异形钢丝减震垫圈成型模具的制作方法
本技术涉及机械模具,尤其涉及异形钢丝减震垫圈成型模具。
背景技术:
1、异形钢丝指横截面非圆形的钢丝。包括扁形、矩形、椭圆形、方形、三角形、梯形和其他特殊断面形。异形钢丝同其他钢丝一样,均是以热轧线材为原料,经过冷态拉拔或冷轧加工而成,冷轧一般采用辊模技术。其用途十分广泛,主要有机械加工业、纺织工业、密封钢丝绳、结构钢丝和制钉钢丝等。异形钢丝减震垫是轿车减震部件中的重要零部件,同时具有耐高温与抗疲劳的性能。随着汽车产业的不断发展,对于异形钢丝减震垫圈的成型模具要求越来越高。
2、随着异形钢丝减震垫的需求量不断增加,仅靠人力制作的异形钢丝减震垫,难度高,工作效率低,实时性差,而目前也没有一款针对异形钢丝减震垫圈成型的模具。
3、基于上述技术问题,本领域的技术人员亟需研发一种结构简单,能够减轻人工劳动强度,且有效提高工作效率异形钢丝减震垫圈成型模具。
技术实现思路
1、本实用新型的目的是提供一种结构简单,能够减轻人工劳动强度,且有效提高工作效率异形钢丝减震垫圈成型模具。
2、为了实现上述目的,本实用新型提供如下技术方案:
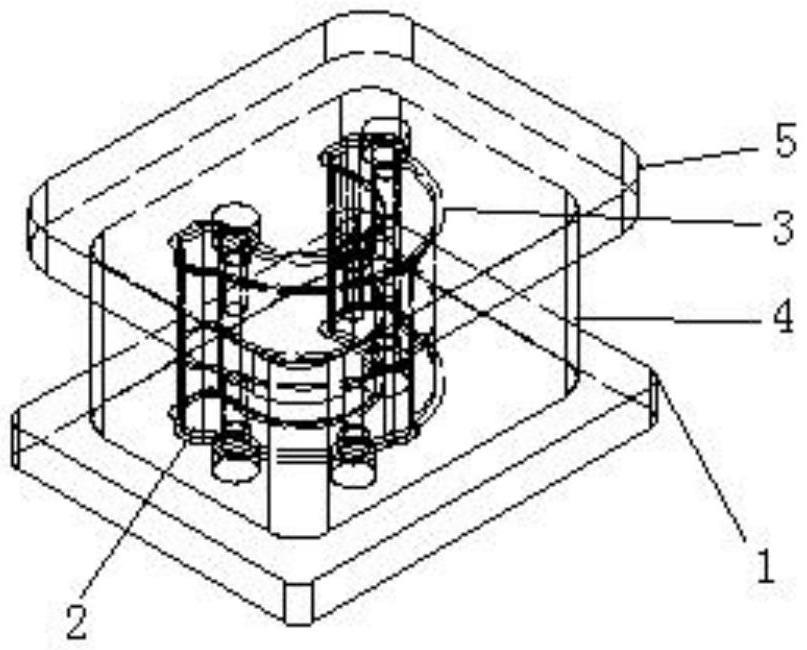
3、本实用新型的异形钢丝减震垫圈成型模具,该成型模具包括:
4、底部支撑结构;以及
5、垂直固定在所述底部支撑结构上端的下模;
6、与所述下模对称且平行设置的上模;
7、该成型模具还包括:
8、套设在所述下模上的型腔,所述型腔空腔用以放置待冲压的钢丝件;以及
9、设于所述上模上端的压持结构,所述压持结构的上部能够连接四柱液压机、并通过四柱液压机提供动力挤压所述上模以使所述型腔内部的钢丝件成型。
10、进一步的,所述底部支撑结构为一水平布置的底座,所述底座放置于水平工作台上、并带动所述上模和下模在水平工作台上滑动。
11、进一步的,所述底座本体上开有多个螺纹孔,所述下模通过多个螺栓连接于所述底座上端。
12、进一步的,所述压持结构被配置为上端盖,所述上端盖的盖体上开有多个螺纹孔,且所述上模通过螺栓连接于所述上端盖,所述上端盖呈长方体结构、且四角均作倒圆处理。
13、进一步的,所述上模和下模的结构相同,且所述上模包括弧形板;以及
14、设于所述弧形板两端的延伸槽,所述弧形板上开有螺纹孔、并通过螺栓与所述压持结构连接固定。
15、优选的,所述底座整体为长方体结构、且四角均作倒圆处理。
16、在上述技术方案中,本实用新型提供的异形钢丝减震垫圈成型模具,具有以下有益效果:
17、本实用新型的异形钢丝减震垫圈成型模具结构简单,使用方便。采用了四柱液压机液压动力传动进行异形钢丝减震垫的成型,方便快捷,既节省人力,又提高了工作效率,实用性强。
技术特征:
1.异形钢丝减震垫圈成型模具,其特征在于,该成型模具包括:
2.根据权利要求1所述的异形钢丝减震垫圈成型模具,其特征在于,所述底部支撑结构(1)为一水平布置的底座,所述底座放置于水平工作台上、并带动所述上模(3)和下模(2)在水平工作台上滑动。
3.根据权利要求2所述的异形钢丝减震垫圈成型模具,其特征在于,所述底座本体上开有多个螺纹孔,所述下模(2)通过多个螺栓连接于所述底座上端。
4.根据权利要求1所述的异形钢丝减震垫圈成型模具,其特征在于,所述压持结构(5)被配置为上端盖,所述上端盖的盖体上开有多个螺纹孔,且所述上模(3)通过螺栓连接于所述上端盖,所述上端盖呈长方体结构、且四角均作倒圆处理。
5.根据权利要求1所述的异形钢丝减震垫圈成型模具,其特征在于,所述上模(3)和下模(2)的结构相同,且所述上模(3)包括弧形板(301);以及
6.根据权利要求2所述的异形钢丝减震垫圈成型模具,其特征在于,所述底座整体为长方体结构、且四角均作倒圆处理。
技术总结
本技术公开了一种异形钢丝减震垫圈成型模具,包括底部支撑结构;以及垂直固定在所述底部支撑结构上端的下模;与所述下模对称且平行设置的上模;套设在所述下模上的型腔,所述型腔空腔用以放置待冲压的钢丝件;设于所述上模上端的压持结构,所述压持结构的上部能够连接四柱液压机、并通过四柱液压机提供动力挤压所述上模以使所述型腔内部的钢丝件成型。本技术的异形钢丝减震垫圈成型模具结构简单,使用方便。采用了四柱液压机液压动力传动进行异形钢丝减震垫的成型,方便快捷,既节省人力,又提高了工作效率,实用性强。
技术研发人员:徐世成,甘长恒,朱磊
受保护的技术使用者:长春越洋汽车零部件有限公司
技术研发日:20221021
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!