一种适用于高锰无磁钢的修磨轧制工艺的制作方法
本发明涉及钢铁制造,具体涉及一种适用于高锰无磁钢的修磨轧制工艺。
背景技术:
1、无磁钢作为一种钢铁功能材料,是一种在磁场作用下基本不产生磁感应的低磁钢铁材料,相对磁导率值略大于1,在磁场中磁化作用很弱,即产生所谓的无磁现象,故形象地称之为无磁钢。其中,高锰无磁钢具有高硬度、高耐磨性、高强度、低导磁性等优点,因而成为电力、运输和核工业等关系民生民用方面的重要材料。
2、然而,高锰无磁钢属于奥氏体钢,热膨胀系数大,加工过程中在结晶器内凝固时坯壳收缩严重,容易导致坯壳厚度不均,引起坯料表面凹陷、裂纹等缺陷。
3、发明专利cn115383408公开了一种高锰无磁钢轧制工艺,该发明特点是采用上下表面修磨,并结合无磁钢的特性,选择合适的割嘴采用火焰切割的方式,同时及时清理割瘤,防止割瘤在后续轧制过程中影响钢的表面质量,合理的解决了无磁钢的切割问题,然而,该发明还存在着成材率低,轧制工艺控制要点多,工艺复杂的技术问题。
技术实现思路
1、发明目的:为了解决现有技术存在的技术问题,本发明旨在提供一种成材率高、工艺简单的适用于高锰无磁钢的修磨轧制工艺。
2、技术方案:本发明所述的适用于高锰无磁钢的修磨轧制工艺包括以下步骤:
3、(1)采用阶梯过渡的修磨工艺,对高锰无磁钢的坯料的上表面边部缺陷进行修磨处理;
4、(2)采用与上表面对称的阶梯过渡的修磨工艺对坯料下表面进行修磨处理;
5、(3)对上表面和下表面经修磨处理后的坯料进行加热处理;
6、(4)采用两阶段控制轧制工艺。
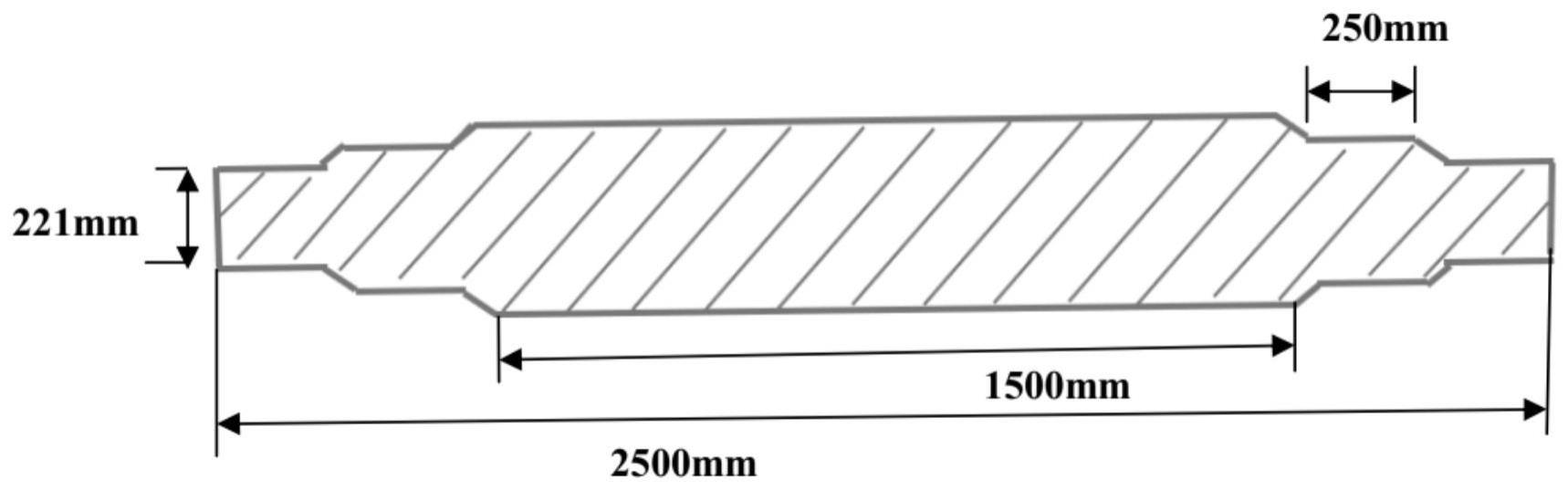
7、进一步地,步骤(1)中,所述阶梯过渡的修磨工艺的参数为:每个台阶宽度为240-260mm,高度差为6-12mm,过渡角为25-30°,优选的,每个台阶宽度为250mm,高度差为10mm,过渡角为25°。
8、进一步地,步骤(1)中,所述阶梯过渡的梯度数为1-3个,优选的,梯度数为2个。
9、进一步地,步骤(1)中,所述坯料的厚度为200-300mm。
10、进一步地,步骤(3)中,所述加热处理的条件为:温度为1220±20℃,总在炉时间=坯料的厚度×(0.9-1.5)min/mm。
11、进一步地,步骤(4)中,所述轧制工艺中,当坯料的厚度≥2.0×高锰无磁钢的厚度时,精轧终轧温度控制在800-880℃。
12、进一步地,所述高锰无磁钢的厚度为8-80mm,优选为20-60mm;当高锰无磁钢的厚度为40-80mm时,返红温度≤350℃。
13、进一步地,所述高锰无磁钢为20mn23alv。
14、有益效果:与现有技术相比,本发明具有以下显著优点:
15、(1)本发明提供了一种适用于高锰无磁钢20mn23alv的修磨轧制工艺,以解决现有技术高锰无磁钢修磨轧制过程中存在的技术问题,高锰无磁钢属于奥氏体钢,热膨胀系数大,在结晶器内凝固时坯壳收缩严重,容易导致坯壳厚度不均,引起坯料表面凹陷、裂纹等缺陷,本发明工艺包括对坯料边部有缺陷的地方进行修磨,没有将整个下表面进行修磨,采用这种修磨方法后,减少了坯料修磨量提高修磨效率,同时提高坯料成材率2%-5%;
16、(2)本发明采用经济型tmcp工艺生产的高锰无磁钢板,规格为8-80mm,采用两阶段控制轧制工艺轧制钢板,然后厚板≥40mm以上浇水冷却,缩短了冷却时间,且无需经过热处理,工艺更加简单,生产周期短,生产成本低。
技术特征:
1.一种适用于高锰无磁钢的修磨轧制工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的修磨轧制工艺,其特征在于,步骤(1)中,所述阶梯过渡的修磨工艺的参数为:每个台阶宽度为240-260mm,高度差为6-12mm,过渡角为25-30°。
3.根据权利要求2所述的修磨轧制工艺,其特征在于,步骤(1)中,所述阶梯过渡的修磨工艺的参数为:每个台阶宽度为250mm,高度差为10mm,过渡角为25°。
4.根据权利要求1所述的修磨轧制工艺,其特征在于,步骤(1)中,所述阶梯过渡的梯度数为1-3个。
5.根据权利要求4所述的修磨轧制工艺,其特征在于,步骤(1)中,所述坯料的厚度为200-300mm。
6.根据权利要求1所述的修磨轧制工艺,其特征在于,步骤(3)中,所述加热处理的条件为:温度为1220±20℃,总在炉时间=坯料的厚度×(0.9-1.5)min/mm。
7.根据权利要求1所述的修磨轧制工艺,其特征在于,步骤(4)中,所述轧制工艺中,当坯料的厚度≥2.0×高锰无磁钢的厚度时,精轧终轧温度控制在800-880℃。
8.根据权利要求1所述的修磨轧制工艺,其特征在于,所述高锰无磁钢的厚度为8-80mm。
9.根据权利要求8所述的修磨轧制工艺,其特征在于,所述高锰无磁钢的厚度为40-80mm时,返红温度≤350℃。
10.根据权利要求1所述的修磨轧制工艺,其特征在于,所述高锰无磁钢为20mn23alv。
技术总结
本发明公开了一种适用于高锰无磁钢的修磨轧制工艺,属于技术领域。上述修磨轧制工艺包括以下步骤:(1)采用阶梯过渡的修磨工艺,对高锰无磁钢的坯料的上表面边部缺陷进行修磨处理;(2)采用与上表面对称的阶梯过渡的修磨工艺对坯料下表面进行修磨处理;(3)对上表面和下表面经修磨处理后的坯料进行加热处理;(4)采用两阶段控制轧制工艺。本发明采用的修磨轧制工艺通过对坯料边部有缺陷的地方进行阶梯过渡的修磨工艺,没有将整个下表面进行修磨,采用这修磨方法后,减少了坯料修磨量提高修磨效率,同时提高坯料成材率。本发明采用经济型TMCP工艺,工艺简单,生产周期短,生产成本低。
技术研发人员:秦玉荣,崔强,陈林恒,王萌,王军,范会兵,孟令明,唐春霞,刘涛
受保护的技术使用者:南京钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!