一种基于涂层清洗的极耳加工机构及方法与流程
本发明涉及电池生产,具体而言,涉及一种基于涂层清洗的极耳加工机构及方法。
背景技术:
1、在现有技术中,对极耳进行生产时,极耳的清洗和极耳的切割是分开的两道工序,一般为先激光清洗再激光切割。
2、由于极耳清洗与极耳切割属于两道不同激光功率和不同运动轨迹的激光工艺,因此均采用了两道工序进行加工生产。但是这样的生产方式会增加极耳的加工时间,导致极耳清洗无法与极耳切割有效集成在一起,实现高速极耳切割。
技术实现思路
1、本发明的目的在于提供一种基于涂层清洗的极耳加工机构及方法,其能够将极耳清洗与极耳切割有效的集成在一起,实现了高速的极耳切割。
2、本发明的实施例是这样实现的:
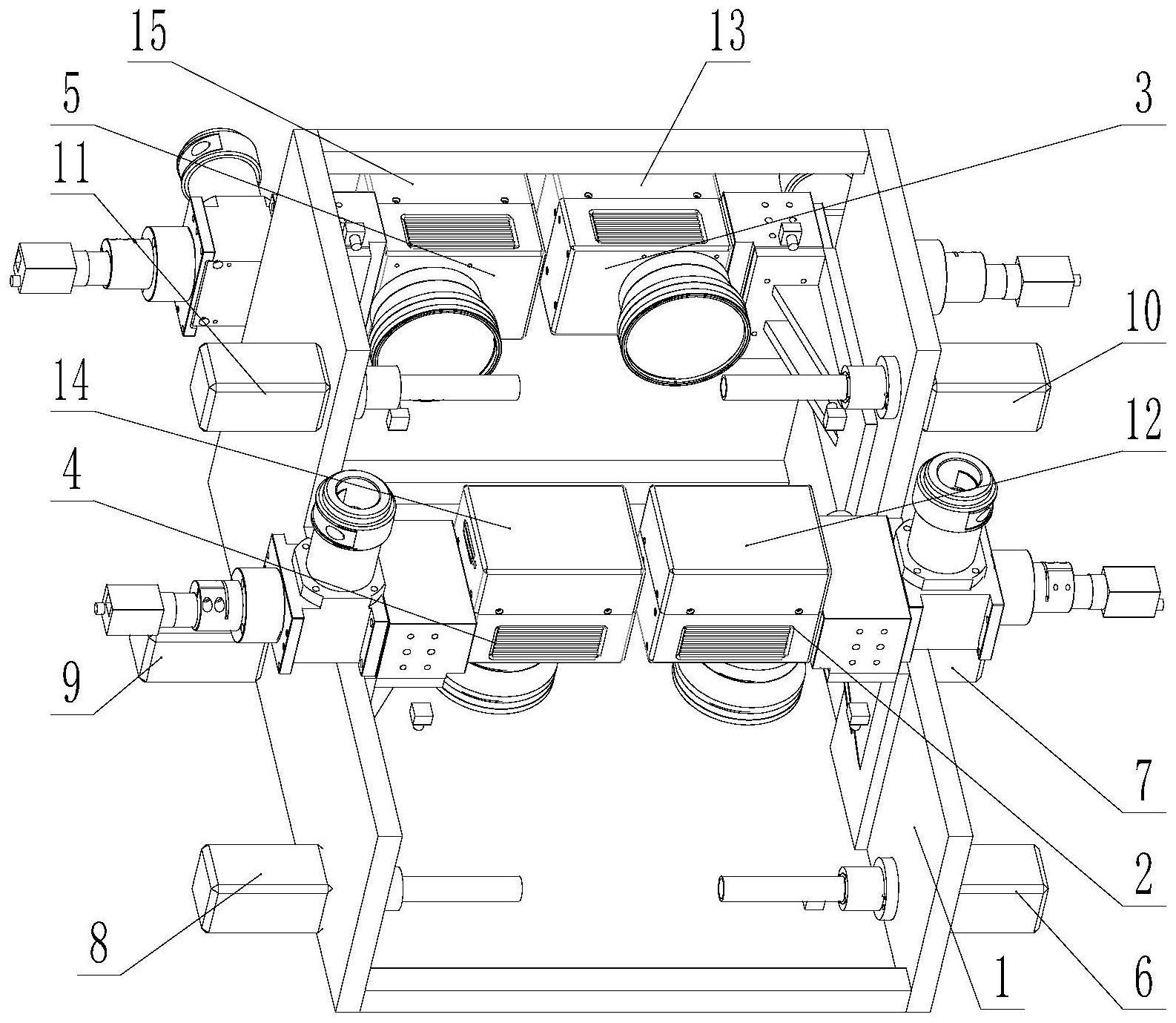
3、第一方面,本发明提供一种基于涂层清洗的极耳加工机构,包括控制系统、主架、第一加工机构和第二加工机构;
4、所述第一加工机构和所述第二加工机构均设置在所述主架上;
5、所述第一加工机构包括第一激光器组件、第一振镜模组和第一纠偏机构;
6、所述第一振镜模组设置在所述第一激光器组件上,用于对极耳的正面进行清洗或加工;所述第一纠偏机构设置在所述主架上,用于对极耳的位置进行调整;
7、所述第二加工机构包括第二激光器组件、第二振镜模组和第二纠偏机构;
8、所述第二振镜模组设置在所述第二激光器组件上,用于对极耳的反面进行清洗或加工;所述第二纠偏机构设置在所述主架上,用于对极耳的位置进行位置调整;
9、所述控制系统与所述第一激光器组件、所述第一纠偏机构、第二激光器组件和第二纠偏机构信号连接。
10、在可选的实施方式中,还包括摄像机,所述摄像机设置在所述主架上,所述摄像机与所述控制系统信号连接,用于识别的正面切割轨迹传输回控制系统。
11、在可选的实施方式中,所述第一纠偏机构和所述第二纠偏机构均为伺服电机丝杆滑块。
12、在可选的实施方式中,所述第一激光器组件包括第一支撑架、第一激光器本体和第一激光传感器;
13、所述第一激光器本体和所述第一激光传感器均设置在所述第一支撑架上,所述第一支撑架设置在所述主架上;
14、所述第一激光传感器用于对料带上的极耳进行位置检测;
15、所述控制系统能够根据所述第一激光传感器的检测结果,控制所述第一纠偏机构对极耳进行位置调整。
16、在可选的实施方式中,所述第二激光器组件包括第二支撑架、第二激光器本体和第二激光传感器;
17、所述第二激光器本体和所述第二激光传感器均设置在所述第二支撑架上,所述第二支撑架设置在所述主架上;
18、所述第二激光传感器与所述控制系统信号连接,所述控制系统能够根据所述第二激光传感器对料带上的极耳进行位置检测的结果,控制所述第二纠偏机构对极耳进行位置调整。
19、在可选的实施方式中,所述第一加工机构的数量为两个,两个所述第一加工机构串联设置,能够同时对极耳的正面进行清洗加工;
20、所述第二加工机构的数量为两个,两个所述第二加工机构串联设置,能够同时对极耳的反面进行清洗加工。
21、第二方面,本发明提供一种基于前述实施方式任一项所述的极耳加工机构的极耳加工方法,包括如下步骤:
22、s1、极耳进入第一加工机构,控制系统控制第一纠偏机构对极耳位置进行纠偏;
23、s2、控制系统控制第一激光器组件对极耳的正面进行n个时间段清洗;
24、s3、根据所需切割两极耳之间的距离,在第n个清洗结束完后,结合实施第一道激光极耳切割运动轨迹和激光切割功率,完成极耳正面的激光清洗与激光切割的结合;
25、s4、极耳进入第二加工机构,控制系统控制第二纠偏机构对极耳位置进行纠偏;
26、s5、控制系统控制第二激光器组件对极耳的反面进行n个时间段清洗;
27、s6、根据所需切割两极耳之间的距离,在第n个清洗结束完后,结合实施第二道激光极耳切割运动轨迹和激光切割功率,完成极耳反面的激光清洗与激光切割的结合;
28、n为两极耳之间距离/单个激光闭环清洗距离。
29、在可选的实施方式中,在第一纠偏机构对极耳进行纠偏之前,先通过第一激光传感器对极耳位置进行检测;
30、在第二纠偏机构对极耳进行纠偏之前,先通过第二激光传感器对极耳位置进行检测。
31、在可选的实施方式中,正面带有激光切割轨迹的图像进入第一相机的区域时,第一相机将识别的正面切割轨迹传输回控制系统,控制系统将结合第一相机反馈回的轨迹信息与此时料带的运动速度进行时间的补差,再用时间补差来控制反面激光清洗与最后一道的激光切割。
32、在可选的实施方式中,第一激光器组件和第二激光器组件的激光功率随时间变化,在激光清洗的过程中,激光加工时间长,激光功率低;在激光切割时,激光加工时间短,激光功率高。
33、本发明实施例的有益效果是:
34、将第一激光器组件和第二激光器组件均能够激光清洗和激光切割,从而结合激光清洗和激光切割两道激光加工工艺,直接完成极耳的切割,解决了极耳清洗无法与极耳切割有效集成在一起,实现高速极耳切割的问题,起到实现更高精度位置控制的同时提高激光清洗的位置精度,从而保证激光加工后极耳的尺寸精度,提高了生产效率,降低了成本的效果。
技术特征:
1.一种基于涂层清洗的极耳加工机构,其特征在于,包括控制系统、主架、第一加工机构和第二加工机构;
2.根据权利要求1所述的极耳加工机构,其特征在于,还包括摄像机,所述摄像机设置在所述主架上,所述摄像机与所述控制系统信号连接,用于识别的正面切割轨迹传输回控制系统。
3.根据权利要求1所述的极耳加工机构,其特征在于,所述第一纠偏机构和所述第二纠偏机构均为伺服电机丝杆滑块。
4.根据权利要求1所述的极耳加工机构,其特征在于,所述第一激光器组件包括第一支撑架、第一激光器本体和第一激光传感器;
5.根据权利要求1所述的极耳加工机构,其特征在于,所述第二激光器组件包括第二支撑架、第二激光器本体和第二激光传感器;
6.根据权利要求1所述的极耳加工机构,其特征在于,所述第一加工机构的数量为两个,两个所述第一加工机构串联设置,能够同时对极耳的正面进行清洗加工;
7.一种基于权利要求1-6任一项所述的极耳加工机构的极耳加工方法,其特征在于,包括如下步骤:
8.根据权利要求7所述的方法,其特征在于,在第一纠偏机构对极耳进行纠偏之前,先通过第一激光传感器对极耳位置进行检测;
9.根据权利要求7所述的方法,其特征在于,正面带有激光切割轨迹的图像进入第一相机的区域时,第一相机将识别的正面切割轨迹传输回控制系统,控制系统将结合第一相机反馈回的轨迹信息与此时料带的运动速度进行时间的补差,再用时间补差来控制反面激光清洗与最后一道的激光切割。
10.根据权利要求7所述的方法,其特征在于,第一激光器组件和第二激光器组件的激光功率随时间变化,在激光清洗的过程中,激光加工时间长,激光功率低;在激光切割时,激光加工时间短,激光功率高。
技术总结
本发明涉及电池生产技术领域,具体而言,涉及一种基于涂层清洗的极耳加工机构及方法。极耳加工机构包括控制系统、主架、第一加工机构和第二加工机构;第一加工机构包括第一激光器组件、第一振镜模组和第一纠偏机构;第一振镜模组在第一激光器组件上;第一纠偏机构在主架上;第二加工机构包括第二激光器组件、第二振镜模组和第二纠偏机构;第二振镜模组在第二激光器组件上;第二纠偏机构在主架上;控制系统与第一激光器组件、第一纠偏机构、第二激光器组件和第二纠偏机构信号连接。本发明结合激光清洗和激光切割两道激光加工工艺,直接完成极耳的切割,解决了极耳清洗无法与极耳切割有效集成在一起,实现高速极耳切割的问题。
技术研发人员:请求不公布姓名
受保护的技术使用者:广东舜元激光科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!