一种厚板双面四丝单道埋弧焊接方法与流程
本发明涉及四丝埋弧焊领域,尤其是涉及一种厚板双面四丝单道埋弧焊接方法。
背景技术:
1、在管道、压力容器、桥梁、船舶、钢结构等制造行业,钢板厚度≥30mm的应用越来越多,厚板埋弧焊焊接技术应用场景越来越多,其中大多采用多道次埋弧焊工艺焊接厚板,以保证焊透及焊缝成形,部分采用了双面四丝单道埋弧焊接方法。在采用双面四丝单道埋弧焊接方法焊接厚板时面临焊接坡口截面积大、坡口钝边尺寸大,为保证厚板焊透及大截面坡口填满、焊缝成形良好,确定合适的四丝单道埋弧焊焊接规范是关键。焊接电流过大,会形成焊穿或焊缝余高过大,如果焊接电流过小,则会形成未焊透或未焊满,这些都是不能允许的焊接缺陷。
2、采用双面四丝单道埋弧焊接方法焊接厚板目前常规做法是设计多种坡口尺寸匹配不同四丝单道埋弧焊焊接规范,往往要通过多次试验才能确定,其工序如下:设计坡口尺寸对应的四丝单道埋弧焊焊接规范→坡口加工→试板焊接→焊缝探伤→焊缝宏观样加工→焊缝宏观形貌检测等过程,其存在的不足是每一种坡口尺寸对应的四丝单道埋弧焊焊接规范,都需完成一次上述试验的循环,直至筛选出双面单道焊缝重合量合适、焊缝成形良好的对应坡口尺寸匹配的四丝单道埋弧焊焊接规范,试验周期长,材料消耗大浪费大。为此我们提出一种厚板双面四丝单道埋弧焊接方法用于解决上述问题。
技术实现思路
1、本发明提供了一种厚板双面四丝单道埋弧焊接方法,提供焊缝熔深与四丝单道一丝焊接规范、焊丝填充面积与四丝焊接规范的函数关系,设计厚板双面四丝单道埋弧焊接的焊接坡口尺寸及对应的焊接规范进行厚板双面四丝单道埋弧焊接,既保证厚板大钝边尺寸双面焊接焊透,又保证厚板大坡口截面填满,获得良好的焊缝成形,减少了试验频次与周期。
2、为解决上述技术问题,本发明所采用的技术方案是:一种厚板双面四丝单道埋弧焊接方法,包括以下步骤:s1、焊接前准备:确定焊接母材、焊丝和焊剂;
3、s2、对焊接母材进行开坡口,确定坡口参数;
4、s3、确定焊接规范:确定焊缝熔深与四丝单道埋弧焊一丝焊接规范的函数关系;
5、确定焊丝填充面积与四丝单道埋弧焊一丝、二丝、三丝、四丝焊接规范的函数关系;
6、s4、对厚板母材采用双面四丝单道埋弧焊:采用设计的焊接规范对母材上坡口、背面坡口焊接。
7、优选的方案中,步骤s1中,母材厚度30~60mm,焊丝直径3~5mm,焊剂为碱性烧结焊剂。
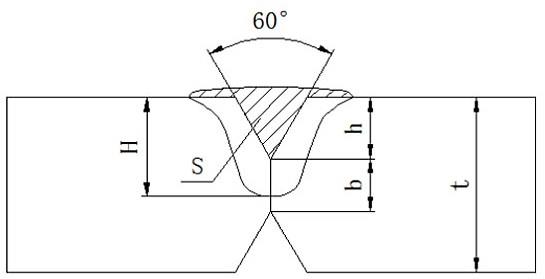
8、优选的方案中,步骤s2中,母材坡口型式为带钝边的对称x型坡口,坡口深度为11.5~18.5mm,钝边尺寸为9~23mm,对接坡口角度为60°。
9、优选的方案中,步骤s3中,焊缝熔深与四丝单道埋弧焊一丝焊接规范的函数关系的公式为:
10、
11、其中h为焊缝熔深;t为钢板壁厚;h为坡口深度;i1为一丝焊接电流,取值范围1050~1250a;v1为一丝电弧电压,取值范围35~37v。
12、优选的方案中,步骤s3中,焊丝填充面积与四丝单道埋弧焊一丝、二丝、三丝、四丝焊接规范的函数关系公式为:
13、
14、h为坡口深度;s为焊丝填充面积;i1为一丝焊接电流;v1为一丝电弧电压;i2为二丝焊接电流,;v2为二丝电弧电压;i3为三丝焊接电流;v3为三丝电弧电压;i4为四丝焊接电流;v4为四丝电弧电压;v为焊接速度。
15、优选的方案中,i1取值范围900~1000a;v1取值范围35~37v;i2取值范围900~1000a;v2取值范围37~39v;i3取值范围750~1000a;v3取值范围39~41v;i4取值范围650~900a;v4取值范围41~42v;v取值450~1150mm/min。
16、优选的方案中,步骤s4中,采用设计的焊接规范四丝埋弧焊对接钢板上坡口,且一道焊满;钢板上坡口焊完后,采用与上坡口相同的焊接规范翻面焊接对接钢板背面坡口,且一道焊满。
17、优选的方案中,母材厚度30~60mm时,背母材面焊接不需要清根。
18、优选的方案中,双面单道焊缝重合量为3~7mm,双面单道焊缝余高为0.5~5mm。
19、本发明的有益效果为:克服现有技术存在的不足,提供一种结合焊缝熔深与四丝单道埋弧焊一丝焊接规范的函数关系、焊丝填充面积与四丝单道埋弧焊一丝、二丝、三丝、四丝焊接规范的函数关系设计厚板双面四丝单道埋弧焊接的焊接坡口尺寸及对应的焊接规范进行厚板双面四丝单道埋弧焊接,既保证厚板大钝边尺寸双面焊接焊透,又保证厚板大坡口截面填满,获得良好的焊缝成形,相比目前双面四丝单道埋弧焊接方法焊接厚板常规做法减少了试验频次,试验周期短,试验材料消耗少,具有较大的推广价值。
技术特征:
1.一种厚板双面四丝单道埋弧焊接方法,其特征是:包括以下步骤:s1、焊接前准备:确定焊接母材、焊丝和焊剂;
2.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:步骤s1中,母材厚度30~60mm,焊丝直径3~5mm,焊剂为碱性烧结焊剂。
3.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:步骤s2中,母材坡口型式为带钝边的对称x型坡口,坡口深度为11.5~18.5mm,钝边尺寸为9~23mm,对接坡口角度为60°。
4.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:步骤s3中,焊缝熔深与四丝单道埋弧焊一丝焊接规范的函数关系的公式为:
5.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:步骤s3中,焊丝填充面积与四丝单道埋弧焊一丝、二丝、三丝、四丝焊接规范的函数关系公式为:
6.根据权利要求4所述一种厚板双面四丝单道埋弧焊接方法,其特征是:i1取值范围900~1000a;v1取值范围35~37v;i2取值范围900~1000a;v2取值范围37~39v;i3取值范围750~1000a;v3取值范围39~41v;i4取值范围650~900a;v4取值范围41~42v;v取值450~1150mm/min。
7.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:步骤s4中,采用设计的焊接规范四丝埋弧焊对接钢板上坡口,且一道焊满;钢板上坡口焊完后,采用与上坡口相同的焊接规范翻面焊接对接钢板背面坡口,且一道焊满。
8.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:母材厚度30~60mm时,背母材面焊接不需要清根。
9.根据权利要求1所述一种厚板双面四丝单道埋弧焊接方法,其特征是:双面单道焊缝重合量为3~7mm,双面单道焊缝余高为0.5~5mm。
技术总结
本发明提供一种厚板双面四丝单道埋弧焊接方法,包括焊接前准备:确定焊接母材、焊丝和焊剂;对焊接母材进行开坡口,确定坡口参数;确定焊接规范:确定焊缝熔深与四丝单道埋弧焊一丝焊接规范的函数关系;确定焊丝填充面积与四丝单道埋弧焊一丝、二丝、三丝、四丝焊接规范的函数关系;对厚板母材上坡口、背面坡口焊接。既保证厚板大钝边尺寸双面焊接焊透,又保证厚板大坡口截面填满,获得良好的焊缝成形,相比目前双面四丝单道埋弧焊接方法焊接厚板常规做法减少了试验频次,试验周期短,试验材料消耗少,具有较大的推广价值。
技术研发人员:唐子金,索琪,张晓强,罗洪福,曾德胜,杨雄英,张驰,王燕,李慧,黄波
受保护的技术使用者:中石化石油机械股份有限公司沙市钢管分公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!