。
36.请参阅图1和图4,辅助顶紧件4包括辅助定位部41与关于其对称设计的辅助定位顶紧缸a42和辅助定位顶紧缸b43,其三者均设于操作台1上并分别顶紧于两个转向节的另外一个臂部。其中,利用辅助定位部41、辅助定位顶紧缸a42和辅助定位顶紧缸b43的配合便于同时将两个转向节的另一个臂部进行自动夹紧。
37.辅助定位部41包括安装在操作台1上表面一边居中部位的定位块,定位块的两边分别设有定位辅助支撑点a411和定位辅助支撑点b412,且其二者分别与辅助定位顶紧缸a42和辅助定位顶紧缸b43伸缩端对应并能够将两个转向节的另外一臂部夹持。具体的,利用定位辅助支撑点a411和辅助定位顶紧缸a42的配合以及定位辅助支撑点b412和辅助定位顶紧缸b43的配合便于两个转向节的另一臂部进行另外夹持固定。
38.操作台1的一边上且位于定位辅助支撑点a411与辅助定位顶紧缸a42之间以及定位辅助支撑点b412与辅助定位顶紧缸b43之间均开设有呈半圆形状的缺口。其中,缺口的设计利于配合转向节的形状将其进行顺利放置,促进其更好的夹持。
39.请继续参阅图1,该零部件夹具还包括用于与待装配转向节中部插接定位的定位销件5。其中,定位销件5用于从转向节中部底面将其定位并抵紧,加固其夹持效果。
40.定位销件5包括均与操作台1上表面固定且分别位于两个通孔11相对侧边沿的定位锥形弹簧销a51和定位锥形弹簧销b52,定位锥形弹簧销a51和定位锥形弹簧销b52分别插入两个转向节自带的孔(未图示)中。具体的,在操作台1上表面左右两侧对应两个转向节分别设有定位锥形弹簧销a51和定位锥形弹簧销b52,利用其二者插入转向节自带的孔便于将转向节加固。
41.需要说明的是,定位锥形弹簧销a51和定位锥形弹簧销b52也均为现有技术,在此也不再赘述。
42.使用时分为以下步骤说明:
43.s1.将两个带装配的转向节分别放置在两个通孔11处;
44.s2.利用三个工件中心顶紧缸a21和三个工件中心顶紧缸b22分别将两个待装配转向节的中部进行三个不同方位的自动夹持固定;
45.s3.利用压紧部a31和压紧部b32分别将两个转向节的三个臂部进行按压;具体按压时分别利用主夹紧液压旋转压爪a311和主夹紧液压旋转压爪b312以及主夹紧液压旋转压爪c313将其中一个转向节的三个臂部进行压紧,利用主夹紧液压旋转压爪d321和主夹紧液压旋转压爪e322以及主夹紧液压旋转压爪f323将另一个转向节的三个臂部进行压紧;
46.s4.此时转向节的另外一个臂部会延伸至辅助定位部41与对应的辅助定位顶紧缸a42或辅助定位顶紧缸b43之间,利用辅助定位部41与辅助定位顶紧缸a42或辅助定位顶紧缸b43配合将转向节的另一臂部夹持固定,完成转向节的夹持,如此也解决了传统汽车转向节夹具使用过程中,因采用人工装解夹紧方式使得容易忘记安装夹紧块导致撞刀发生的问题。
47.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1