制造具有造型内部结构的管的方法
本发明涉及一种用于制造管、优选由金属制成的管、进一步优选热交换管或热交换管元件的方法,所述管具有布置在内壁上的造型结构(topographische struktur),以及涉及一种根据权利要求一或十四所述的管。
背景技术:
1、前序所称的管通常由金属制成。它们尤其用于引导像比如液体和/或气体的流体、,但是也有悬浮液、乳剂、气溶胶或者液体混合物(下面也称为工作流体)通过热交换器、燃烧室、烟气排出器或者其它吸收或放出热量的装置或介质。通常,管的管壁至少部分地构成热交换器的热交换表面,其中,人们基本上力求将表面构造成有利于如上述流体那样的分别邻接的介质的良好的热连接。在外表面上提供了为此设置的或成型的冷却肋或流体引导元件,以便力求通过热传递介质或辐射热的连接尽可能强地入流。相对地,在内部,传统的圆柱形管大多是光滑的或无结构的,这一点尤其是在小的管内直径的情况下由制造决定。还通常已知的是,为了使热交换表面更好地热连接到通过的流体,增大了流体的比接触表面积。例如,这通常通过将通流横截面分成多个具有较小直径的单管来实现。
2、另一方面,已知具有结构化的内壁表面的管。例如在制冷/空调工业中使用与枪管内侧的轮廓类似的环绕的几何结构。旋流管用于发电站的热交换器中;它也具有不平的内表面。结构化部用于以如下方式提高通过管的流动的涡流的影响,即减小内壁面处的起隔绝作用的流动分界层。
3、在热交换器表面上使用像比如肋、波纹件和销的表面结构导致工作流体和部件壁之间的热传递增加,并且是一种被证明在维持高热负荷的构件中的部件特定的最大温度的情况下,实现了高热流密度和高工作流体温度的方法。根据发出热或吸收热的壁上存在的热边界条件的类型,改进的热传递导致组件材料温度的降低或允许工作流体的绝热混合温度在主流动方向上更快地增加。因此,可以延长部件寿命,提高热设备效率,减少热传递面积,或者实现部件的更高负载柔性。
4、尽管在具有结构化表面的通道中工作流体的质量流量相同的情况下有额外的压力和摩擦损失,但热传递与所需泵功率的比率会增加。在此,表面结构的配置尤其起着特别重要的作用。肋结构相比于其他表面结构的突出之处在于非常高的热传递。肋结构已经用于太阳能接收器、气冷反应堆部件或传统燃气发电站的风冷燃气轮机叶片中。在此,作为铸件部分的内部流过的部件通过一次性模具或者由多个构件组成的焊接结构制成,也越来越多地使用增材的制造方法。
5、此外,ruck s.,arbeiter f.等人出版的《融合工程和设计》的版本124(2017)的第306-310页的:“通过用于氦冷却的第一墙应用的肋阵列实现的热性能增强”描述用于在应用后封闭的通道中改进热传递的翼结构。所谓的半分离式的v型肋的特点是它们仅在一个位置(例如在翼的中部)与通道壁固定连接。在翼和通道壁之间存在具有例如0.1mm高度的间隙,该间隙在穿流通道时一起被穿流。迄今为止所用的管内结构的效果还可以由此得到提高,即,实现超出管壁上的边界层的大规模混合。
6、在制造技术上在上述类型的管道内实现复杂的结构化表面(尤其翼结构,如半分离式的v型肋、局部改变的结构,例如从波纹件到肋或其任意组合)对管内壁的可接近性有要求,例如利用用于机械或电化学加工的工具、聚焦的能量束(激光结构化)或装置(例如用于定位和接合例如导流板)。
7、然而,上述管的内部加工随着管长度的增加和管直径的减小而变得更加复杂,除非在一定程度上不能再以合理的成本执行。重要的是对于管内表面的加工的可接近性,这随着管直径的降低(例如在管束式热交换器中典型的数量级在几厘米的范围内)越来越困难。
技术实现思路
1、由此出发,本发明的目的是提供一种制造具有特别复杂内部结构的管的方法,其在可执行性上不具有前述限制。
2、另一目的在于,提出一种具有内部结构的管、尤其热交换器管,优选利用上述方法制成。
3、该目的通过具有根据四权利要求一和/或十四的特征的方法和管来实现。其从属权利要求给出有利的设计方案。
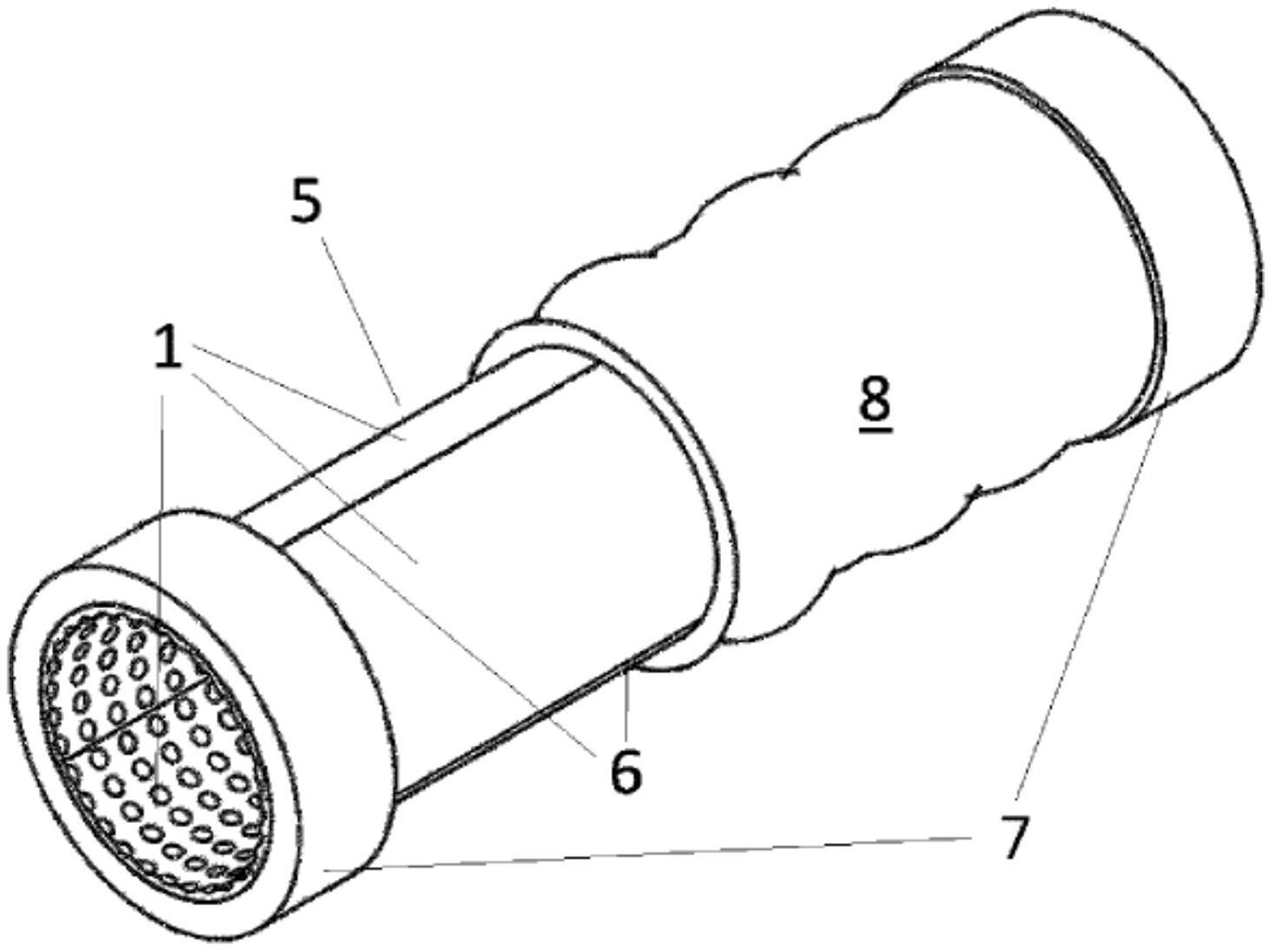
4、为了实现该目的,提供一种多层结构的管。在此,内管优选完全通过多个、优选两个或三个分开的管壳区段组装,其中,这些管壳区段在其对接面上齐平地接触并且因此形成对接线。内部结构事先施加在管壳区段的内表面上,其中管壳区段优选已经在将造型结构安装或引入内壁上时以接近最终轮廓的方式如此预成形,使得它们可以在无需进一步变形来形成内管的情况下在对接面处安置在彼此旁。
5、通过将内管分成单独的管壳区段,内壁对于结构化部的引入变得更容易接近。通过管壳区段的优选的接近最终轮廓的预成形,避免或至少显著降低结构化内壁的进一步变形以及由此直至集成到内管中的结构可能的应力、变形或损坏。这尤其非常适合实现细丝的和/或组装的结构。该管壳区段优选由槽形区段形成,其中多个这种区段可以轴向相互平行地组装成内管或内管节段。替代地或补充地,管壳区段可以由短的环形内管节段形成,该内管节段随后可以轴向彼此串行地布置以组装成内管或内管节段。
6、在从外部组装在管壳区段的外壁上之后,越过管壳区段的对接线和对接面利用第二个层(由金属材料制成的涂层)来涂覆由管壳区段形成的内管,其中形成了连贯的管体,并且尽管存在可能的间隙、制造公差或缺陷位置,该连贯的管体也通过对接面封闭。该涂层借助增材地施加进行,以避免由制造引起的应力状态并且用于优选在低于500℃、进一步优选低于350℃的温度下减少内部结构的由热引起的降解。通过涂层填充并补偿了间隙和缺陷源。
7、内管的圆周在内管横截面的每个轴向位置上始终优选延伸过至少两个管壳区段。同样地,在本发明的范围内的设计方案中,管也轴向地分成多个管壳区段,其中,在这些管壳区段之间的对接面轴向地和/或在周向方向上优选彼此错位地布置。相应地,内管上的对接线轴向地和/或在周向方向上指向,其中对接线不是强制性地直线定向。
8、因此,本目的的解决方案包括一种用于制造管的方法,该管具有内管,该内管带有布置在内部的造型结构和布置在外部的涂层,该方法包括以下方法步骤:
9、a)在第一步骤中,提供至少两个上述类型的管壳区段,其分别具有内壁和外壁,内壁和外壁可相对于内管以精确配合的方式安置在彼此旁。然后,内管优选仅由组装在一起的管壳区段形成。
10、壳区段的制造优选借助初成形方法、变形方法、去除方法或分离方法来进行。
11、在初成形中,例如借助注塑成型,已经利用半分离式的肋或其它结构制造出管壳区段。尤其在大批量时,初成形是有利的,其中在个别情况下在选择材料时必须容忍由方法决定的限制。
12、在分离/变形时,优选由板卷材冲压出管壳区段并且相应地成型。在此,简单的表面结构必要时可以一起冲压。然而,在制造时尤其是点状连接的元件、像比如翼或引导板的可能性是受限的并且必要时需要另外的方法步骤,例如借助接合。
13、激光等离子或水射束切割也可以用于制造壳区段,特别是当无缝管作为用于壳区段或环区段的半成品使用时。在此,直接引入翼或引导板的选择也受限制并且必要时需要其他方法步骤。
14、b)如果由制造的原因而没有在方法步骤a)中集成,则在管壳区段的内壁上安装或引入造型结构。这优选借助接合方法、去除方法或涂覆方法来进行。
15、在接合时,例如点状地接合、优选焊接或铆接(通过成型进行接合)上述翼结构。
16、去除方法包括切削或非切削方法,其可用于将结构加工到内壁中。例如,可以通过侵蚀、激光结构化、铣削等方式在管壳区段上开设内部结构。然而,去除方法不太适合于制造半分离式的肋。
17、c)在形成上述的对接线的情况下,通过管壳区段与内管的对接面,使这些管壳区段相互设置。在此,这些管壳区段优选构成整个内管,其中它们以其边缘、即其对接面优选无重叠地彼此贴靠并且形成对接线。在优选的设计方案的范围中,这些管壳区段在此形状配合地如彼此匹配的拼合件那样置于在彼此旁,这又要求在其边缘区域中的管壳元件的相应的几何设计方案且因此要求对接面。在优选的替代的设计方案的范围内,两个管壳区段之间的对接面具有形状配合的引导元件或与相邻的对接面的重叠区域,并且以此方式使得管壳区段形状配合地相互靠拢。
18、d)随后通过使用固定器件、优选地围绕内管延伸的夹子来固定被结合在内管中的管壳区段。优选至少分别在管的端部区域和/或在多个管壳区段轴向串行排列的情况下,以跨接相应的环绕的对接线的方式进行固定。如果内管如前所述通过多个轴向串行排列的短的环形内管节段构成为管壳区段,或者如果需要将管区段轴向夹紧在内管中,则为此所需的固定器件包括穿过内管引导的拉杆,该拉杆具有用于内管的接收元件。
19、e)随后,提出了将由金属材料制成的涂层越过对接面增材地施加在管壳区段的外壁上以形成连贯的管体。优选借助堆焊接方法进行增材的施加,其中,金属材料以粉末或金属丝形式提供并且通过热源、优选能量束或电弧放电熔化。由此在通过对接线进一步划分的内管上形成连贯的涂层,其中上述能量束和/或电弧放电一起加热对接面并且必要时开始扩散焊接过程。一种替代的设计方案规定借助冷气体喷涂或热喷涂施加涂层,其中,金属材料以粉末形式提供。冷气体喷涂以特别有利的方式在低于400℃,更优选低于300℃的温度下,也就是说在使管壳区段和结构实际上不受影响的工艺温度下进行。
20、优选地,尤其是当固定元件被设置在管壳区段的外壁的区域上并且因此覆盖这些区域时,那么提出了方法扩展。在上述增材地施加由金属材料构成的涂层时,这些在管壳区段的外壁上的被覆盖的区域不被涂覆。如果这些固定元件没有结合在涂层中并且因为它们也应该保留,则建议后续的再加工,该再加工包括以下方法步骤:
21、f)移除固定器件,其中,释放外壁的此前被覆盖的区域。
22、g)在移除固定器件时暴露的外壁的上述区域中,增材地施加金属材料作为涂层的一部分。优选地,这利用同一种的或相同的金属涂覆材料和相同的涂覆方法来进行。
23、内管上的上述涂层优选随后进行热再加工和/或机械再加工。
24、热再加工一方面用于降低涂层中的内应力,该内应力尤其在涂覆方法中在温度明显低于熔化温度并且明显低于金属涂层材料的扩散储存所需的温度(烧结温度)(优选低于熔化温度的50%(以k为单位),优选低于500℃,进一步优选低于350℃)时是期望的,尤其在冷气体喷涂时。优选在金属材料的烧结温度和熔化温度之间的温度下进行调温。
25、机械再加工尤其用于通过在涂层上的材料去除来调节连贯的管体的周面的可预定的外部几何形状。优选地,这种再加工包括借助切削加工进行的涂层的精加工,优选通过精车削或精研磨,其中,还形成相对于管同心布置的旋转对称的涂层表面。
26、经加工的涂层表面相对于未经加工的涂层表面优选具有更光滑的和更均匀的表面。优选地,涂层表面也与内管同心地布置,使得涂层在内管的外表面上具有近似相同的层厚度。单独以此就能有效地减少涂层表面产生的在涂层中的切口效应和应力奇点。
27、优选地,这种机械加工还在热再加工之前,优选使用已知的低应力退火方法和参数,或涂层的另一扩散结垢的再压实。
28、替代地或可选地,上述机械加工的涂层表面优选也用作随后在涂层表面上同心地壳装和/或压装的承压结构的支承面。内管中可能的过压优选主要通过该结构机械地承受,对布置在其下方的开槽的内管和涂层以有利的方式卸载。承压结构优选是无缝管,其具有大于或等于圆柱形涂层表面的外直径的内直径。
29、优选地,承压结构或无缝管和内管以及涂层至少在一个端面上、优选在两个端面上轴向在相同的位置上结束;它们然后进一步优选地形成一个或两个共同的端面。
30、如果承压结构、优选无缝管被壳装到涂层表面上,则优选建议将其端面与内管优选在真空中焊接。在内管和承压结构或无缝管之间形成封闭的内部空间体积。通过无缝管与涂层表面的优选热等静压制,开始扩散驱动的材料重排,像比如扩散焊接或烧结,这导致涂层表面与在其上布置的承压结构的内表面之间的压实和/或材料配合的连接。
31、此外,该目的的解决方案包括一种带有内管的管,该内管带有在内部布置在内壁处的造型结构和安置在内管上的涂层。在此,内管由至少两个管壳区段构成,该管壳区段分别具有内壁和外壁,管壳区段以其优选环绕的对接面精确配合并且优选没有进一步变形地在形成对接线的情况下在彼此旁安置以形成管区段。在管壳区段的内壁上布置有造型结构。涂层由金属材料构成并且越过对接面施加在管壳区段的外壁上并且形成指向外的涂层表面。优选地,根据上述方法制造管。在此,这些管壳区段优选由金属、进一步优选由钢、铁基合金或镍基合金构成。镍基合金的特征尤其在于突出的耐腐蚀性和提高的耐热性,这尤其在使用在接收器中时是有利的。
- 还没有人留言评论。精彩留言会获得点赞!