一种应用于整体叶盘叶片的加工方法与流程
本说明书涉及整体叶盘加工,具体涉及一种应用于整体叶盘叶片的加工方法。
背景技术:
1、整体叶盘(如图2所示)是为了满足高性能航空发动机而设计的新型结构件,其结构模型如附图1所示,其将发动机转子叶片和轮盘形成一体,省去了传统连接中的榫头、榫槽及锁紧装置等,减少结构重量及零件数量,避免榫头气流损失,提高气动效率,使发动机结构大为简化。整体叶盘的制造主要采用数控加工、电解加工、电化学加工和线性摩擦焊等方法。由于数控加工技术在整体叶盘新产品研制阶段具备快速反应,工装夹具简单,工艺成熟度比较高等优点,因此成为企业加工整体叶盘的首选。
2、整体叶盘的叶片属于薄壁结构,加工刚性较差,传统的叶片铣削方法加工过程中叶片易发生振颤、变形。如何增加整体叶盘叶片的加工刚性是整体叶盘叶片加工的主要难点。目前,行业内采用过许多方法来增加叶片铣削刚性,如在叶片间填充材料,分段加工(如图3所示)等方法。使用在叶片间填充材料的方法,填充材料容易脱落、流失,在叶片加工过程中需要多次填充,尤其是在叶型一次性铣削下,需要填充3~4次,准备时间长,且填充的材料不同,对冷却液、金属具有不同的影响,甚至会影响加工;分段加工可以有效地增强零件的刚性,但加工过程中层与层之间会产生接刀痕,必须通过抛光才能进行后续的叶型表面的光饰处理,增加了加工周期,同时,要求抛光工人需有一定的技能水平,间接增加了叶片的超差风险。除此以外,还有一种“一托二”的叶片铣削策略(如图4所示),该铣削策略是保留叶片间毛料,在叶片精加工时,将叶片间毛料去除工作和叶片精加工同时进行。该种方法可以有效的增强叶片的加工刚性,但在加工过程中需要将叶片奇数片和偶数片错开加工,增加了操作难度,并且对于特殊毛胚,如精密铸造毛胚、3d打印毛胚(如附图5所示),该种铣削策略就不适用。
技术实现思路
1、有鉴于此,本说明书实施例提供一种应用于整体叶盘叶片的加工方法,以达到增强整体叶盘叶片铣削刚性的目的。
2、本说明书实施例提供以下技术方案:
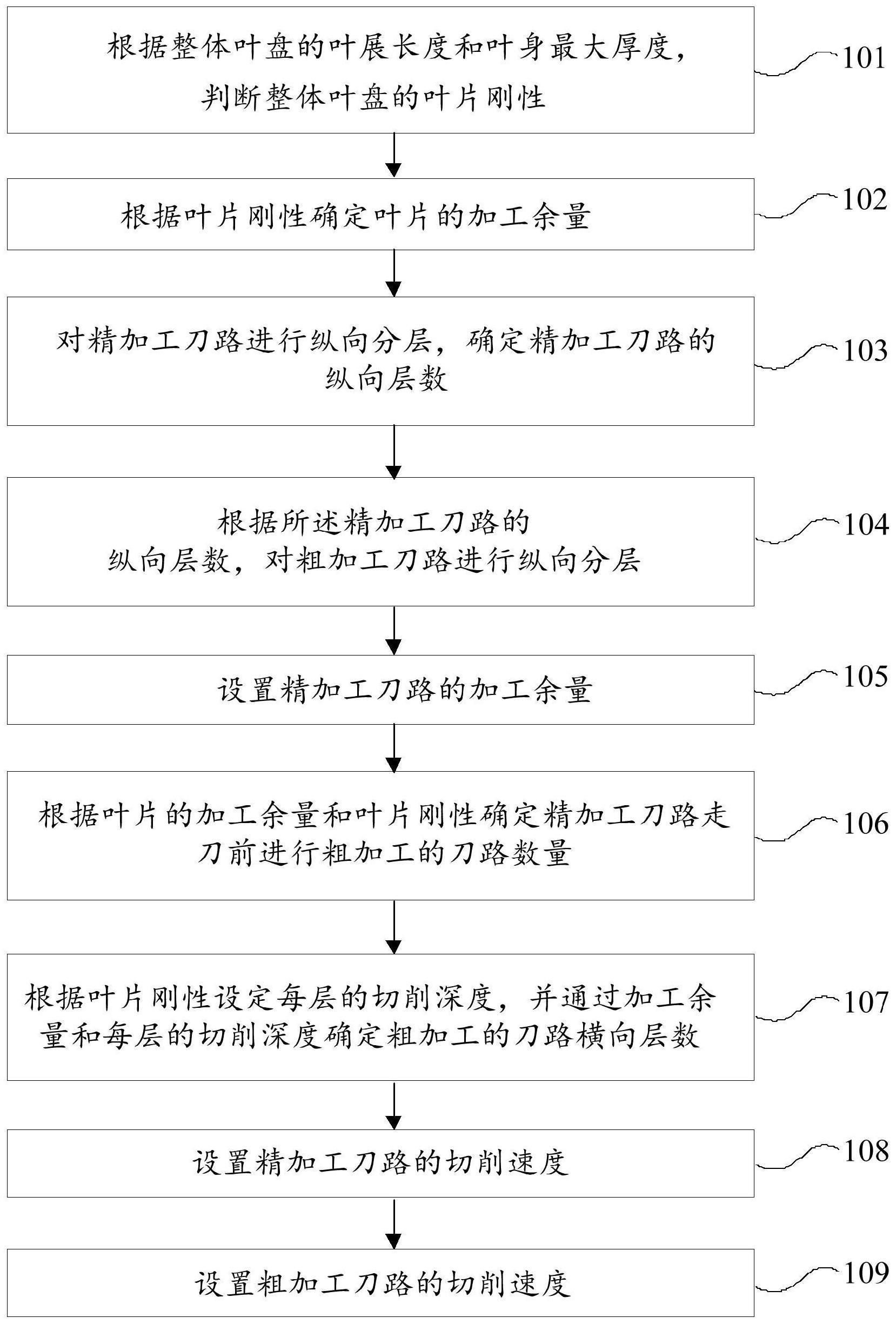
3、一种应用于整体叶盘的叶片的加工方法,包括以下步骤:
4、根据整体叶盘的叶展长度和叶身最大厚度,判断整体叶盘的叶片刚性;
5、根据叶片刚性确定叶片的加工余量;
6、对精加工刀路进行纵向分层,确定精加工刀路的纵向层数;
7、根据精加工刀路的纵向层数,对粗加工刀路进行纵向分层;
8、设置精加工刀路的加工余量;
9、根据叶片的加工余量和叶片刚性确定精加工刀路走刀前进行粗加工的刀路数量;
10、根据叶片刚性设定每层的切削深度,并通过加工余量和每层的切削深度确定粗加工的刀路横向层数;
11、设置精加工刀路的切削速度,其中,精加工刀路的切削速度包括主轴转速和进给量;
12、设置粗加工刀路的切削速度,其中,粗加工刀路的切削速度包括进给速度和主轴转速。
13、进一步地,根据叶展长度和叶身最大厚度的比值,判断整体叶盘的叶片刚性,根据叶片刚性确定叶片的加工余量,包括:
14、当叶展长度与叶身最大厚度的比值≤20时,则判断该叶片刚性为较强,加工余量设定为小于1mm;
15、当20<叶展长度与叶身最大厚度的比值<40时,则判断该叶片刚性为中等,加工余量设定为小于或等于2mm;
16、当叶展长度与叶身最大厚度的比值≥40时,则判断该叶片刚性为较差,加工余量设定为大于2mm。
17、进一步地,对精加工刀路进行纵向分层,包括:
18、通过叶片的上流道至下流道的距离和预先设定的标准残余高度,计算精加工刀路的纵向分层,其中,精加工刀路的纵向分层包括精加工刀路的纵向层数和精加工刀路的层间间隔。
19、进一步地,根据精加工刀路的纵向层数,对粗加工刀路进行纵向分层,包括:
20、设定粗加工的纵向层距;
21、根据精加工刀路的纵向层数和精加工刀路的层间间隔,计算初始粗加工刀路的纵向层数;
22、将初始粗加工刀路的纵向层数进行取整,得到粗加工刀路的纵向层数。
23、进一步地,粗加工的纵向层距设定为粗加工刀具直径的10%。
24、进一步地,精加工刀路的加工余量小于或等于1mm。
25、进一步地,根据叶片刚性设定每层的切削深度,包括:
26、当叶片刚性为较强,则横向分层后每层的切削深度设定为≯1.5mm;
27、当叶片刚性为中等,则横向分层后每层的切削深度设定为≯1mm;
28、当叶片刚性为较差,则横向分层后每层的切削深度设定为≯0.5mm。
29、进一步地,精加工刀路的主轴转速为955rpm至5305rpm,进给量为286.4mm/min至848mm/min。
30、进一步地,粗加工刀路的进给速度为320mm/min至950mm/min,主轴转速为795rpm至3000rpm。
31、与现有技术相比,本说明书实施例采用的上述至少一个技术方案能够达到的有益效果至少包括:
32、采用粗精同步的叶片铣削加工方法,将叶片从叶尖至叶根进行等距分层,每一层均在粗加工完成后立刻进行精加工,使已加工的部分已达成品状态,未加工的部分呈毛胚状态,极大的增强了叶片的加工刚性。通过叶片变进给、变转速的叶片铣削加工方法,避免叶片在粗加工时因刀具转速过快出现震颤的现象。
技术特征:
1.一种应用于整体叶盘叶片的加工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的应用于整体叶盘叶片的加工方法,其特征在于,根据叶展长度和叶身最大厚度的比值,判断所述整体叶盘的叶片刚性,根据所述叶片刚性确定所述叶片的加工余量,包括:
3.根据权利要求1所述的应用于整体叶盘叶片的加工方法,其特征在于,对精加工刀路进行纵向分层,包括:
4.根据权利要求3所述的应用于整体叶盘叶片的加工方法,其特征在于,根据所述精加工刀路的纵向层数,对粗加工刀路进行纵向分层,包括:
5.根据权利要求4所述的应用于整体叶盘叶片的加工方法,其特征在于,所述粗加工的纵向层距设定为粗加工刀具直径的10%。
6.根据权利要求1所述的应用于整体叶盘叶片的加工方法,其特征在于,所述精加工刀路的加工余量小于或等于1mm。
7.根据权利要求2所述的应用于整体叶盘叶片的加工方法,其特征在于,根据所述叶片刚性设定每层的切削深度,包括:
8.根据权利要求1所述的应用于整体叶盘叶片的加工方法,其特征在于,所述精加工刀路的所述主轴转速为955rpm至5305rpm,所述进给量为286.4mm/min至848mm/min。
9.根据权利要求1所述的应用于整体叶盘的叶片的加工方法,其特征在于,所述粗加工刀路的所述进给速度为320mm/min至950mm/min,所述主轴转速为795rpm至3000rpm。
技术总结
本发明提供一种应用于整体叶盘叶片的加工方法,包括:根据整体叶盘的叶展长度和叶身最大厚度,判断整体叶盘的叶片刚性;根据叶片刚性确定叶片的加工余量;对精加工刀路进行纵向分层,确定精加工刀路的纵向层数;根据精加工刀路的纵向层数,对粗加工刀路进行纵向分层;设置精加工刀路的加工余量;根据叶片的加工余量和叶片刚性确定精加工刀路走刀前进行粗加工的刀路数量;根据叶片刚性设定每层的切削深度,并通过加工余量和每层的切削深度确定粗加工的刀路横向层数;设置精加工和粗加工刀路的切削速度。通过粗精同步的叶片铣削加工方法,可避免叶片在粗加工时因刀具转速过快出现震颤的现象,提高叶片加工效率。
技术研发人员:王明中,杨岩,武鹏飞,周晓伟,邓杰,刘建华,杨磊,王忠,刘欣,郑超
受保护的技术使用者:中国航发航空科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!