一种可调节式工件表面处理装置的制作方法
1.本实用新型涉及工件表面处理设备技术领域,具体是一种可调节式工件表面处理装置。
背景技术:
2.在工件切削加工时,工件的表面会产生大量的毛刺,且工件表面的边角位置处会形成较为尖锐的拐角,工件切削完成后需要对工件表面进行处理,消除毛刺和尖锐的拐角,为了消除尖锐的拐角,需要使用倒角装置对工件表面的拐角进行倒角。
3.现有的工件表面倒角装置在倒角时,工件仅能通过人员手动推送,在工件体积较小时,人员手动推送时,可按压的面积较小,推送不便,且危险性较高。因此,本领域技术人员提供了一种可调节式工件表面处理装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种可调节式工件表面处理装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种可调节式工件表面处理装置,包括:
7.操作台;
8.调整架,安装在所述操作台的顶面;
9.第一支撑块,安装在所述调整架调节端;
10.第二支撑块,位于所述调整架的顶面,并与所述第一支撑块对称布置,所述第一支撑块和所述第二支撑块相对应的侧面分别开设有第一斜面、第二斜面;
11.切割刀具,位于所述第一支撑块和所述第二支撑块之间,并固定在所述操作台内部的驱动电机输出端
12.其中,所述第二斜面靠近所述第二支撑块底端的位置处开设有安装槽,所述安装槽的长度方向与所述第二支撑块的长度方向相互平行,所述安装槽内固定有电磁铁,所述调整架靠近所述第二支撑块的一端固定有用于驱动所述第二支撑块沿直线往复运动的驱动机构。
13.作为本实用新型再进一步的方案:所述电磁铁的长度与所述第二支撑块的长度相同。
14.作为本实用新型再进一步的方案:所述电磁铁的磁吸端面与所述第二斜面平齐。
15.作为本实用新型再进一步的方案:所述第一支撑块和所述第二支撑块的材质均为不锈钢。
16.作为本实用新型再进一步的方案:所述驱动机构为电动丝杆滑台。
17.作为本实用新型再进一步的方案:所述操作台的侧面固定有控制器。
18.作为本实用新型再进一步的方案:所述操作台的底面四角均转动连接有万向轮。
19.与现有技术相比,本实用新型的有益效果是:
20.若工件体积较小,人员难以手动按压推送时,调整好工件的位置后,打开第二支撑块上的电磁铁,电磁铁对工件进行磁吸固定,然后通过驱动机构驱动第二支撑块沿直线运动,电磁铁上磁吸固定的工件同步沿直线运动,工件经由切割刀具上完全穿过,切割刀具完成对工件的倒角,切割过程不需要人员手动推送,有效提高安全性。
附图说明
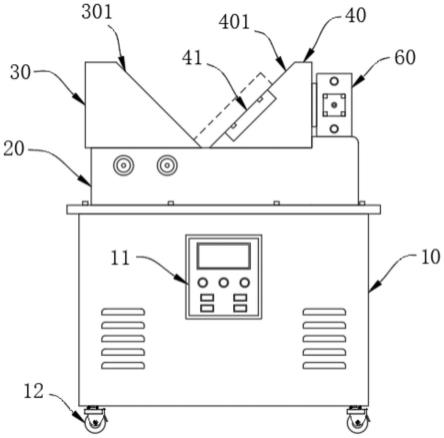
21.图1为一种可调节式工件表面处理装置的结构示意图;
22.图2为一种可调节式工件表面处理装置的俯视图;
23.图3为一种可调节式工件表面处理装置中第二支撑块的结构示意图。
24.图中:10、操作台;11、控制器;12、万向轮;20、调整架;30、第一支撑块;301、第一斜面;40、第二支撑块;401、第二斜面;402、安装槽;41、电磁铁;50、切割刀具;60、驱动机构。
具体实施方式
25.请参阅图1~3,本实用新型实施例中,一种可调节式工件表面处理装置,包括:
26.操作台10;
27.调整架20,安装在操作台10的顶面;
28.第一支撑块30,安装在调整架20调节端;
29.第二支撑块40,位于调整架20的顶面,并与第一支撑块30对称布置,第一支撑块30和第二支撑块40相对应的侧面分别开设有第一斜面301、第二斜面401;
30.切割刀具50,位于第一支撑块30和第二支撑块40之间,并固定在操作台10内部的驱动电机输出端
31.其中,第二斜面401靠近第二支撑块40底端的位置处开设有安装槽402,安装槽402的长度方向与第二支撑块40的长度方向相互平行,安装槽402内固定有电磁铁41,调整架20靠近第二支撑块40的一端固定有用于驱动第二支撑块40沿直线往复运动的驱动机构60。
32.本实施例中,操作台10内部设有用于驱动切割刀具50转动的驱动电机,调整架20和切割刀具50的具体结构和安装位置均与现有的台式倒角机相同,可通过调整架20驱动第一支撑块30移动,调整第一支撑块30和第二支撑块40之间的间隔距离,从而调整倒角的大小,在使用时,将工件放置在第一支撑块30和第二支撑块40之间,并经由第一斜面301和第二斜面401限位,然后将需要处理的角置于底端,驱动电机驱动切割刀具50转动,然后将工件向切割刀具50的方向推送,切割刀具50对工件表面进行切削倒角,若工件体积较小,人员难以手动按压推送时,调整好工件的位置后,打开第二支撑块40上的电磁铁41,电磁铁41对工件进行磁吸固定,然后通过驱动机构60驱动第二支撑块40沿直线运动,并带动工件朝向切割刀具50运动,完成对工件的倒角,且不需要人员手动推送,提高安全性,驱动机构60为电动丝杆滑台,通过电动丝杆滑台可精准的驱动第二支撑块40移动,从而提高工件的加工质量,操作台10的底面四角均转动连接有万向轮12,通过万向轮12对装置整体进行移动,提高使用的灵活性。
33.在图2和图3中:电磁铁41的长度与第二支撑块40的长度相同,可对不同长度的工件进行磁吸,保证有效的磁吸面积。
34.在图1和图3中:电磁铁41的磁吸端面与第二斜面401平齐,工件与第二斜面401贴合时,电磁铁41不会对工件造成影响,保证工件的加工精度。
35.在图1中:第一支撑块30和第二支撑块40的材质均为不锈钢,其不易产生锈蚀,避免因第一斜面301或第二斜面401上生成铁锈导致工件放置时无法贴合的现象。
36.在图1和图2中:驱动机构60为电动丝杆滑台,通过电动丝杆滑台可精准的驱动第二支撑块40移动,从而提高工件的加工质量。
37.在图1中:操作台10的侧面固定有控制器11,驱动电机、电磁铁41和驱动机构60均与控制器11信号连接,通过控制器11控制驱动电机、电磁铁41和驱动机构60,提高操作的便利性。
38.在图1中:操作台10的底面四角均转动连接有万向轮12,通过万向轮12对装置整体进行移动,提高使用的灵活性。
39.本实用新型的工作原理是:操作台10内部设有用于驱动切割刀具50转动的驱动电机,调整架20和切割刀具50的具体结构和安装位置均与现有的台式倒角机相同,可通过调整架20驱动第一支撑块30移动,调整第一支撑块30和第二支撑块40之间的间隔距离,从而调整倒角的大小,在使用时,将工件放置在第一支撑块30和第二支撑块40之间,并经由第一斜面301和第二斜面401限位,然后将需要处理的角置于底端,驱动电机驱动切割刀具50转动,然后将工件向切割刀具50的方向推送,切割刀具50对工件表面进行切削倒角,若工件体积较小,人员难以手动按压推送时,调整好工件的位置后,打开第二支撑块40上的电磁铁41,电磁铁41对工件进行磁吸固定,然后通过驱动机构60驱动第二支撑块40沿直线运动,并带动工件朝向切割刀具50运动,完成对工件的倒角,且不需要人员手动推送,提高安全性,驱动机构60为电动丝杆滑台,通过电动丝杆滑台可精准的驱动第二支撑块40移动,从而提高工件的加工质量,操作台10的底面四角均转动连接有万向轮12,通过万向轮12对装置整体进行移动,提高使用的灵活性。
40.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1