多激光束极耳成型方法及系统与流程
本发明涉及锂离子电池生产领域,具体而言,涉及一种多激光束极耳成型方法及系统。
背景技术:
1、在目前锂电池极片高速激光切极耳设备中,极片极耳成型过程主要由一个激光束或者两个激光束切割完成。其中,两个激光束的切割比一个激光束切割的稳定性更好。但是,由于两个激光束的切割极耳过程还是为单激光轨迹切割,会存在以下主要缺点:
2、要完整切完极耳根部以上的部分,激光束轨迹形状呈现类似于三角形或者8字形的连续形状。8字形的激光束轨迹在极片平面上的路径方向必然有折回,三角形的激光束轨迹则切割口走带方向的跨距大,极片抖动越大切割越不稳定,所以切割口跨距受限,导致切割轨迹主要呈现8字形。8字形的激光束轨迹意味着轨迹存在相对极片料带方向逆走的情况,此时激光光束相对于静止极片料带的切割速度会出现叠加,为保证作用于极片料带单位面积上的光束能量一致,既保证切割质量一样,势必需要对激光能量提出更高的要求,轨迹的频繁折回现象,势必会对振镜的硬件需求更高。
3、高速切割时,在追求激光光束相对极片料带速度较低,保证切割能量足够的情况下,由于切割极耳轨迹的连续性,势必使三角形/8字形整体轨迹在走带方向上的距离增大,导致切割腔的切割口跨距增大,容易出现切割极片抖动离焦切不断的现象。
4、单激光轨迹成型极耳的路径相对固定,即光束在三角形/8字形的起切点相对固定,普遍从靠近极片来料方向最近的一点开始切割,即从极片来料进入切割口的的第一个极耳根部开始,然后切完极耳的顶部,最后收刀于极耳第二个根部。由于激光腔的抽尘主要在极耳顶部方向,激光束往极耳顶部切割时,激光束存在被粉尘挡住能量变弱的问题,切至顶部折回时亦存在此挡光光束能量变弱的问题,很可能影响切割质量不良。
5、单激光极耳顶部成型,容易出现在切割完极耳上顶部后,极片箔材延展张力突然释放,加上高速走带的风阻,极耳下顶部会容易出现悬空抖动,导致极耳上顶部抖动严重切割不良的问题,严重者甚至会撞切割口下边缘,出现损伤极耳并加剧极耳上顶部抖动的问题,尤其在极片延展性不好的时候,此问题尤其突出。
6、据此,在相同的激光束能量和振镜等硬件条件下,以达到最大限度的提速稳定切割,提出本发明目的。
技术实现思路
1、本发明的目的包括,例如,提供了一种多激光束极耳成型方法,其能够改善两个激光束切割完成极耳的方法稳定性不高且速度有限的问题。
2、本发明的目的还包括,提供了一种多激光束极耳成型系统,其能够改善两个激光束切割完成极耳的方法稳定性不高且速度有限的问题。
3、本发明的实施例可以这样实现:
4、本发明的实施例提供了一种多激光束极耳成型方法,包括:
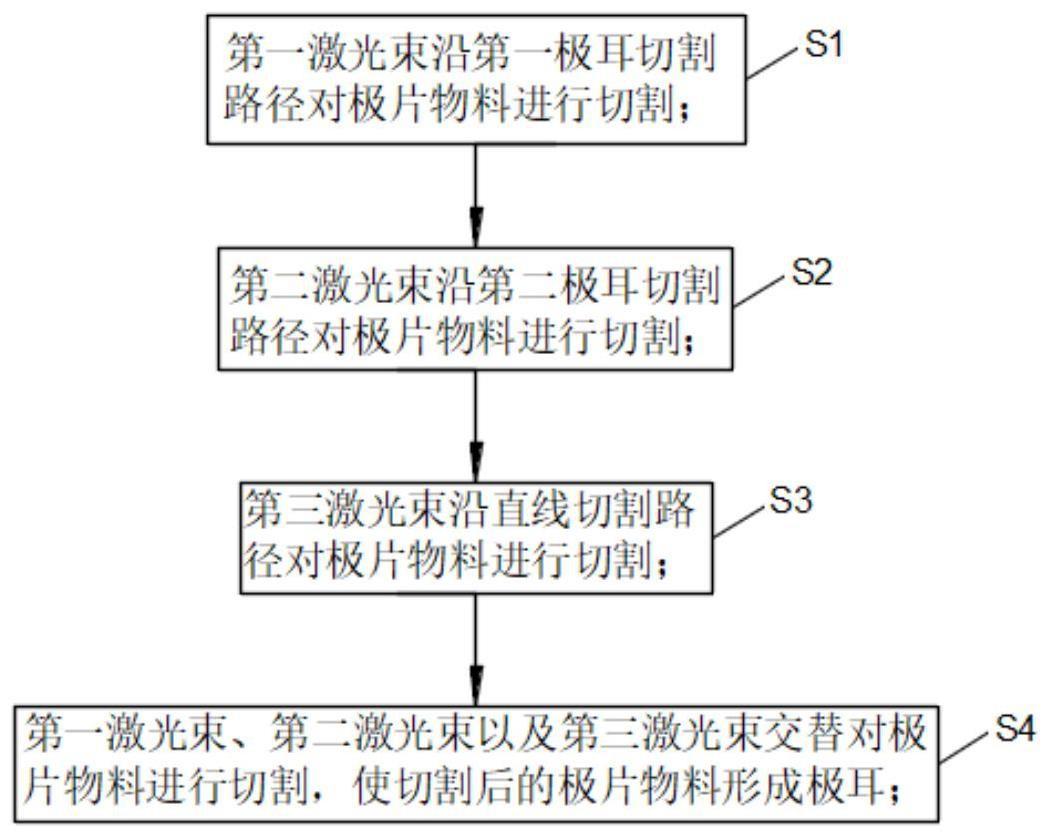
5、第一激光束沿第一极耳切割路径对极片物料进行切割;
6、第二激光束沿第二极耳切割路径对所述极片物料进行切割;
7、第三激光束沿直线切割路径对所述极片物料进行切割;
8、所述第一激光束、所述第二激光束以及所述第三激光束交替对所述极片物料进行切割,使切割后的所述极片物料形成极耳;
9、其中,所述第一极耳切割路径包括相互连接的第一极耳高度路径以及第一部分极耳宽度路径,所述第二极耳切割路径包括相互连接的第二极耳高度路径以及第二部分极耳宽度路径,所述第一部分极耳宽度路径以及所述第二部分极耳宽度路径相交以共同形成所述极耳的极耳宽度,所述第一极耳高度路径以及所述第二极耳高度路径分别与相邻的两个所述直线切割路径相交。
10、另外,本发明的实施例提供的多激光束极耳成型方法还可以具有如下附加的技术特征:
11、可选地,所述第一极耳高度路径包括依次连接的第一拐角路径部分、第一宽度直线路径部分以及第二拐角路径部分;所述第二极耳高度路径包括依次连接的第三拐角路径部分、第二宽度直线路径部分以及第四拐角路径部分。
12、可选地,所述第一极耳切割路径还包括第一废料切割路径;所述第一废料切割路径、所述第一部分极耳宽度路径以及所述第一极耳高度路径依次连接;所述第一废料切割路径用于引导所述第一激光束将所述极片物料的废料边沿沿所述极片物料的宽度方向切断。
13、可选地,所述第二极耳切割路径还包括第二废料切割路径;所述第二废料切割路径、所述第二部分极耳宽度路径以及所述第二极耳高度路径依次连接;所述第二废料切割路径用于引导所述第二激光束将所述极片物料的废料边沿沿所述极片物料的宽度方向切断。
14、可选地,所述第一极耳切割路径具有位置相对的第一端以及第二端,所述第一激光束沿所述第一端到所述第二端的方向对极片物料进行切割,或者所述第一激光束沿所述第二端到所述第一端的方向对极片物料进行切割。
15、可选地,所述第二极耳切割路径具有位置相对的第三端以及第四端,所述第二激光束沿所述第三端到所述第四端的方向对极片物料进行切割,或者所述第二激光束沿所述第四端到所述第三端的方向对极片物料进行切割。
16、可选地,所述第一激光束沿第一极耳切割路径对极片物料进行切割的步骤以及所述第二激光束沿第二极耳切割路径对所述极片物料进行切割的步骤,先于所述第三激光束沿直线切割路径对所述极片物料进行切割的步骤。
17、可选地,所述第一极耳切割路径沿所述极片物料的走带方向位于所述第二极耳切割路径的后方;
18、所述第一激光束沿第一极耳切割路径对极片物料进行切割的步骤先于所述第二激光束沿第二极耳切割路径对所述极片物料进行切割的步骤。
19、可选地,所述第一激光束的数量为至少一个,所述第一极耳切割路径包括至少一个第一路径段,每个所述第一激光束沿一个所述第一路径段对所述极片物料进行切割;
20、所述第二激光束的数量为至少一个,所述第二极耳切割路径包括至少一个第二路径段,每个所述第二激光束沿一个所述第二路径段对所述极片物料进行切割。
21、本发明的实施例还提供了一种多激光束极耳成型系统。用于实施多激光束极耳成型方法,所述多激光束极耳成型系统包括第一过辊、第二过辊、第一激光束、第二激光束以及第三激光束;所述第一过辊以及所述第二过辊用于输送所述极片物料,所述第一激光束、所述第二激光束以及所述第三激光束分别设置在所述极片物料的同侧或者不同侧,以对所述极片物料进行切割。
22、本发明实施例的多激光束极耳成型方法及系统的有益效果包括,例如:
23、多激光束极耳成型方法,包括第一激光束沿第一极耳切割路径对极片物料进行切割;第二激光束沿第二极耳切割路径对极片物料进行切割;第三激光束沿直线切割路径对极片物料进行切割;第一激光束、第二激光束以及第三激光束交替对极片物料进行切割,使切割后的极片物料形成极耳。
24、采用第一极耳切割路径以及第二极耳切割路径分别独立进行,以成型极耳顶部,避免了单激光的方向折回、轨迹相对料带方向逆走以及两部分轨迹连续现象,最大限度降低了切割对振镜性能的要求,并且降低了激光束轨迹相对料带的运动速度,在同样的激光能量等硬件一样的条件下,能够切割出更高的走料速度。
25、多激光束极耳成型系统,用于实施多激光束极耳成型方法。改善两个激光束切割完成极耳的方法稳定性不高且速度有限的问题。
- 还没有人留言评论。精彩留言会获得点赞!