横拉杆总成自动装配线的制作方法
本发明涉及横拉杆总成装配,尤其涉及横拉杆总成自动装配线。
背景技术:
1、汽车横拉杆的作用是连接汽车两个后轮,横拉杆主要就是连接左右转向臂的,一可以使两个车轮同步,二可以调正前束,是保障汽车安全行驶的重要部件之一。
2、中国实用新型专利cn214868598u公开了一种汽车前桥横拉杆总成的装配装置,包括,包括传送线、直线度检测机构、旋紧机构、定位板、位移探头和检测卡板;其特征在于:传送线上跨线安装有直线度检测机构;直线度检测机构一侧的传送线上跨线安装有旋紧机构;直线度检测机构一侧的传送线的侧边通过支架安装有定位板;传送线的另一侧侧边通过支架安装有检测汽缸;检测汽缸的端头安装有位移探头;位移探头与定位板呈相向设置;所述的定位板下方的支架上和位移探头下方的支架上分别通过升降汽缸装有检测卡,该方案虽然实现了机械化完成拉杆本体的检测工作,以及机械化的完成拉杆球头的旋紧装配工作,但在整个的工作流程中,仍需大量的人工干预,未能实现完全的自动化生产。
3、因此,有必要提出一种横拉杆总成自动装配线,以克服现有技术的缺陷。
技术实现思路
1、本发明的目的是解决现有技术中的问题,提供一种横拉杆总成自动装配线。
2、本发明的技术方案是:
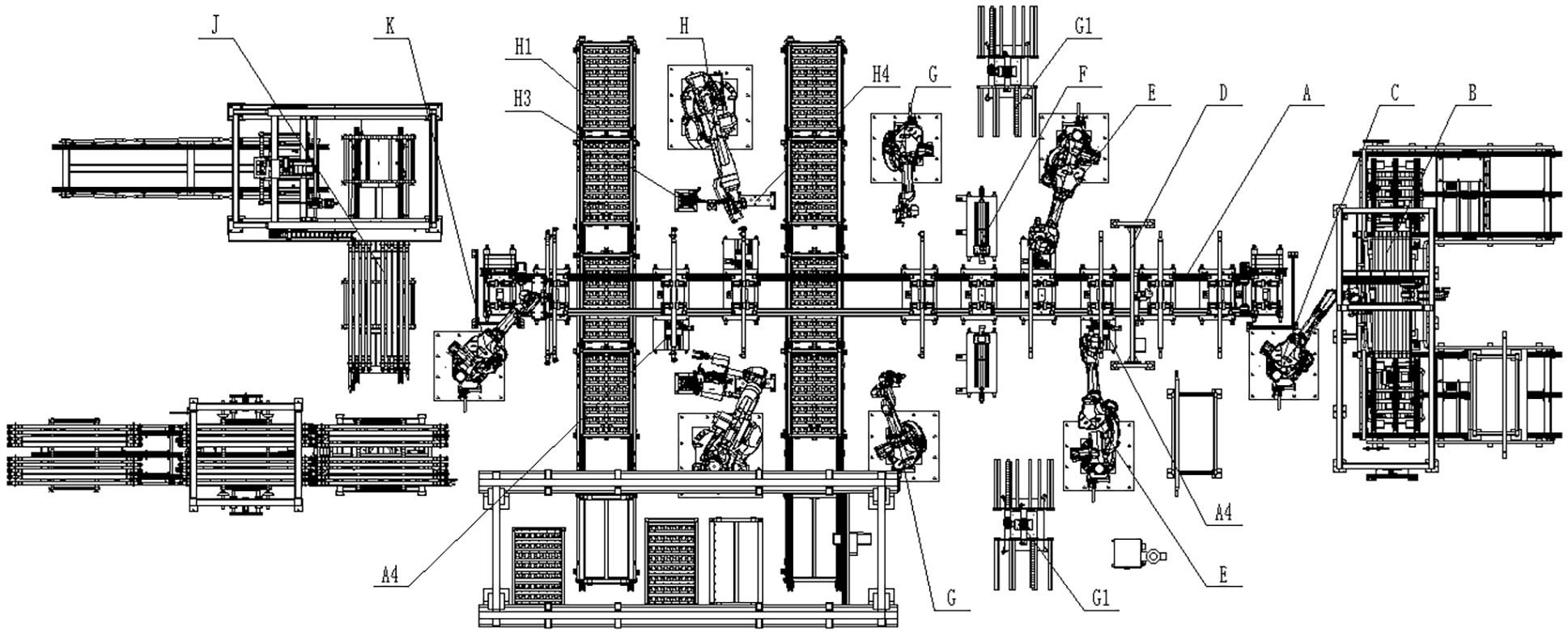
3、一种横拉杆总成自动装配线,包括主输送线,主输送线上流转设置有多个定位托盘,定位托盘上设置有自动夹紧组件,主输送线的始端设置有上料装置,主输送线的末端设置有下料装置,主输送线的两侧沿定位托盘的输送方向依次设置有上料机器人、喷码机构、过丝机构、吹吸毛刺机构、管箍装配机构、球头装配机构和下料机器人,主输送线上设置有多个分别与上料机器人、喷码机构、过丝机构、吹吸毛刺机构、管箍装配机构、球头装配机构、下料机器人相对应的托盘定位装置,与过丝机构和球头装配机构相对应的托盘定位装置上还设置有辅助夹紧机构。
4、优选的,自动夹紧组件设置两组,两组自动夹紧组件对称设置在定位托盘上,自动夹紧组件包括相对设置的夹爪块,夹爪块滑动设置在导向杆上,夹爪块朝向定位托盘中心的一侧上部设置有自动夹爪,且该侧下部设置有顶升滚轮,自动夹爪截面为梯形结构,背向自动夹爪的导向杆上套设有压缩弹簧,两个顶升滚轮之间设置有顶块,顶块可升降设置在定位托盘上,顶块截面为锥形,且与顶升滚轮滚动接触,托盘定位装置包括定位支架,定位支架上设置有阻挡气缸、托盘顶升气缸和夹爪打开气缸。
5、优选的,上料机器人和下料机器人结构相同,均包括机器人本体和抓手单元,抓手单元通过夹爪固定板设置在机器人本体的自由端,抓手单元包括第一视觉相机和两个气动夹爪,第一视觉相机设置在夹爪固定板上,两个气动夹爪对称设置在夹爪固定板上,气动夹爪上设置有取料抓手。
6、优选的,上料装置包括上料输送线和桁架机械手,上料输送线上设置有斜顶升机构以及随上料输送线流转的母托盘,桁架机械手包括桁架框架、横向模组、竖向模组和测量夹取单元,桁架框架跨设在上料输送线的上方,横向模组设置在桁架框架上,竖向模组设置在横向模组的滑块上,测量夹取单元设置在竖向模组的滑块上。
7、优选的,喷码机构包括喷码支架、横向伺服模组、纵向伺服模组和喷码机,喷码支架跨设在主输送线上方,横向伺服模组设置在喷码支架上,纵向伺服模组设置在横向伺服模组的滑块上,喷码机设置在纵向伺服模组的滑块上,喷码机与喷码控制器电连接。
8、优选的,过丝机构设置为两件,两件过丝机构分别设置在主输送线的两侧,且错位布置,过丝机构包括过丝机器人、第一推力气缸和过丝装置,过丝机器人的自由端设置有过丝法兰板,第一推力气缸设置在过丝法兰板上,过丝装置滑动设置在过丝法兰板上,且与第一推力气缸的伸出端连接,过丝装置包括上下浮动装置、左右浮动装置和第一拧紧轴,上下浮动装置包括上浮动板、下浮动板和若干上下浮动轴,上浮动板滑动连接在过丝法兰板上,上下浮动轴一端连接在上浮动板上,另一端向下穿透下浮动板连接有限位挡块,下浮动板两侧的上下浮动轴上均套设有第一浮动弹簧,左右浮动装置包括浮动支架,浮动支架设置在下浮动板上,浮动支架上平行设置有两个左右浮动轴,左右浮动轴上滑动设置有左右浮动块,左右浮动轴上且位于左右浮动块两侧均套设有第二浮动弹簧,第一拧紧轴设置在左右浮动块上,第一拧紧轴的输出轴上设置有丝锥,上浮动板上设置有对上下浮动装置和左右浮动装置进行定位的第一定位气缸,过丝法兰板上设置有过丝视觉相机。
9、优选的,吹吸毛刺机构包括相对设置在主输送线两侧的第一固定支架和第二固定支架,第一固定支架上设置有第一电机丝杠副,第一电机丝杠副上滑动设置有第一移动支架,第一移动支架上设置有第一吹吸夹紧工装,第二固定支架上设置有第二电机丝杠副,第二电机丝杠副上滑动设置有第二移动支架,第二移动支架上设置有第二吹吸夹紧工装,第一吹吸夹紧工装和第二吹吸夹紧工装均为内部中空结构,第二吹吸夹紧工装远离第一吹吸夹紧工装的一端设置有电磁脉冲阀。
10、优选的,管箍装配机构设置为两组,两组管箍装配机构分别设置在主输送线的两侧,管箍装配机构包括管箍料架、管箍机器人和管箍抓取拧紧机构,管箍料架和管箍机器人设置在主输送线的同侧,管箍抓取拧紧机构通过抓手固定法兰板设置在管箍机器人的自由端,抓手固定法兰板上设置有管箍视觉相机;
11、管箍料架包括料架支座、水平旋转机构、双轴伺服电机和放置料架,水平旋转机构包括旋转轴座、旋转转盘和推力缸,旋转转盘设置在料架支座顶面,旋转轴座可转动设置在旋转转盘上,旋转轴座向下穿过旋转转盘连接有驱动齿轮,推力缸设置在料架支座上,推力缸的输出端连接有齿条,齿条可滑动设置在料架支座上,且与驱动齿轮啮合,双轴伺服电机设置在旋转轴座顶部,放置料架设置为两个,两个放置料架分别与双轴伺服电机的输出轴传动连接;
12、管箍抓取拧紧机构包括气动抓手、气动滑台、风批和若干浮动导杆,气动抓手和若干浮动导杆均设置在抓手固定法兰板上,气动抓手上设置有管箍夹爪,浮动导杆上滑动设置有滑台固定板,浮动导杆上在与滑台固定板结合处的两侧均套设有第三浮动弹簧,气动滑台设置在滑台固定板上,风批设置在气动滑台上。
13、优选的,球头装配机构设置为两组,球头装配机构包括球头输送线、拧球头机构、正反丝识别装置和球头ng料架,两组拧球头机构、两组正反丝识别装置和两组球头ng料架分别设置在主输送线的两侧,球头输送线与主输送线垂直设置,两组球头输送线设置在两组拧球头机构的两侧;
14、拧球头机构包括球头机器人以及设置在球头机器人自由端的球头抓取拧紧装置,球头抓取拧紧装置包括法兰连接板、抓取单元和拧紧单元,抓取单元和拧紧单元分别设置在法兰连接板的两侧,抓取单元包括球头夹爪,球头夹爪可浮动的设置在法兰连接板上,球头夹爪上连接有第一仿形抓手,拧紧单元包括第二推力气缸、第二拧紧轴、夹紧旋转气缸和浮动机构,浮动机构与第二推力气缸连接可滑动的设置在法兰连接板上,夹紧旋转气缸设置在浮动机构上,第二拧紧轴连接在夹紧旋转气缸上端,夹紧旋转气缸下端连接有第二仿形抓手,法兰连接板上设置有球头视觉相机;
15、正反丝识别装置包括三爪卡盘、光源和识别相机,三爪卡盘设置在卡盘支座上,三爪卡盘上方设置有导向装置,光源通过调节支架设置在卡盘支座上,识别相机设置在相机支架上,球头ng料架设置在正反丝识别装置一侧。
16、优选的,下料装置包括下料输送线、拆垛机械手和码垛机,下料输送线包括空料框上线段、输送段、旋转换向段和成品料框下线段,空料框上线段和成品料框下线段平行设置,输送段垂直设置在空料框上线段一端,旋转换向段设置在成品下线段一端;
17、拆垛机械手包括拆垛框架、前后移动模组、升降模组和拆垛抓手组件,拆垛框架跨设在空料框上线段和输送段相互垂直端部的上方,前后移动模组设置在拆垛框架上方,升降模组设置在前后移动模组上,拆垛抓手组件设置在升降模组上;
18、码垛机包括码垛框架、顶升移栽输送线和料架定位装置,码垛框架设置在旋转换向段和成品料框下线段之间,顶升移栽输送线设置在码垛框架内,料架定位装置设置在码垛框架上。
19、与现有技术相比,本发明的有益效果是:
20、本发明利用机器人与视觉相机代替人工进行横拉杆总成的装配,实现了横拉杆总成装配的全自动化流程,提升了横拉杆总成的装配效率,提高了装配过程的安全性,通过视觉相机与传感器的配合实现装配生产的可控,节约了生产成本和人工成本,消除了作业过程中的安全隐患。
- 还没有人留言评论。精彩留言会获得点赞!