一种定子键槽拉刀及其定子开槽设备的制作方法
1.本实用新型涉及一种电机加工设备,具体是一种定子键槽拉刀及其定子开槽设备。
背景技术:
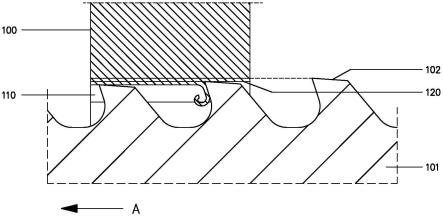
2.参见图2,定子键槽110的现有加工工艺是由机械臂控制加工刀具往复活动,以通过多次间断切削实现定子键槽的加工;具体是,机械臂控制加工刀具依次循环完成以下动作:左右或前后进刀、切削、退刀和复位(附图2中的轨迹c为加工刀具的移动轨迹);可见,现有加工工艺的加工效率较低(一般情况下,每天只能完成4-5个定子本体的定子键槽加工),导致不利于批量生产。
3.因此,需要对定子键槽的加工做进一步改进。
技术实现要素:
4.本实用新型的目的在于克服上述现有技术存在的不足,而提供一种定子键槽拉刀及其定子开槽设备,本定子键槽拉刀的开槽效率高,满足批量生产要求。
5.本实用新型的目的是这样实现的:
6.一种定子键槽拉刀,包括拉刀本体;所述拉刀本体上设置有若干间隔式线性排布的刀齿;若干刀齿的高度逐个递增;若干刀齿随所述拉刀本体拖动而移动,以至于若干刀齿依次对定子本体实施切削加工。
7.作为一具体方案,相邻两刀齿之间有高度差d,d=0.1-0.3mm。
8.作为又一具体方案,所述拉刀本体向方向a拖动,若干刀齿的高度沿方向a的反方向逐个递增。
9.作为又一具体方案,所述刀齿包括切削部、避空部和支撑部;所述切削部与所述避空部相互连接以组成刀刃,所述切削部与所述避空部之间的夹角θ为50
°‑
80
°
。
10.作为又一具体方案,所述避空部与切削面之间的夹角α为1
°‑9°
。
11.作为又一具体方案,所述支撑部与切削面之间的夹角β为30
°‑
80
°
。
12.一种定子开槽设备,包括用于输出牵引动力的动力装置、及上述定子键槽拉刀;所述动力装置的动力输出端传动连接所述定子键槽拉刀,以拖动所述定子键槽拉刀对所述定子本体进行切削加工。
13.作为一具体方案,所述定子开槽设备还包括用于限制所述定子本体移动的限位部、用于支承所述定子本体的第一承托部和用于支承所述定子键槽拉刀的第二承托部;开槽时,所述动力装置牵引所述定子键槽拉刀线性活动,所述定子本体抵住所述限位部,所述定子键槽拉刀在所述第二承托部上滑移。
14.作为又一具体方案,所述定子开槽设备还包括沿所述定子键槽拉刀活动方向延伸的导向导轨,所述定子键槽拉刀滑动式设置于所述导向导轨上,所述第二承托部连接所述导向导轨底部。
15.作为又一具体方案,所述定子开槽设备还包括设备机座,所述限位部为所述设备机座端面,所述定子键槽拉刀相对所述限位部伸缩滑动;所述限位部上设置有仿形凸台,所述第一承托部设置于所述仿形凸台上,所述仿形凸台上开设有凹槽,所述定子键槽拉刀在所述凹槽上滑动,所述第二承托部为所述凹槽底部。
16.本实用新型的有益效果如下:
17.本定子键槽拉刀通过拖拉方式即可对定子本体实现不间断切削加工,以实现定子键槽加工;具体是,定子键槽拉刀上设置有若干刀齿,且刀齿的高度逐个递增;加工时,定子键槽拉刀向单一方向拖拉,由于刀齿高度逐个递增,所以若干刀齿可依次不间断的对定子本体进行切削;运用本定子键槽拉刀进行键槽加工,加工效率可大大提高(每天可完成40-50个定子本体的定子键槽加工)。
附图说明
18.图1为定子本体的结构示意图。
19.图2为定子本体现有加工工艺的示意图。
20.图3为本实用新型一实施例中定子键槽拉刀的立体图。
21.图4为本实用新型一实施例中各刀齿的高度关系示意图。
22.图5为本实用新型一实施例中刀齿的结构示意图。
23.图6为本实用新型一实施例中定子键槽拉刀的加工示意图。
24.图7为本实用新型一实施例中定子开槽设备的结构示意图。
25.图8为本实用新型一实施例中定子开槽设备的局部示意图。
26.图9为本实用新型一实施例中定子开槽设备加工状态的示意图。
27.图10为本实用新型一实施例中定子开槽设备加工状态的局部示意图。
28.图11为本实用新型一实施例中定子开槽设备加工状态的局部剖视图。
29.图12为本实用新型一实施例中定子本体安装至定子开槽设备上的示意图。
具体实施方式
30.下面结合附图及实施例对本实用新型作进一步描述。
31.参见图3-图6,本实施例涉及的定子键槽拉刀1,包括直条形的拉刀本体101;拉刀本体101顶部加工有若干间隔式线性排布的刀齿102;若干刀齿102的高度逐个递增;若干刀齿102随拉刀本体101拖动而移动,以至于若干刀齿102依次对定子本体100实施切削加工。加工时,定子键槽拉刀1向单一方向拖拉,由于刀齿102高度逐个递增,所以若干刀齿102可依次不间断的对定子本体100进行切削。运用本定子键槽拉刀1进行键槽加工,加工效率可大大提高。
32.进一步地,相邻两刀齿102之间有高度差d,d=0.1mm,也就是每个刀齿102的切削量(深度)为0.1mm;即,若刀齿102设置n个,那么定子键槽拉刀1的总切削量为n
·
0.1mm。
33.进一步地,拉刀本体101向方向a拖动,若干刀齿102的高度沿方向a的反方向逐个递增,以至于当定子键槽拉刀1向方向a拖拉时,若干刀齿102依次不间断的对定子本体100进行切削加工,以加工定子键槽110。
34.进一步地,刀齿102包括切削部1021、避空部1022和支撑部1023;切削部1021与避
空部1022相互连接以组成尖锐的刀刃,切削部1021与避空部1022之间的夹角θ为68
°
。
35.进一步地,避空部1022与切削面120(切削面120为刀齿102切削定子本体100后外露的端面)之间的夹角α为4
°
,避空部1022可减小刀齿102与切削面120之间的摩擦阻力。
36.进一步地,支撑部1023与切削面120之间的夹角β为50
°
,支撑部1023能进一步巩固刀齿102的强度。
37.参见图7-图12,本实施例涉及的定子开槽设备,包括用于输出牵引动力的动力装置3、及上述定子键槽拉刀1,本实施例中的动力装置3优选油缸;动力装置3的动力输出端传动连接定子键槽拉刀1,以拖动定子键槽拉刀1对定子本体100进行切削加工;本定子开槽设备以单一方向拖拉定子键槽拉刀1的动作即可完成定子键槽110的加工,操作方便,加工效率高。
38.进一步地,定子开槽设备还包括用于限制定子本体100移动的限位部201、用于支承定子本体100的第一承托部205和用于支承定子键槽拉刀1的第二承托部202;开槽时,动力装置3牵引定子键槽拉刀1向方向a线性活动,定子本体100抵住限位部201(可通过相关的固定工装对定子本体100进行定位固定,以避免定子本体100加工时出现转动,该固定工装可以是夹块等),在动力装置3的作用下,定子键槽拉刀1在第二承托部202上滑移,在第二承托部202的支承作用下,有效防止开槽过程中刀齿102受力导致定子键槽拉刀1向下移位,进而影响切削加工效果。
39.进一步地,定子开槽设备还包括沿定子键槽拉刀1活动方向(方向a)延伸的导向导轨204,定子键槽拉刀1滑动式设置于导向导轨204上,第二承托部202连接导向导轨204底部;导向导轨204可支撑定子键槽拉刀1,降低其下坠程度,同时可导向滑动。
40.进一步地,定子开槽设备还包括设备机座2,限位部201为设备机座2端面,定子键槽拉刀1穿过限位部201、且相对限位部201伸缩滑动;限位部201上设置有仿形凸台203,本实施例的仿形凸台203为直径小于定子本体100内圆的圆形凸台,第一承托部205为仿形凸台203顶部,定子本体100承托于仿形凸台203顶部,仿形凸台203顶部开设有顶部开口的凹槽206,定子键槽拉刀1在凹槽206内滑动,第二承托部202为凹槽206底部,导向导轨204一端连接仿形凸台203;定子本体100的安装轨迹如附图12中的轨迹b。
41.上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1