一种螺母凸焊试样的焊接定位装置的制作方法
本技术涉及一种螺母凸焊试样的焊接定位装置,属于焊接技术测试装备。
背景技术:
1、螺母凸焊是一种多凸点电阻凸焊工艺,其原理是通过在螺母底端提前预制一个或多个凸点,通电后在凸点部位产生集中电流,生成大量电阻热,并在电极压力的作用下,凸点发生软化、压溃、熔化等现象,冷却结晶后在凸点部位形成焊接接头。螺母凸焊是汽车焊装工艺中的一道必不可少的工序,在车身柱梁、变速箱、发动机等关键部位应用广泛,焊接参数的选取直接影响接头的质量与稳定性,进而影响零件装配系统乃至整车的可靠性与安全性。为确保螺母凸焊的焊接质量,螺母凸焊相关力学性能实验在国内逐渐开展起来。目前,螺母凸焊力学性能实验所用的试样(一个条形板材和一个凸焊螺母焊接而成)都是采用人工焊接方法制成的,由于没有专用的定位工装,焊接操作十分复杂,不仅焊接效率低,操作不安全,无法保证试样的尺寸精度,严重影响了力学性能实验结果的准确性。为此,需要设计一种螺母凸焊试样的焊接定位装置,能够提供在进行螺母凸焊试样的焊接时进行准确定位,以降低试样的焊接误差,保证实验结果的准确性。
技术实现思路
1、本实用新型目的是提供一种螺母凸焊试样的焊接定位装置,能够提供在进行螺母凸焊试样的焊接时进行准确定位,以降低试样的焊接误差,保证实验结果的准确性。
2、本实用新型的技术方案是:
3、一种螺母凸焊试样的焊接定位装置,包括定位板、螺母定位钳,所述定位板为金属板,上表面设置有定位槽,所述定位槽为向下凹槽,定位槽中心部位设置有下电极定位孔,所述下电极定位孔为圆形通孔,所述定位板上表面一侧对称设置有两个轴座,所述螺母定位钳包括左固定板、左固定板,所述左固定板、左固定板为中间部位为弧形的钢板,所述左固定板、左固定板形状相同,对称设置,左固定板、左固定板中心部位构成的弧形与凸焊螺母的形状相匹配,所述左固定板、左固定板的一侧转动装配固定在同一根固定转轴上,所述固定转轴固定装配在两个轴座上。
4、如上所述的螺母凸焊试样的焊接定位装置,所述定位板上表面装配轴座的另一侧装配固定有左卡钳、右卡钳,左卡钳、右卡钳为金属块,形状相同,对称设置,上端设置有缺口的通孔,所述左固定板、左固定板的装配固定转轴的另一侧装配固定有卡轴,所述卡轴的直径与左卡钳、右卡钳上端通孔的直径相匹配,所述左固定板、左固定板和左卡钳、右卡钳沿定位板的中心线对称设置,左卡钳、右卡钳上端通孔的缺口宽度为卡轴的直径的70%-85%。
5、如上所述的螺母凸焊试样的焊接定位装置,所述定位板的一侧设置有长条形手柄。
6、如上所述的螺母凸焊试样的焊接定位装置,所述定位槽的深度较试样的厚度大3-8毫米。
7、如上所述的螺母凸焊试样的焊接定位装置所述左固定板和右固定板的高度低于凸焊螺母高度3-8毫米。
8、如上所述的螺母凸焊试样的焊接定位装置,所述定位槽一侧设置有较定位槽深3-6毫米的长条形加深凹槽。
9、本实用新型的有益效果是:本实用新型装置结构设计合理,操作方便。试验时,可通过定位槽对构成条形试样进行定位,通过左固定板和右固定板防止凸焊螺母错动,利用下电极定位孔对点凸焊机的下电极头进行定位。通过多点定位,保证了试样的焊接效率和焊接精度,提高了实验结果的准确性。
技术特征:
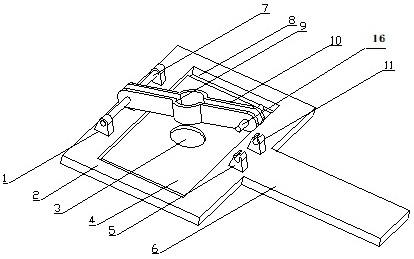
1.一种螺母凸焊试样的焊接定位装置,其特征是包括定位板(2)、螺母定位钳,所述定位板(2)为金属板,上表面设置有定位槽(4),所述定位槽(4)为向下凹槽,定位槽(4)中心部位设置有下电极定位孔(3),所述下电极定位孔(3)为圆形通孔,所述定位板(2)上表面一侧对称设置有两个轴座(1),所述螺母定位钳包括左固定板(9)、右固定板(10),所述左固定板(9)、右固定板(10)为中间部位为弧形的钢板,所述左固定板(9)、右固定板(10)形状相同,对称设置,左固定板(9)、右固定板(10)中心部位构成的弧形与凸焊螺母(13)的形状相匹配,所述左固定板(9)、右固定板(10)的一侧转动装配固定在同一根固定转轴(7)上,所述固定转轴(7)固定装配在两个轴座(1)上。
2. 如权利要求1所述的螺母凸焊试样的焊接定位装置,其特征是所述定位板(2)上表面装配轴座(1)的另一侧装配固定有左卡钳(5)、右卡钳(11),左卡钳(5)、右卡钳(11) 为金属块,形状相同,对称设置,上端设置有缺口的通孔,所述左固定板(9)、右固定板(10)的装配固定转轴(7)的另一侧装配固定有卡轴(16),所述卡轴(16)的直径与左卡钳(5)、右卡钳(11)上端通孔的直径相匹配,所述左固定板(9)、右固定板(10)和左卡钳(5)、右卡钳(11)沿定位板(2)的中心线对称设置,左卡钳(5)、右卡钳(11)上端通孔的缺口宽度为卡轴(16)的直径的70%-85%。
3.如权利要求1所述的螺母凸焊试样的焊接定位装置,其特征是所述定位板(2)的一侧设置有长条形手柄(6)。
4.如权利要求1所述的螺母凸焊试样的焊接定位装置,其特征是所述定位槽(4)的深度较试样(14)的厚度大3-8毫米。
5.如权利要求1所述的螺母凸焊试样的焊接定位装置,其特征是所述左固定板(9)和右固定板(10)的高度低于凸焊螺母(13)高度3-8毫米。
6.如权利要求1所述的螺母凸焊试样的焊接定位装置,其特征是所述定位槽(4)一侧设置有较定位槽(4)深3-6毫米的长条形加深凹槽(8)。
技术总结
本技术涉及一种螺母凸焊试样的焊接定位装置,属于焊接技术测试装备技术领域。包括定位板(2)、螺母定位钳,所述定位板(2)上表面设置有定位槽(4),定位槽(4)中心部位设置有下电极定位孔(3),所述定位板(2)上表面一侧对称设置有两个轴座(1),所述左固定板(9)、右固定板(10)中心部位构成的弧形与凸焊螺母(13)的形状相匹配,所述左固定板(9)、右固定板(10)的一侧转动装配固定在同一根固定转轴(7)上,所述固定转轴(7)固定装配在两个轴座(1)上。本技术装置定位准确,试样无变形,能够有效控制试样制备误差,保证了试样的焊接效率和焊接精度,提高了实验结果的准确性,降低了实验成本。
技术研发人员:孟根巴根,刘超,许晓,孙宇航,李子轩
受保护的技术使用者:唐山钢铁集团有限责任公司
技术研发日:20221116
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!