一种球台类零件中心孔加工工装的制作方法
1.本实用新型属于球台类零件加工领域,涉及一种球台类零件中心孔加工工装。
背景技术:
2.球台类零件粗加工成形后因零件外表面为球形,给下道工序找正加工中心孔带来不便。传统的球台类零件中心孔加工装夹方式为:用车床软爪夹持零件外球面,将端面找平压紧后加工中心孔,装夹过程中容易转动,加工精度降低;且球台类零件球面与车床软爪接触面积小,压紧端面时,零件容易产生轻微转动,需重新装夹零件,影响表面质量,加工每个球台类零件均需找正一次,降低了生产效率。
技术实现要素:
3.本实用新型设计一种球台类零件中心孔加工工装,在加工球台类零件中心孔过程中,起到快速找正中心定位夹紧的作用;同时能使装夹更牢固,受力更均匀,避免了球台类零件轻微转动对尺寸精度的影响。
4.本实用新型的技术方案为:
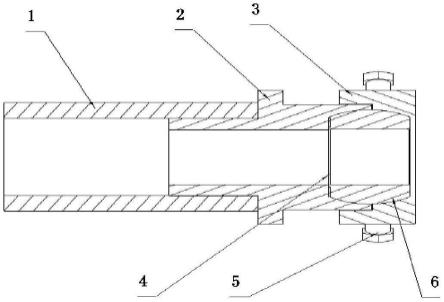
5.一种球台类零件中心孔加工工装,包括:前端定位轴1、后端定位轴2、定位轴套3、可调垫片4、紧固螺钉5;
6.所述的前端定位轴1的内螺纹与后端定位轴2一侧的外螺纹配合连接;所述的定位轴套3的内螺纹与后端定位轴2另一侧的外螺纹配合连接,被加工球台类零件通过后端定位轴2和定位轴套3凹模内腔对紧固定,使球台类零件自动中心定位;球台类零件端面与后端定位轴2凹模端面的间隙,采用可调垫片4消除,使球台类零件端面与后端定位轴2凹模端面贴合;三个紧固螺钉5用于固定球台类零件。
7.进一步,后端定位轴2、定位轴套3选用不同规格互相匹配的型号,用于加工直径不同的球台类零件中心孔。
8.进一步,可调垫片4与后端定位轴2的规格互相匹配。
9.本实用新型可以有效避免因装夹受力不均、零件轻微转动引起的加工误差,提高了生产效率;还可以通过更换不同规格的定位轴和定位轴套,高效、方便的加工不同规格的球台类零件。
附图说明
10.图1为本实用新型背景技术提到的球台类零件结构简图。
11.图2为本实用新型球台类零件中心孔加工工装剖视图。
12.图3为本实用新型球台类零件中心孔加工工装三维视图。
13.图中:1前端定位轴;2后端定位轴;3定位轴套;4可调垫片;5紧固螺钉。
具体实施方式
14.下面结合技术方案和附图进行详细说明。
15.如图所示,一种球台类零件中心孔加工工装,包括前端定位轴1、后端定位轴2、定位轴套3、可调垫片4、紧固螺钉5。前端定位轴1的内螺纹与后端定位轴2一侧的外螺纹配合拧紧,保证前端定位轴1与后端定位轴2端面紧密贴合;定位轴套3的内螺纹与第后端定位轴2另一侧的外螺纹配合拧紧,为被加工球台提供夹紧力,后端定位轴2、定位轴套3通过凹模内腔对被加工球台类零件进行紧固定位,使球台类零件自动定位中心;可调垫片4用来消除球台类零件端面与后端定位轴2凹模端面的间隙,使球台类零件端面与后端定位轴2凹模端面的贴合度更高,提高零件的加工精度;用三个紧固螺钉5固定球台类零件,提高尺寸加工精度。
16.具体操作步骤如下:
17.(1)将球台类零件6安装到后端定位轴2的凹模端面和定位轴套3的凹模内腔中,通过螺纹连接拧紧后端定位轴2和定位轴套3,测量球台类零件6端面与第后端定位轴2端面之间的间隙,做好标记;
18.(2)分解该夹具,选择规格合适的可调垫片4安装到球台类零件6端面与后端定位轴2的凹模端面之间,将定位轴套3拧到后端定位轴2上;
19.(3)将组装好的组件拧到前端定位轴1上,保证前端定位轴1与后端定位轴2端面紧密贴合;
20.(4)均匀调整紧固螺钉5,并将其拧紧。
21.(5)将该夹具安装到车床上,加工工作完成后,将该夹具从车床拆下即可。
技术特征:
1.一种球台类零件中心孔加工工装,其特征在于:包括前端定位轴(1)、后端定位轴(2)、定位轴套(3)、可调垫片(4)、紧固螺钉(5);所述的前端定位轴(1)的内螺纹与后端定位轴(2)一侧的外螺纹配合连接;所述的定位轴套(3)的内螺纹与后端定位轴(2)另一侧的外螺纹配合连接;被加工球台类零件通过后端定位轴(2)和定位轴套(3)凹模内腔对紧固定,使球台类零件自动中心定位;球台类零件端面与后端定位轴(2)凹模端面的间隙,采用可调垫片(4)消除,使球台类零件端面与后端定位轴(2)凹模端面贴合;三个紧固螺钉(5)用于固定球台类零件。2.根据权利要求1所述的一种球台类零件中心孔加工工装,其特征在于,所述的后端定位轴(2)、定位轴套(3)选用不同规格互相匹配的型号,用于加工直径不同的球台类零件中心孔。3.根据权利要求1或2所述的一种球台类零件中心孔加工工装,其特征在于,所述的可调垫片(4)与后端定位轴(2)的规格互相匹配。
技术总结
本实用新型属于球台类零件加工领域,涉及一种球台类零件中心孔加工工装。主要由定位轴、定位轴套、可调垫片等部件组成。定位轴套与定位轴配合拧紧,为被加工的球台类零件提供夹紧力,并通过凹模内腔对被加工球台类零件进行紧固定位,使球台类零件自动中心定位;可调垫片用来消除球台类零件与定位轴的间隙,提高零件的加工精度。本实用新型可以有效避免因装夹受力不均、零件轻微转动引起的加工误差,提高了生产效率;还可以通过更换不同规格的定位轴和定位轴套,高效、方便加工不同规格的球台类零件。零件。零件。
技术研发人员:孙明 蔡猛 郑伟 何文涛 胡海峰
受保护的技术使用者:沈阳飞机工业(集团)有限公司
技术研发日:2022.09.26
技术公布日:2023/1/31
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1