一种圈距超前和爬振横移的风冷辊道的控制系统和方法与流程
本发明涉及钢铁生产,尤其涉及一种圈距超前和爬振横移的风冷辊道的控制系统和方法。
背景技术:
1、高线风冷辊道是吐丝出来的成品与集卷区域的关键衔接区域,直接关系到集卷区域能够正常的成型以及下钢,但是现有技术存在弊端,具体表现在以下几个方面,首先是风冷辊道只有固定速度控制,这就造成盘卷在风冷辊道上不能够进行动态的位置调整;然后是风冷辊道没有个性化的控制系统,当在盘卷的运输过程中出现异常的时候,没有相匹配的控制系统可以及时调整优化;接着是没有尾部辊道横移系统,不能根据集卷区域的动态情况对落卷的中心位置进行调整,这样就会造成异常情况下的盘卷落卷不规整,进而导致乱线、卡钢;最后是现有技术没有辊道尾部速调系统,不能根据现场的实际需求对盘卷的动态间隔进行调整,进而不能实现动态最优间隔的调整;
2、上述弊端对整个的正常的成品盘卷在风冷辊道上的运输影响非常大,会造成在集卷区域的卡钢以及乱线,导致成品盘卷的表面损伤以及相关乱线的剪废,进而降低成材率,同时会造成吨钢成本的增加,因此,本发明提出一种圈距超前和爬振横移的风冷辊道的控制系统和方法以解决现有技术中存在的问题。
技术实现思路
1、针对上述问题,本发明提出一种圈距超前和爬振横移的风冷辊道的控制系统和方法,该圈距超前和爬振横移的风冷辊道的控制系统和方法实现了对高线风冷辊道的精准量化以及个性化控制,进而可以助力成品盘卷的质量提升,以及卡钢、乱线事故的大幅降低。
2、为实现本发明的目的,本发明通过以下技术方案实现:一种圈距超前和爬振横移的风冷辊道的控制系统,包括风冷辊道速度控制及圈距控制调节系统、辊道超前率控制及风冷辊道操作控制系统、辊道分段控制及辊道爬正振控制系统、尾部辊道横移控制及辊道尾部速调系统,所述风冷辊道速度控制及圈距控制调节系统,根据精轧机出口速度和设定的圈距以及超前率决定风冷辊道速度,并在hmi中手动设定或者通过以太网自动获取,还用于在hmi中手动设定圈距,以此决定风冷辊道主速度;所述辊道超前率控制及风冷辊道操作控制系统,用于设置超前率改变每一段辊道的速度,辊道速度由头部辊道开始向后级联,还用于在风冷辊道诊断画面所有起动条件满足时,操作辊道;
3、所述辊道分段控制及辊道爬正振控制系统,用于分别控制头部辊道及1~5段辊道起停、控制头部辊道升降、控制6~10段及尾部辊道起停,还用于控制所有风冷辊道爬行、振荡;所述尾部辊道横移控制及辊道尾部速调系统,用于控制尾部辊道横移,还用于控制辊道尾部加速功能。
4、进一步改进在于:风冷辊道指位于吐丝机与集卷之间的散卷运输辊道,精轧机出口速度指精轧机组对成品进行传动的速度,hmi中手动设定指通过设计人机画面导入系统及数据传输系统,进而对关键数据的导入以及动态调节;圈距指在风冷辊道上面的成品散卷之间的距离,圈距控制调节指通过对速度以及间隔时间逻辑的综合调控进而达到调节在风冷辊道上面的成品散卷之间的距离的过程,风冷辊道主速度指风冷辊道各段的驱动速度。
5、进一步改进在于:所述风冷辊道速度控制及圈距控制调节系统由风冷辊道速度控制分区段控制系统、风冷辊道速度控制轧线联锁控制系统、风冷辊道速度控制设定及导入控制系统、圈距控制调节位置识别系统、圈距控制调节精准量化距离调节系统、圈距控制调节偏差修正系统组成。
6、进一步改进在于:辊道速度由头部辊道开始向后级联,即:下游辊道速度超前上游辊道速度,每段辊道的超前率均在hmi中进行设置;还用于风冷辊道操作,包括就地操作,集卷操作室集中操作以及轧线操作室集中操作;
7、辊道超前率指风冷辊道各段的速度基于前段辊道的速度比例系数,每一段辊道的速度均基于本辊道前一段辊道的速度进行关联系数控制,风冷辊道操作控制系统指基于风冷辊道的各项控制功能以及现场的执行功能而设计的输入输出操作时序以及操作指令。
8、进一步改进在于:所述辊道超前率控制及风冷辊道操作控制系统由辊道超前率控制前段辊道速度控制系统、辊道超前率控制中段辊道速度控制系统、辊道超前率控制后段辊道速度控制系统、风冷辊道操作控制信号集成系统、风冷辊道操作控制模式选择系统、风冷辊道操作控制执行指令输出系统组成。
9、进一步改进在于:所述辊道分段控制及辊道爬正振控制系统中,头部辊道及1~5段辊道“起/停”灯钮分别控制头部辊道及1~5段辊道起停,头部辊道“上升”、“下降”灯钮控制头部辊道升降,6~10段辊道及尾部辊道“起/停”灯钮分别控制6~10段及尾部辊道起停;辊道“爬行_正常_振荡”选择开关控制所有风冷辊道爬行、振荡,爬行和振荡均为非正常操作模式;
10、辊道分段控制指基于现场的工艺布局而设计的各个辊道分段以及基于分段逻辑而设计的匹配性控制;“起/停”指在正常的生产轧制过程中,对风冷辊道进行起动及停止操作,“起/停”灯钮用于对风冷辊道实际运转状态进行闭环反馈,头部辊道“上升”、“下降”指基于辊道平面而设计的“上升”、“下降”控制;辊道爬正振指辊道“爬行_正常_振荡”的三种控制功能及个性化控制。
11、进一步改进在于:所述辊道分段控制及辊道爬正振控制系统由辊道分段控制位置区间控制系统、辊道分段控制驱动条件控制系统、辊道分段控制反馈闭环控制系统、辊道爬正振控制工艺状态识别系统、辊道爬正振控制输出匹配、辊道爬正振控制智能切换系统组成。
12、进一步改进在于:所述尾部辊道横移控制及辊道尾部速调系统中,通过尾部辊道横移“吐丝机方向”、“集卷筒方向”灯钮控制尾部辊道横移,当尾部辊道“跟随/关断/手动”选择开关选择“跟随”时,尾部辊道速度跟随第10段辊道速度,当选择手动时,由hmi手动设定尾部辊道速度;当吐丝机尾钢信号到来时,辊道全线加速,加速速度以及加速时间在hmi上设定,用于拉开钢的尾部与下一根钢的头部的距离;
13、尾部辊道横移控制指基于尾部辊道横移动作以及相对应的控制步序而设计的控制,尾部辊道横移用于实现与集卷下钢中心线的动态调节以及控制,尾部辊道“跟随/关断/手动”基于速度控制的多种模式,用于对各种工况以及各种轧制规格匹配;辊道尾部速调指基于风冷辊道尾部辊道而构建的速度调节系统,加速功能指基于特定的时间触发条件,对原有的速度系统进行速度调节,辊道全线加速指所有全段辊道基于一种特定的超前系数进行加速。
14、进一步改进在于:所述尾部辊道横移控制及辊道尾部速调系统由尾部辊道横移控制两端区间控制系统、尾部辊道横移控制位移识别系统、尾部辊道横移控制驱动逻辑控制系统、辊道尾部速调初始速度识别系统、辊道尾部速调调节指令逻辑运算系统、辊道尾部速调量化输出调控系统组成。
15、一种圈距超前和爬振横移的风冷辊道的控制方法,包括以下步骤:
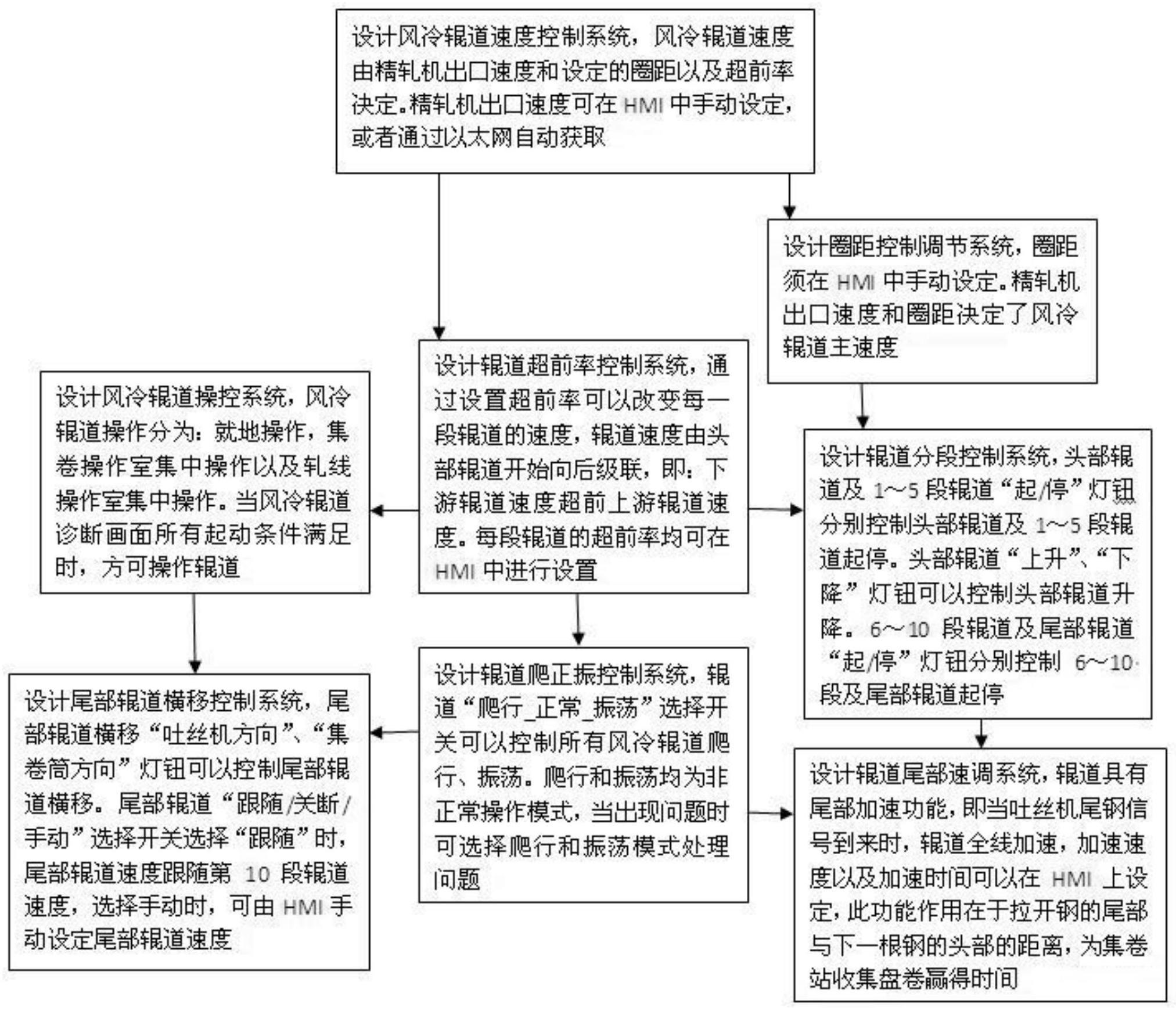
16、步骤一:设计风冷辊道速度控制系统,基于精轧机出口速度和设定的圈距以及超前率决定风冷辊道速度,在hmi中手动设定精轧机出口速度,或者通过以太网自动获取;
17、步骤二:设计圈距控制调节系统,在hmi中手动设定圈距,通过精轧机出口速度和圈距决定风冷辊道主速度;
18、步骤三:设计辊道超前率控制系统,通过设置超前率改变每一段辊道的速度,辊道速度由头部辊道开始向后级联,即:下游辊道速度超前上游辊道速度,在hmi中设置每段辊道的超前率;
19、步骤四:设计风冷辊道操控系统,当风冷辊道诊断画面所有起动条件满足时,对风冷辊道进行操作,分为:就地操作,集卷操作室集中操作以及轧线操作室集中操作;
20、步骤五:设计辊道分段控制系统,通过头部辊道及1~5段辊道“起/停”灯钮分别控制头部辊道及1~5段辊道起停,通过头部辊道“上升”、“下降”灯钮控制头部辊道升降,通过6~10段辊道及尾部辊道“起/停”灯钮分别控制6~10段及尾部辊道起停;
21、步骤六:设计辊道爬正振控制系统,通过辊道“爬行_正常_振荡”选择开关控制所有风冷辊道爬行、振荡;
22、步骤七:设计尾部辊道横移控制系统,通过尾部辊道横移“吐丝机方向”、“集卷筒方向”灯钮控制尾部辊道横移,当尾部辊道“跟随/关断/手动”选择开关选择“跟随”时,尾部辊道速度跟随第10段辊道速度,当选择手动时,由hmi手动设定尾部辊道速度;
23、步骤八:设计辊道尾部速调系统,当吐丝机尾钢信号到来时,辊道全线加速,在hmi上设定加速速度以及加速时间,拉开钢的尾部与下一根钢的头部的距离,为集卷站收集盘卷赢得时间。
24、本发明的有益效果为:
25、1、本发明对风冷辊道进行速度控制和圈距调节,可以有效的避免盘卷在风冷辊道上不能够进行动态的位置调整的问题,实现了对成品盘卷间隔距离的最优控制,并对风冷辊道进行超前率控制和分段控制,当在盘卷的运输过程中出现异常的时候,可以进行相匹配的控制调整及优化,实现了精准量化及高效匹配控制。
26、2、本发明通过尾部辊道横移系统,可以根据集卷区域的动态情况对落卷的中心位置进行调整,以此避免异常情况下的盘卷落卷不规整,进而避免导致的乱线、卡钢。
27、3、本发明通过辊道尾部速调系统,可以根据现场的实际需求对盘卷的动态间隔进行调整,进而实现了动态最优间隔的调整。
28、4、本发明实现了对高线风冷辊道的精准量化以及个性化控制,进而可以助力成品盘卷的质量提升,以及卡钢、乱线事故的大幅降低。
- 还没有人留言评论。精彩留言会获得点赞!