一种主体折弯式大型焊接横梁结构的制作方法
1.本实用新型属于高速桥式五轴加工中心技术领域,具体涉及一种主体折弯式大型焊接横梁结构。
背景技术:
2.航空航天工业的迅速发展带来舱体、壁板、蒙皮类大型构件的巨大需求,为高速轻切削设备创造了广阔的市场空间。其中最为突出的是桥式五轴加工中心。近年来,用户对此类设备需求转向高速轻切削,智能化、自动化、高安全性、高稳定性。在结构与材料的选择上,大量的焊接结构取代了传统铸件结构,其原因是:焊接结构件生产周期短,重量轻、改型快。但大量的焊接结构,不仅使结构件容易变形,且由此而产生的内应力,将影响机床加工精度。现阶段降低结构件的重量,减少结构件的变形,减少结构件中的内应力,提高机床加工精度与响应速度尤其重要。
技术实现要素:
3.为了解决上述技术问题,本实用新型提供一种主体折弯式大型焊接横梁结构,具体方案如下:
4.一种主体折弯式大型焊接横梁结构,包括横梁折弯主体、横梁前面板、主立筋、横向辐筋板、连接板、侧封板、支撑板、立柱结合面板、工艺台、上起吊孔、下起吊孔、背部支撑面板、纵向辐筋板和下连接板;
5.由钢板折弯形成一体的多边c字型横梁折弯主体;
6.所述横梁折弯主体的两开口边均呈斜角向内收;
7.所述横梁前面板设置在横梁折弯主体的开口端;
8.所述背部支撑面板呈半框形,且一端设有折弯段,
9.所述背部支撑面板设置在横梁折弯主体的两侧,所述背部支撑面板一端卡在横梁前面板上,另一端伸出横梁折弯主体,且弯折至横梁折弯主体背部;
10.所述背部支撑面板侧面设置为直角梯形框,侧封板焊接在直角梯形框内;
11.所述横梁折弯主体与背部支撑面板之间围成横梁腔体,横梁腔体内均布设有主立筋,在横梁腔体内间隔的主立筋使横梁主体形成多个独立的型腔;
12.所述横向辐筋板用于连接相邻两主立筋与横梁前面板、横梁折弯主体背部,主立筋前后均设有插口,通过在主立筋前插口设置横向辐筋板,将相邻两主立筋连接在横梁前面板上;通过在主立筋后插口设置横向辐筋板,将相邻两主立筋连接在横梁折弯主体背部;
13.所述纵向辐筋板用于连接相邻两主立筋与横梁折弯主体顶部、横梁折弯主体底部,主立筋上下均设有插口,通过在主立筋上插口设置横向辐筋板,将相邻两主立筋连接在横梁折弯主体顶部;通过在主立筋下插口设置横向辐筋板,将相邻两主立筋连接在横梁折弯主体底部;
14.所述横梁前面板上端与横梁折弯主体顶部之间设有上连接板,上连接板横梁前面
板与横梁折弯主体通过焊接固定,且上连接板与横梁折弯主体顶部在一条平行线上;
15.所述横梁前面板下端面与横梁折弯主体底部之间设有下连接板,下连接板横梁前面板与横梁折弯主体通过焊接固定,且下连接板与横梁折弯主体底部在一条平行线上;
16.所述横梁前面板底端面设有立柱结合面板,通过焊接固定;
17.所述支撑板设置在立柱结合面板与横梁折弯主体之间,通过焊接固定;
18.所述横梁折弯主体顶部和上连接板均设有上起吊孔,对称分布;
19.所述横梁折弯主体底部和下连接板均设有下起吊孔,对称分布。
20.所述的一种主体折弯式大型焊接横梁结构,其优选方案为所述横梁折弯主体顶部和上连接板上起吊孔两侧设有向上凸起的方形工艺台,工艺台通过焊接固定在横梁折弯主体顶部和上连接板上。
21.所述的一种主体折弯式大型焊接横梁结构,其优选方案为所述立柱结合面板上设有多个减重方口;
22.所述主立筋上还设有减重口。
23.所述的一种主体折弯式大型焊接横梁结构,其优选方案为所述横梁前面板上下焊有两条直线导轨,直线导轨之间焊有一条齿条滑道。
24.所述的一种主体折弯式大型焊接横梁结构,其优选方案为所述横梁折弯主体为16mm~25mm的小厚度的高强度结构钢板;
25.所述横梁前面板为整体的大厚度的高强度结构钢板。
26.所述的一种主体折弯式大型焊接横梁结构,其优选方案为所述横梁前面板的长度、主立筋的分布数量根据横梁折弯主体的长度布置。
27.一种主体折弯式大型焊接横梁结构的制造过程:将高强度结构钢板折弯形成“多边c字型”横梁折弯主体,根据形成的“多边c字型”裁制主立筋,两端侧封板,辐筋板;将主立筋嵌入横梁折弯主体内,采用先焊中间主立筋,后焊两端主立筋,使横梁折弯主体形成多个腔体,在每个腔体内沿着横梁折弯主体横向焊接辐筋板;再将横梁前面板与横梁折弯主体拼接,并沿横梁长向焊接,使“多边c字型”横梁折弯主体对横梁前面板上直线导轨位置进行支撑;再将连接板与横梁折弯主体、横梁前面板进行拼接并焊接;立柱结合面板与支撑面焊接后,最后在横梁折弯主体左右两侧面的背部支撑面板上焊接侧封板;横梁组立与焊接时采取了先中间后两端,先焊立焊逢,后焊水平焊缝的工艺顺序;按照此组立焊接顺序,在理想状态下,两端变形量理论一致,为以下矫形工序提供方便。
28.有益效果
29.本实用新型横梁折弯主体采用整体折弯,有效减少横梁的焊接量,减少横梁的变形,提高横梁抗弯截面模量,在主体横截面上采用整体式筋板,提高横梁纵向抗弯性能,此结构有效降低横梁结构件的重量,减少横梁结构件的焊接量,提高横梁部件的响应速度。
附图说明
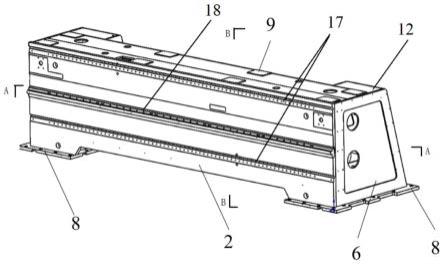
30.图1 为一种主体折弯式大型焊接横梁结构立体示意图a;
31.图2为一种主体折弯式大型焊接横梁结构立体示意图b;
32.图3为一种主体折弯式大型焊接横梁结构立体示意图c;
33.图4为一种主体折弯式大型焊接横梁结构俯视图;
34.图5为一种主体折弯式大型焊接横梁结构仰视图;
35.图6为图1中a-a剖视图;
36.图7为图1中b-b剖视图。
37.图中:1-横梁折弯主体、2-横梁前面板、3-主立筋、4-横向辐筋板、5-上连接板、6-侧封板、7-支撑板、8-立柱结合面板、9-工艺台、10-上起吊孔、11-下起吊孔、12-背部支撑面板、13-纵向辐筋板、14-减重口、15-下连接板、16-减重方口、17-直线导轨、18-齿条滑道。
具体实施方式
38.如图1-7所示,一种主体折弯式大型焊接横梁结构,其特征在于:包括横梁折弯主体1、横梁前面板2、主立筋3、横向辐筋板4、连接板5、侧封板6、支撑板7、立柱结合面板8、工艺台9、上起吊孔10、下起吊孔11、背部支撑面板12、纵向辐筋板13和下连接板15;
39.由钢板折弯形成一体的多边c字型横梁折弯主体1;
40.所述横梁折弯主体1的两开口边均呈斜角向内收;
41.所述横梁前面板2设置在横梁折弯主体1的开口端;
42.所述背部支撑面板12呈半框形,且一端设有折弯段;
43.所述背部支撑面板12设置在横梁折弯主体1的两侧,所述背部支撑面板12一端卡在横梁前面板2上,另一端伸出横梁折弯主体1,且弯折至横梁折弯主体1背部;
44.所述背部支撑面板12侧面设置为直角梯形框,侧封板6焊接在直角梯形框内;
45.所述横梁折弯主体1与背部支撑面板12之间围成横梁腔体,横梁腔体内均布设有主立筋3,在横梁腔体内间隔的主立筋3使横梁主体形成多个独立的型腔;
46.所述横向辐筋板4用于连接相邻两主立筋3与横梁前面板2、横梁折弯主体1背部,主立筋3前后均设有插口,通过在主立筋3前插口设置横向辐筋板4,将相邻两主立筋3连接在横梁前面板2上;通过在主立筋3后插口设置横向辐筋板4,将相邻两主立筋3连接在横梁折弯主体1背部;
47.所述纵向辐筋板13用于连接相邻两主立筋3与横梁折弯主体1顶部、横梁折弯主体1底部,主立筋3上下均设有插口,通过在主立筋3上插口设置横向辐筋板4,将相邻两主立筋3连接在横梁折弯主体1顶部;通过在主立筋3下插口设置横向辐筋板4,将相邻两主立筋3连接在横梁折弯主体1底部;
48.所述横梁前面板2上端与横梁折弯主体1顶部之间设有上连接板5,上连接板5横梁前面板2与横梁折弯主体1通过焊接固定,且上连接板5与横梁折弯主体1顶部在一条平行线上;
49.所述横梁前面板2下端面与横梁折弯主体1底部之间设有下连接板15,下连接板15横梁前面板2与横梁折弯主体2通过焊接固定,且下连接板15与横梁折弯主体1底部在一条平行线上;
50.所述横梁前面板2底端面设有立柱结合面板8,通过焊接固定;
51.所述支撑板7设置在立柱结合面板8与横梁折弯主体1之间,通过焊接固定;
52.所述横梁折弯主体1顶部和上连接板5均设有上起吊孔10,对称分布;
53.所述横梁折弯主体1底部和下连接板15均设有下起吊孔11,对称分布。
54.所述横梁折弯主体1顶部和上连接板5上起吊孔10两侧设有向上凸起的方形工艺
台9,工艺台9通过焊接固定在横梁折弯主体1顶部和上连接板5上。
55.所述立柱结合面板8上设有多个减重方口14;
56.所述主立筋3、背部支撑面板12和侧封板6上均设有减重口16。
57.所述横梁前面板2上下焊有两条直线导轨17,直线导轨17之间焊有一条齿条滑道18。
58.所述横梁折弯主体1为16mm~25mm的小厚度钢板;
59.所述横梁前面板2为整体的大厚度钢板。
60.所述横梁前面板2的长度、主立筋3的分布数量根据横梁折弯主体1的长度布置。
61.一种主体折弯式大型焊接横梁结构的制造过程:将高强度结构钢板折弯形成“多边c字型”横梁折弯主体1,根据形成的“多边c字型”裁制主立筋3,两端侧封板6,辐筋板4;将主立筋3嵌入横梁折弯主体1内,采用先焊中间主立筋3,后焊两端主立筋3,使横梁折弯主体1形成多个腔体,在每个腔体内沿着横梁折弯主体1横向焊接辐筋板4;再将横梁前面板2与横梁折弯主体1拼接,并沿横梁长向焊接,使“多边c字型”横梁折弯主体1对横梁前面板2上直线导轨17位置进行支撑;再将连接板5与横梁折弯主体1、横梁前面板2进行拼接并焊接;立柱结合面板8与支撑面焊接后,最后在横梁折弯主体1左右两侧面的背部支撑面板12上焊接侧封板6;横梁组立与焊接时采取了先中间后两端,先焊立焊逢,后焊水平焊缝的工艺顺序;按照此组立焊接顺序,在理想状态下,两端变形量理论一致,为以下矫形工序提供方便。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1