折边加工件的制造方法与流程
本发明涉及折边加工件的制造方法。
背景技术:
1、机动车的门、发动机罩以及行李箱盖等包括外板以及内板。作为将这些板结合的方法,通常是将外板的端部折弯180°并夹入内板的端部(即,通过折边加工)而结合的方法。折边加工通常在将外板弯曲约90°(例如70~100°)后将内板配置于外板的内侧并进一步将外板弯曲来进行。
2、专利文献1公开了不产生曲部的不良(例如,破裂、表面粗糙等)且尺寸精度也良好的折边加工的方法。
3、现有技术文献
4、专利文献
5、专利文献1:日本特开2001-205365号
6、伴随着近年的板的轻量化以及薄型化,在折边加工后的一部分曲部应变容易集中。并且,在专利文献1所公开的那样的以往技术中,在折边加工后的一部分曲部中容易产生不良。
技术实现思路
1、发明要解决的课题
2、本发明是鉴于这样的状况而完成的,其目的在于提供能够抑制应变向一部分曲部的集中的折边加工件的制造方法。
3、用于解决课题的方案
4、本发明的方案1是一种折边加工件的制造方法,其中,
5、所述折边加工件的制造方法包括:
6、保持第一板材的工序,
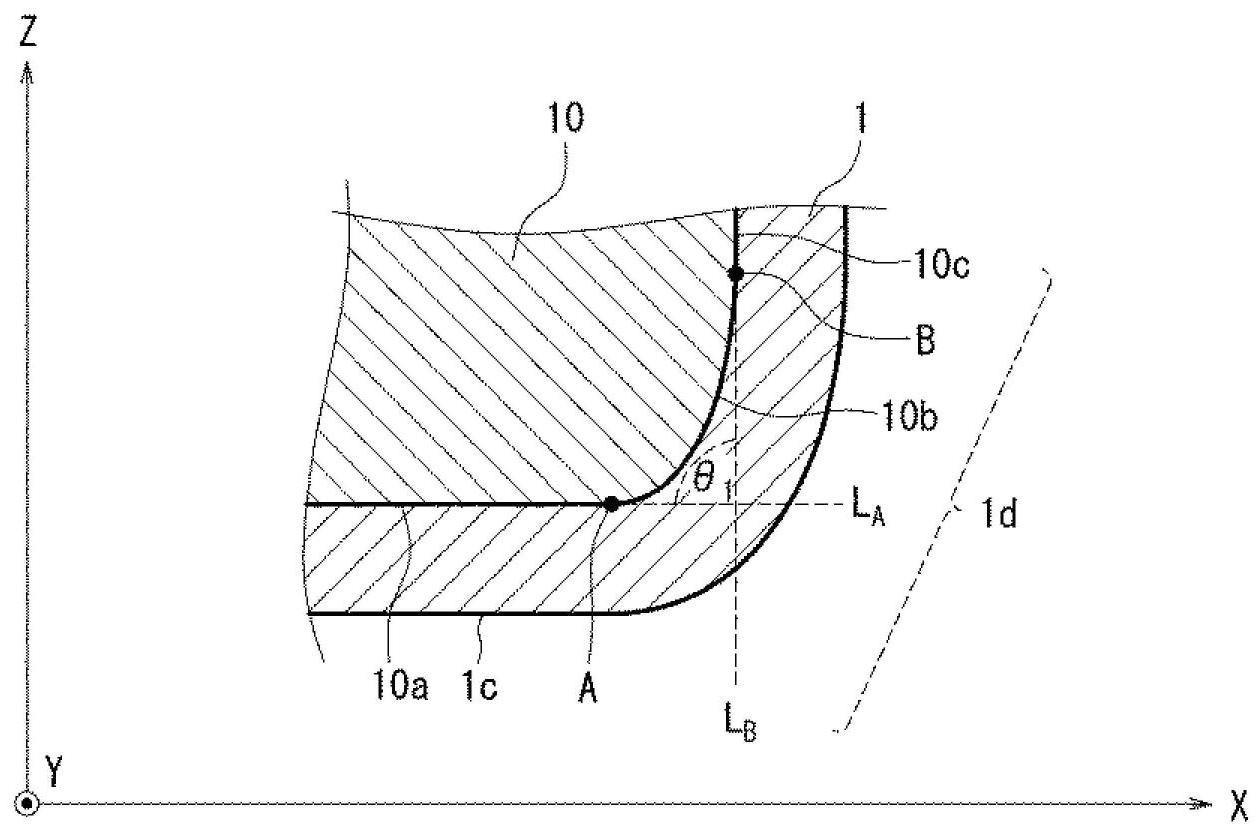
7、所述保持通过在第一按压构件与第二按压构件之间配置所述第一板材的一部分并以使所述第一按压构件以及所述第二按压构件接近的方式按压所述第一按压构件以及所述第二按压构件中的至少一方来进行,与所述按压方向平行的所述第一按压构件的截面包括截面s,所述截面s包括至少一部分与所述第一板材相接的曲率半径超过10mm的第一外形线、与所述第一外形线在端点a处连接的曲率半径10mm以下的第二外形线以及在与所述端点a相反一侧的端点b处与所述第二外形线连接的曲率半径超过10mm的第三外形线,所述端点a处的切线la与所述端点b处的切线lb所成的角度θ1为70~100°,并且所述截面s满足下述数学式(1);
8、将所述第一板材的未被保持的部分弯曲的工序,在该工序中,包括以下处理:以在所述截面s中使所述第一板材的未被保持的所述部分与所述第三外形线的至少一部分相接的方式将所述第一板材弯曲;
9、从所述第一板材取下所述第一按压构件以及所述第二按压构件的工序;
10、在与所述第一按压构件的所述第一外形线相接的所述第一板材的表面上配置第二板材的工序;以及
11、将所述第一板材进一步弯曲而利用所述第一板材夹入所述第二板材的工序,
12、ra<rb···(1)
13、在此,ra(mm)为所述端点a处的曲率半径,rb(mm)为所述端点b处的曲率半径。
14、本发明的方案2根据方案1所述的制造方法,其中,
15、所述截面s满足下述数学式(2):
16、ra/rb≤0.40···(2)。
17、本发明的方案3根据方案1或2所述的制造方法,其中,
18、所述第二外形线为椭圆形状。
19、发明效果
20、根据本发明的实施方式,能够提供能够抑制应变向一部分曲部的集中的折边加工件的制造方法。
技术特征:
1.一种折边加工件的制造方法,其中,
2.根据权利要求1所述的折边加工件的制造方法,其中,
3.根据权利要求1或2所述的折边加工件的制造方法,其中,
技术总结
折边加工件的制造方法包括:保持第一板材,保持通过在第一与第二按压构件之间配置第一板材的一部分并以第一及第二按压构件接近的方式按压二者至少一方来进行,与按压方向平行的第一按压构件的截面包括截面S,其包括至少一部分与第一板材相接的曲率半径超10mm的第一外形线、与第一外形线在端点A连接的曲率半径10mm以下的第二外形线及在与端点A相反一侧的端点B与第二外形线连接的曲率半径超10mm的第三外形线,端点A的切线L<subgt;A</subgt;与端点B的切线L<subgt;B</subgt;所成角度θ1为70~100°,满足式(1);将第一板材的未被保持的部分弯曲;取下第一及第二按压构件;配置第二板材;夹入第二板材。R<subgt;A</subgt;<R<subgt;B</subgt;···(1)R<subgt;A</subgt;(mm)为端点A处曲率半径,R<subgt;B</subgt;(mm)为端点B处曲率半径。
技术研发人员:吉田正敏
受保护的技术使用者:株式会社神户制钢所
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!