H型钢翼缘矫直装置的制作方法
本发明属于h型钢生产,更具体的说,本发明涉及一种h型钢翼缘矫直装置。
背景技术:
1、h型钢生产主要包括热轧h型钢及焊接h型钢,针对热轧h型钢,为保证性能满足技术要求及降低生产成本,部分等级牌号热轧h型钢会选择轧后穿水工艺,在随后冷却过程中,由于热应力的作用会产生括弧腿现象,即出现翼缘弯曲,同时由于轧制工程中轧制线的偏移会造成h型钢上并下扩等缺陷;针对焊接h型钢,在r角位置,同样由于焊接时温度引起热应力,会造成括弧腿现象,造成下游用户后续无法进行对接焊接使用。采用现有辊矫设备对h型钢进行矫直时,h型钢的翼缘由于顶端开口较小,无法正常咬入,从而造成矫直过程中矫卡现象,同时由于变形造成的翼缘弯曲超标,只能进行判废,使产品合格率及成材率降低,造成较大的经济损失。
2、授权公告号为cn 212469301 u的专利文献公布了一种刚翼缘矫直机,其包括主台、设于主台上表面相对两侧处的限位座、设于限位座且对h型钢翼缘板进行矫直的矫直机构,两个限位座的相对侧面之间设有两组可分别抵接于h型钢腹板两侧的限位轮,限位座设有可带动限位轮沿h型钢宽度方向移动的限位轮带动机构,具备通过限位轮抵接于腹板使得在h型钢沿自身长度方向移动的过程中不易出现偏移,保证矫直工作正常进行,提升h型钢的矫直质量的效果。但该刚翼缘矫直机只能矫直括弧腿,针对h型钢翼缘出现上并下扩及x型腿缺陷则不能进行矫直。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提供一种h型钢翼缘矫直装置,目的是防止h型钢在生产过程中翼缘弯曲、翼缘斜度超标以及括弧腿情况的产生,提高产品合格率。
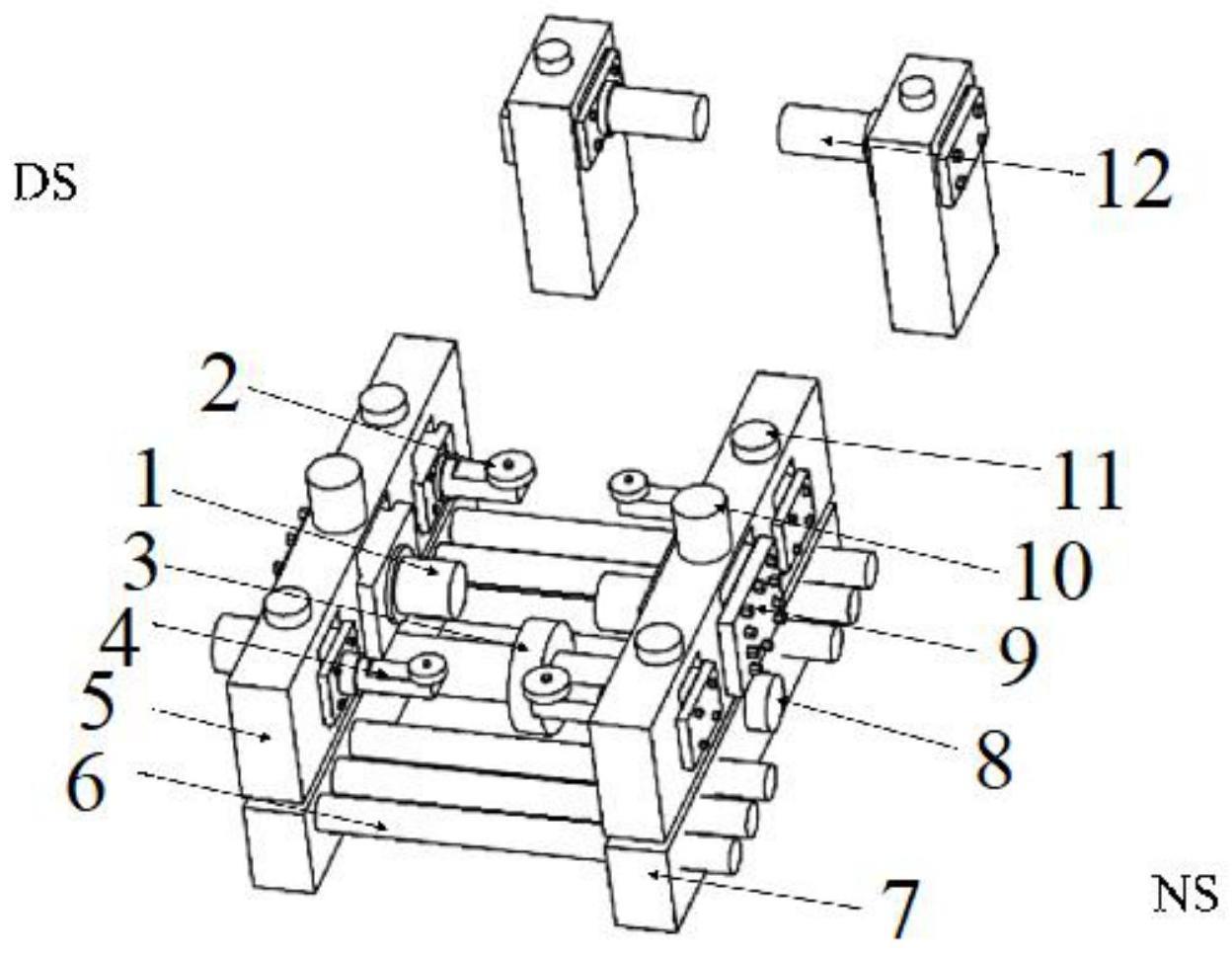
2、为了实现上述目的,本发明采取的技术方案为:h型钢翼缘矫直装置,包括输送辊道、位于输送辊道上方的矫直辊、用于对h型钢的腹板进行固定的腹板限制轮和可移动设置的下支撑辊,所述矫直辊设置成可在第一压下状态与第二压下状态之间进行切换,处于第一压下状态的矫直辊对h型钢的下翼缘板的两端施加压力,处于第二压下状态的矫直辊对h型钢的上翼缘板的两端施加压力,下支撑辊设置成在矫直辊处于第一压下状态时对h型钢的下翼缘板提供支撑。
3、所述腹板限制轮为两两成对设置,同一对的两个腹板限制轮分别位于h型钢的腹板的相对两侧。
4、所述腹板限制轮设置两对,两对腹板限制轮分别位于h型钢翼缘矫直装置的入口和出口位置。
5、所述矫直辊与第一压下机构连接,处于第一压下状态的矫直辊的高度小于处于第二压下状态的矫直辊的高度。
6、所述腹板限制轮与第二压下机构连接。
7、所述矫直辊为两两成对设置。
8、所述输送辊道设置于下底座上,所述矫直辊和所述腹板限制轮设置于上底座上,上底座位于下底座的上方。
9、所述的h型钢翼缘矫直装置还包括用于对h型钢进行限位的限制机构,限制机构位于所述上底座和下底座的后方。
10、所述矫直辊具有长度大小不同的多种型号,处于第一压下状态的矫直辊的长度小于处于第二压下状态的矫直辊的长度。
11、所述矫直辊与h型钢的上翼缘板和下翼缘板相接触部位的长度设置为0.85b≤l1+l2≤b,其中b值为h型钢的上翼缘板或下翼缘板的宽度,l1、l2为两个矫直辊与h型钢的上翼缘板或下翼缘板相接触部位的长度。
12、本发明的h型钢翼缘矫直装置,结构简单,安装及使用方便,可以有效防止h型钢在生产过程中翼缘弯曲、翼缘斜度超标以及括弧退情况的产生,提高产品合格率。
技术特征:
1.h型钢翼缘矫直装置,包括输送辊道和位于输送辊道上方的矫直辊,其特征在于:还包括用于对h型钢的腹板进行固定的腹板限制轮和可移动设置的下支撑辊,所述矫直辊设置成可在第一压下状态与第二压下状态之间进行切换,处于第一压下状态的矫直辊对h型钢的下翼缘板的两端施加压力,处于第二压下状态的矫直辊对h型钢的上翼缘板的两端施加压力,下支撑辊设置成在矫直辊处于第一压下状态时对h型钢的下翼缘板提供支撑。
2.根据权利要求1所述的h型钢翼缘矫直装置,其特征在于:所述腹板限制轮为两两成对设置,同一对的两个腹板限制轮分别位于h型钢的腹板的相对两侧。
3.根据权利要求2所述的h型钢翼缘矫直装置,其特征在于:所述腹板限制轮设置两对,两对腹板限制轮分别位于h型钢翼缘矫直装置的入口和出口位置。
4.根据权利要求1至3任一所述的h型钢翼缘矫直装置,其特征在于:所述矫直辊与第一压下机构连接,处于第一压下状态的矫直辊的高度小于处于第二压下状态的矫直辊的高度。
5.根据权利要求1至4任一所述的h型钢翼缘矫直装置,其特征在于:所述腹板限制轮与第二压下机构连接。
6.根据权利要求1至5任一所述的h型钢翼缘矫直装置,其特征在于:所述矫直辊为两两成对设置。
7.根据权利要求1至6任一所述的h型钢翼缘矫直装置,其特征在于:所述输送辊道设置于下底座上,所述矫直辊和所述腹板限制轮设置于上底座上,上底座位于下底座的上方。
8.根据权利要求7所述的h型钢翼缘矫直装置,其特征在于:还包括用于对h型钢进行限位的限制机构,限制机构位于所述上底座和下底座的后方。
9.根据权利要求1至8任一所述的h型钢翼缘矫直装置,其特征在于:所述矫直辊具有长度大小不同的多种型号,处于第一压下状态的矫直辊的长度小于处于第二压下状态的矫直辊的长度。
10.根据权利要求9所述的h型钢翼缘矫直装置,其特征在于:所述矫直辊与h型钢的上翼缘板和下翼缘板相接触部位的长度设置为0.85b≤l1+l2≤b,其中b值为h型钢的上翼缘板或下翼缘板的宽度,l1、l2为两个矫直辊与h型钢的上翼缘板或下翼缘板相接触部位的长度。
技术总结
本发明公开了一种H型钢翼缘矫直装置,包括输送辊道、位于输送辊道上方的矫直辊、用于对H型钢的腹板进行固定的腹板限制轮和可移动设置的下支撑辊,所述矫直辊设置成可在第一压下状态与第二压下状态之间进行切换,处于第一压下状态的矫直辊对H型钢的下翼缘板的两端施加压力,处于第二压下状态的矫直辊对H型钢的上翼缘板的两端施加压力,下支撑辊设置成在矫直辊处于第一压下状态时对H型钢的下翼缘板提供支撑。本发明的H型钢翼缘矫直装置,结构简单,安装及使用方便,可以有效防止H型钢在生产过程中翼缘弯曲、翼缘斜度超标以及括弧退情况的产生,提高产品合格率。
技术研发人员:沈千成,陈伟,吴湄庄,陈辉,彭林,丁朝晖
受保护的技术使用者:马鞍山钢铁股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!