一种履带板连续冲压加工生产装置的制作方法
本技术涉及自动化加工设备领域,特别是涉及供一种履带板连续冲压加工生产装置。
背景技术:
1、传统的履带板加工线一般使用传送辊道将履带板送入剪切、冲槽、冲孔等加工工位,完成冷加工过程。在实际生产过程中,单独使用辊道,有时会因为因辊道卡顿和送料异常,出现节拍长,产能低,板长板短等情况,抽检无法保证100%阻挡异常品,因不是在线检测经常后道发现批量异常后,才会投入人力排查追溯,这种方式会造成大量现场资源浪费。
技术实现思路
1、本实用新型主要解决的技术问题是提供一种履带板连续冲压加工生产装置,能够及时发现加工中的问题,快速朔源生产中产生的次品,减少资源浪费。
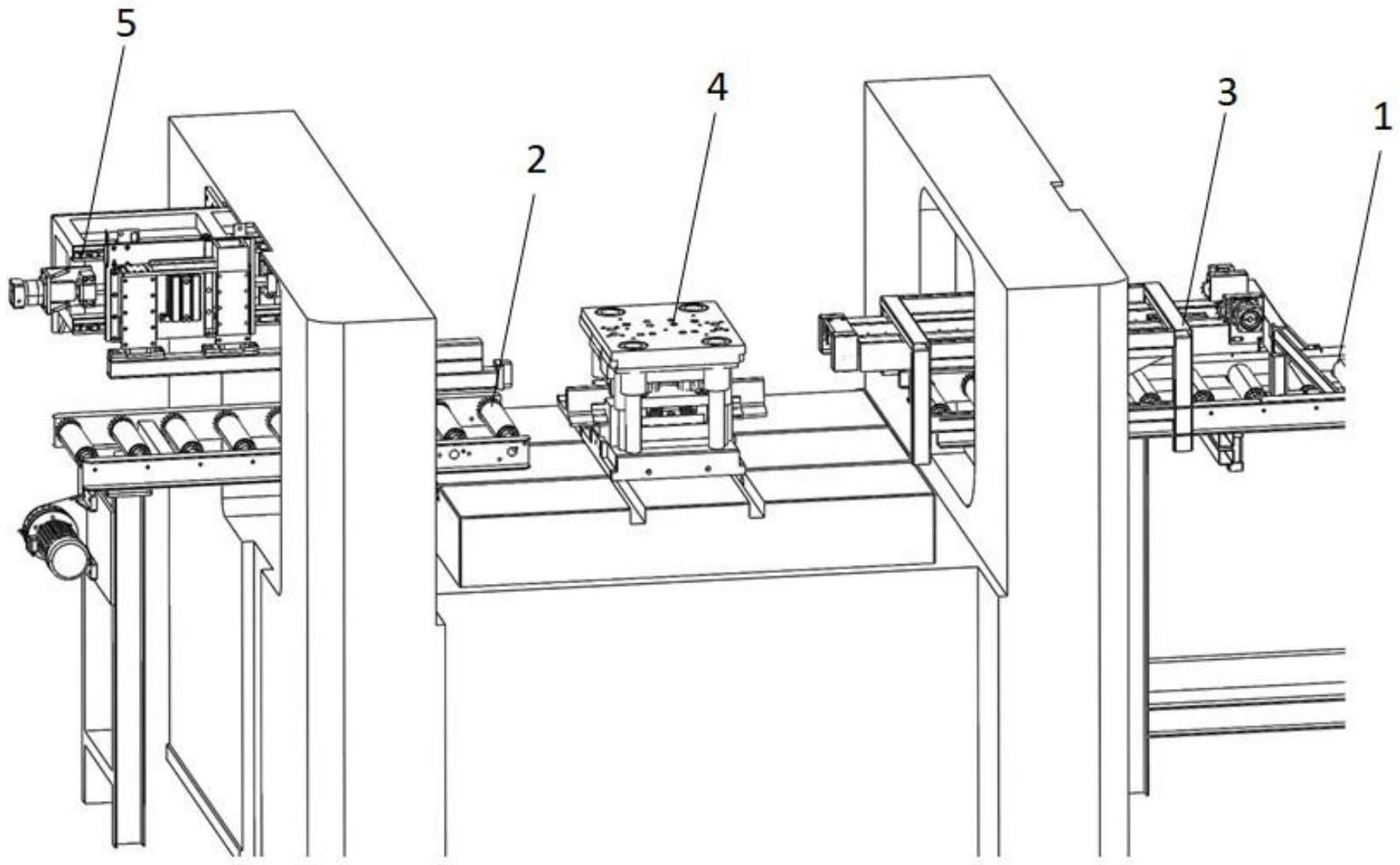
2、为解决上述技术问题,本实用新型采用的一个技术方案是:提供一种履带板连续冲压加工生产装置,所述履带板连续冲压加工生产装置是履带板自动加工生产线的一部分,所述履带板连续冲压加工生产装置包括:plc控制器、辊轴输送线,喂料模块、端定位模块和冲压模具,所述plc控制器控制所述履带板连续冲压加工生产装置的整体节拍;所述辊轴输送线分成两段,分别为进料段和出料段,所述冲压模具安装在所述进料段与出料段之间,所述喂料模块安装在所述进料段上,所述端定位模块安装在所述出料段,所述喂料模块包括喂料架、斜角推杆和推杆驱动机构,所述喂料架安装在所述进料段正上方,所述斜角推杆和推杆驱动机构安装在所述喂料架上,所述推杆驱动机构能够驱动所述斜角推杆在喂料架确定的范围内往复运动,所述斜角推杆的顶点与所述辊轴输送线的输送面之间的距离小于履带板的厚度,所述端定位模块包括挡料杆、端定位机架和挡料杆驱动机构,所述挡料杆驱动机构安装在所述端定位机架内,所述挡料杆尾端安装在所述挡料杆驱动机构上,所述挡料杆的杆身位于所述出料段正上方,且所述挡料杆端头指向冲压模具方向,所述挡料杆的端头安装有履带板感应器,所述挡料杆驱动机构能够驱动所述挡料杆上下垂直运动,完成出料躲避动作。
3、在本实用新型一个较佳实施例中,所述喂料架包括连接架和喂料架本体,所述连接架安装在辊轴输送线的进料段上,所述喂料架本体固定在所述连接架上,所述喂料架本体上安装履带板助推机构,所述履带板助推机构包括减速机、链轮和传动链带,所述减速机安装在所述喂料架本体远离冲压模具的一端,所述减速机端头连接链轮,所述链轮上安装有传送链带,所述斜角推杆一端安装在所述传送链带上,另一端在重力作用下倾斜向下至所述斜角推杆的顶点与所述辊轴输送线的输送面之间的距离小于待加工履带板的厚度。所述履带板助推机构共有两组,分别为a组和b组,所述a组和b组对称的安装在所述喂料架本体的两侧,相应的所述斜角推杆也有两个,分别为推杆a和推杆b,所述a组包括减速机a、链轮a和传动链带a,所述推杆a与所述传动链带a相连,所述b组包括减速机b、链轮b和传动链带b所述推杆b与所述传动链带b相连,所述传动链带a和传动链带b分别带动所述推杆a和推杆b交替动作。所述斜角推杆向下倾斜时与喂料架本体所在平面之间的夹角为15°~30°。
4、在本实用新型一个较佳实施例中,所述挡料杆驱动机构包括端头定位机架、水平驱动结构和竖直驱动结构,所述水平驱动结构包括伺服电机、水平丝杠座、水平丝杠、水平滑轨和依托所述水平滑轨安装的滑块座,所述水平丝杠安装在水平丝杠座上,所述水平丝杠座与所述水平滑轨平行安装,所述伺服电机的动力输出端与所述水平丝杠连接,所述滑块座背面设置与所述水平丝杠相匹配的螺纹孔;所述竖直驱动结构包括垂直气缸和悬架,所述垂直气缸固定在所述滑块座上,所述垂直气缸的伸缩杆与所述悬架连接,所述挡料杆安装在所述悬架下方,所述垂直气缸能够带动所述悬架上下垂直运动。所述悬架为井字架,所述垂直气缸安装在所述井字架的中间位置,所述井字架底部与所述挡料杆连接尾部连接。所述连接点有两个且在同一水平线上。所述水平滑轨由两条平行轨道组成,所述丝杠座固定在所述两条平行轨道中间。
5、在本实用新型一个较佳实施例中,所述plc控制器上连接报警模块,当送料节拍错误时,所述plc控制器控制所述报警模块发出警示信号。所述履带板感应器为力矩感应器,所述力矩感应器与所述plc控制器电性连接,当所述力矩感应器超过所述plc控制器预设的力矩值,所述plc控制器控制所述报警模块发出警示信号。
6、本实用新型的有益效果是:本实用新型是在辊轴输送线的基础上添加辅助的履带板退料机构偶和履带板前端定位机构,通过辅助退料机构,可以有效减少辊道卡顿对送料的影响,而前端定位机构能够及时发现推料时的异常和节拍的混乱,从而在问题发生时及时标定,快速朔源问题发生地点,减少问题产品流入下道工序的几率,提高总体生产效率,降低资源浪费。
技术特征:
1.一种履带板连续冲压加工生产装置,所述履带板连续冲压加工生产装置是履带板自动加工生产线的一部分,其特征在于,所述履带板连续冲压加工生产装置包括:plc控制器、辊轴输送线,喂料模块、端定位模块和冲压模具,所述plc控制器控制所述履带板连续冲压加工生产装置的整体节拍;所述辊轴输送线分成两段,分别为进料段和出料段,所述冲压模具安装在所述进料段与出料段之间,所述喂料模块安装在所述进料段上,所述端定位模块安装在所述出料段,所述喂料模块包括喂料架、斜角推杆和推杆驱动机构,所述喂料架安装在所述进料段正上方,所述斜角推杆和推杆驱动机构安装在所述喂料架上,所述推杆驱动机构能够驱动所述斜角推杆在喂料架确定的范围内往复运动,所述斜角推杆的顶点与所述辊轴输送线的输送面之间的距离小于履带板的厚度,所述端定位模块包括挡料杆、端定位机架和挡料杆驱动机构,所述挡料杆驱动机构安装在所述端定位机架内,所述挡料杆尾端安装在所述挡料杆驱动机构上,所述挡料杆的杆身位于所述出料段正上方,且所述挡料杆端头指向冲压模具方向,所述挡料杆的端头安装有履带板感应器,所述挡料杆驱动机构能够驱动所述挡料杆上下垂直运动,完成出料躲避动作。
2.根据权利要求1所述的履带板连续冲压加工生产装置,其特征在于,所述喂料架包括连接架和喂料架本体,所述连接架安装在辊轴输送线的进料段上,所述喂料架本体固定在所述连接架上,所述喂料架本体上安装履带板助推机构,所述履带板助推机构包括减速机、链轮和传动链带,所述减速机安装在所述喂料架本体远离冲压模具的一端,所述减速机端头连接链轮,所述链轮上安装有传送链带,所述斜角推杆一端安装在所述传送链带上,另一端在重力作用下倾斜向下至所述斜角推杆的顶点与所述辊轴输送线的输送面之间的距离小于待加工履带板的厚度。
3.根据权利要求2所述的履带板连续冲压加工生产装置,其特征在于,所述履带板助推机构共有两组,分别为a组和b组,所述a组和b组对称的安装在所述喂料架本体的两侧,相应的所述斜角推杆也有两个,分别为推杆a和推杆b,所述a组包括减速机a、链轮a和传动链带a,所述推杆a与所述传动链带a相连,所述b组包括减速机b、链轮b和传动链带b所述推杆b与所述传动链带b相连,所述传动链带a和传动链带b分别带动所述推杆a和推杆b交替动作。
4.根据权利要求2所述的履带板连续冲压加工生产装置,其特征在于,所述斜角推杆向下倾斜时与喂料架本体所在平面之间的夹角为15°~30°。
5.根据权利要求1所述的履带板连续冲压加工生产装置,其特征在于,所述挡料杆驱动机构包括端头定位机架、水平驱动结构和竖直驱动结构,所述水平驱动结构包括伺服电机、水平丝杠座、水平丝杠、水平滑轨和依托所述水平滑轨安装的滑块座,所述水平丝杠安装在水平丝杠座上,所述水平丝杠座与所述水平滑轨平行安装,所述伺服电机的动力输出端与所述水平丝杠连接,所述滑块座背面设置与所述水平丝杠相匹配的螺纹孔;
6.根据权利要求5所述的履带板连续冲压加工生产装置,其特征在于,所述悬架为井字架,所述垂直气缸安装在所述井字架的中间位置,所述井字架底部与所述挡料杆连接尾部连接。
7.根据权利要求6所述的履带板连续冲压加工生产装置,其特征在于,所述连接点有两个且在同一水平线上。
8.根据权利要求5所述的履带板连续冲压加工生产装置,其特征在于,所述水平滑轨由两条平行轨道组成,所述丝杠座固定在所述两条平行轨道中间。
9.根据权利要求1所述的履带板连续冲压加工生产装置,其特征在于,所述plc控制器上连接报警模块,当送料节拍错误时,所述plc控制器控制所述报警模块发出警示信号。
10.根据权利要求9所述的履带板连续冲压加工生产装置,其特征在于,所述履带板感应器为力矩感应器,所述力矩感应器与所述plc控制器电性连接,当所述力矩感应器超过所述plc控制器预设的力矩值,所述plc控制器控制所述报警模块发出警示信号。
技术总结
本技术公开了一种履带板连续冲压加工生产装置,包括:PLC控制器、辊轴输送线,喂料模块、端定位模块和冲压模具,所述辊轴输送线分成进料段和出料段,所述冲压模具安装在所述进料段与出料段之间,所述喂料模块安装在进料段上,所述端定位模块安装在出料段,所述喂料模块包括喂料架、斜角推杆和推杆驱动机构,所述端定位模块包括挡料杆、端定位机架和挡料杆驱动机构,所述挡料杆驱动机构安装在所述端定位机架内,所述挡料杆尾端安装在所述挡料杆驱动机构上,所述挡料杆的杆身位于所述出料段正上方,所述挡料杆的端头安装有履带板感应器。通过上述方式,本技术能够增强喂料稳定性,提高喂料时的问题朔源效率,减少资源浪费。
技术研发人员:沈钰尚
受保护的技术使用者:苏州辽鞍机械有限公司
技术研发日:20221228
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!