一种气压壶装配自动流水线的制作方法
本技术涉及气压壶生产,尤其是涉及一种气压壶装配自动流水线。
背景技术:
1、气压壶是一种通过增大瓶内气压的方式,使得瓶口出水的储水壶。气压壶的主要结构包括壶底、壶身以及壶头,壶头包括壶盖和壶体,生产加工时先将壶身和壶底进行压合装配,壶盖和壶体通过一根短插销和一根长插销连接,然后再将连接好的壶头与压配好的壶身的壶口处连接。
2、其中,壶身和壶底的装配采用人工按压,即通过传送带将壶身和壶底分别输送用于压配壶身和壶底的工位,操作人员站立在此工位通过手动按压的方式将壶身压配到壶底上,使得壶底和壶身组装成一个成品;然后再对按压好的成品进行高度检测,判断壶身是否压配合格;之后需要在壶身顶部壶口的部位装配固定盘和固定片,先将固定盘采用螺钉连接的方式安装在壶口,固定片采用点焊机焊接在壶口处;后续再根据客户的需求在壶身上打标记,标记打完后需要将壶头装配到壶身的壶口处,而壶头则由操作人员提前在半自动插销机上装配好,壶头与壶身装配时需要将固定盘与壶体先螺纹拧紧,然后采用螺丝进一步加固盖体与固定片的连接;最后将壶头与壶身安装好后,在壶身上贴上产品标签,技术人员再对贴完标的气压壶进行打包装箱,完成气压壶的生产。
3、针对上述中的相关技术,存在有以下缺陷:气压壶生产过程中,每个操作步骤均需要人工参与完成,整体的效率低,产品质量也不好把控,对此需进一步改善。
技术实现思路
1、为了改善气压壶生产依靠人工完成,效率低、产品质量差的问题,本技术提供一种气压壶装配自动流水线。
2、本技术提供的一种气压壶装配自动流水线,采用如下的技术方案:
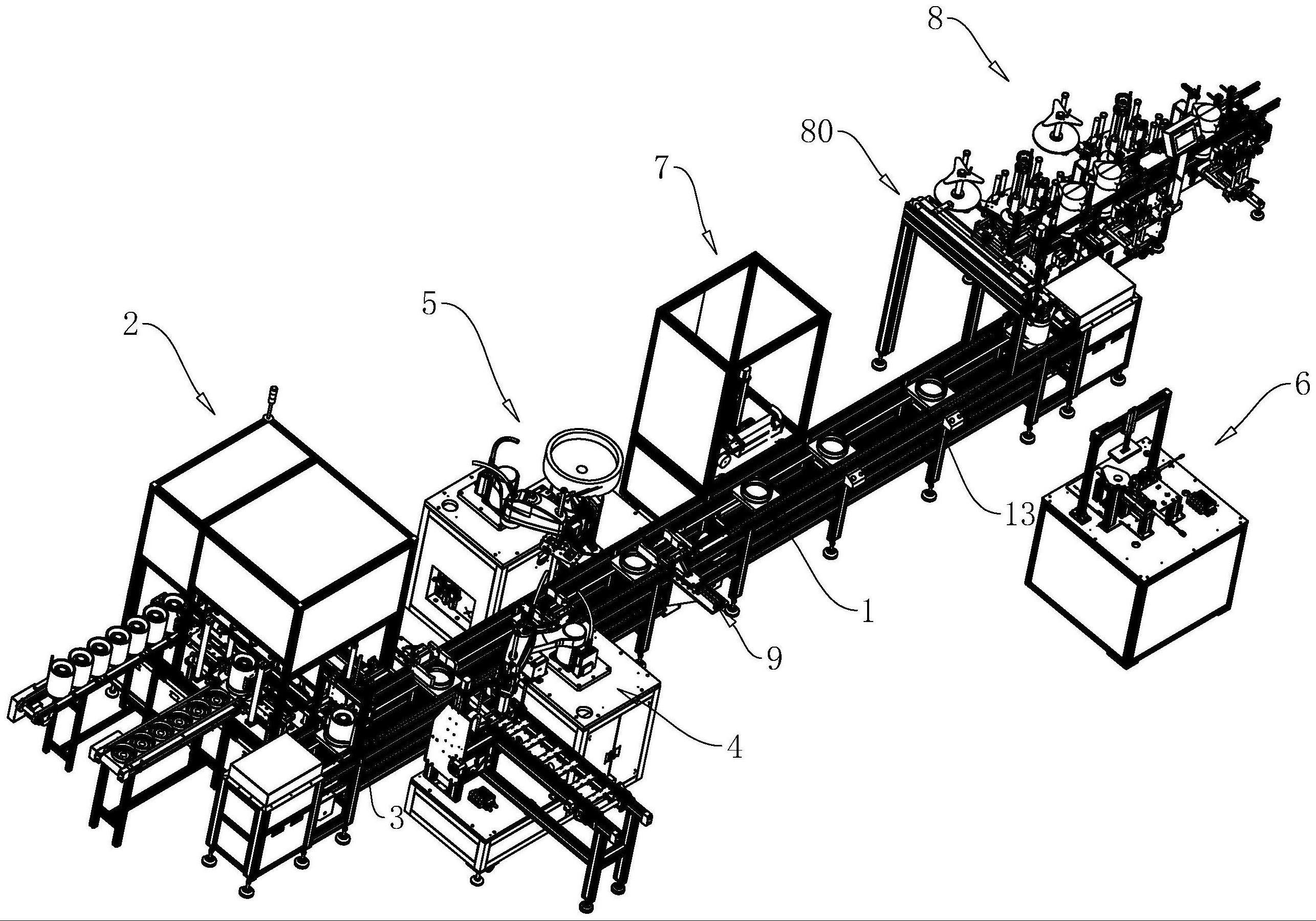
3、一种气压壶装配自动流水线,包括成品间歇输送装置、沿成品间歇输送装置运行方向依次设置的成品装配装置、高度测量装置、固定盘装配装置、固定片装配装置以及插销装置;所述成品装配装置设于所述成品间歇输送装置的一侧,且所述成品装配装置用于将壶身压配于壶底上,并将压配好的成品转运到所述成品间歇输送装置上;所述高度测量装置、所述固定盘装配装置、所述固定片装配装置以及插销装置依次设于所述成品间歇输送装置周侧;所述成品间歇输送装置上还对应所述高度测量装置、所述壶头装配装置、所述固定盘装配装置、所述固定片装配装置以及插销装置依次设有多个固定夹具,所述固定夹具用于夹紧装配好的成品。
4、通过采用上述技术方案,生产加工气压壶时,先通过成品装配装置对壶身和壶底进行压配装配,然后通过插销装置将壶头进行装配,后续当壶身和壶底压配好后,还同步将压配好的成品转移到成品间歇输送装置上,这时通过成品间歇输送装置依次将成品输送到高度测量装置、固定盘装置、固定片装配装置依次进行加工,且在每道加工工序中还通过固定夹具将成品夹持紧,提高加工稳定性,确保加工质量,之后当成品完成前几步的加工后,就将通过插销装置装配好的壶头拧紧在壶口处,最终完成整体的加工,有效减少操作人员参与的可能性,且操作步骤方便、结构紧凑,有效提高加工效率,增加加工精准度。
5、可选的,所述成品间歇输送装置包括成品传输带和等距设于成品传输带上的多个成品托盘,所述成品传输带的下方还设有回转履带,所述回转履带两端均设有升降机,两所述升降机用于将所述成品托盘于所述成品传输带和所述回转履带之间往复转运。
6、通过采用上述技术方案,使用成品托盘使得成品被转运到成品间歇输送装置上后由成品托盘承接,有效增加成品输送稳定性,且当成品托盘在成品间歇输送装置上完成一次循环输送后,还可以通过两端设置的升降机,将成品托盘由成品传输带和回转履带之间进行转运,重复投入使用,全程无需操作人员参与,使用便捷、效率高。
7、可选的,所述成品装配装置包括壶身输送机构、壶底输送机构以及压配平台,所述压配平台包括压配支架和设于压配支架上的运转机构以及压配机构,所述壶身输送机构和所述壶底输送机构平行设置,所述压配机构设于所述壶底输送机构的上方,所述运转机构包括双工位夹爪和驱动所述双工位夹爪位移的xy双轴滑台,所述双工位夹爪分别夹取壶身和由壶身和壶底压配好的成品,所述十字滑台用于驱动所述双工位夹爪位移,使得壶身位移至所述压配机构下方,还同步将压配好的成品位移至所述成品间歇输送装置上。
8、通过采用上述技术方案,使用壶身输送机构和壶底输送机构分别对壶身和壶底进行传输,直至将壶身和壶底分别传输至预定的加工工位,这时,双工位夹爪分部对待压配的壶身和完成壶身压配的成品进行转运,具体操作为,待加工的壶身被移动到待压配的壶底上方,由压配机构对壶身和壶底进行压配,进一步完成压配的成品在转运待加工的壶身时,也同步通过双工位夹爪的其中一个夹爪转运至成品间歇输送装置上完成后续的加工,操作无需操作人员参与,产品压配精度高。
9、可选的,所述高度测量装置包括安装框架、高度驱动气缸、压板以及数显高度测量仪,所述安装框架上设有连接板,所述高度驱动气缸设于所述连接板上,且所述高度驱动气缸的输出端向下穿过所述连接板与所述压板固定连接,所述数显高度测量仪位于所述压板上方,且所述数显高度测量仪固设于所述安装框架上用于探测高度。
10、通过采用上述技术方案,使用高度驱动气缸带动压板向下与壶身接触,并在压板与壶身接触时,由数显高度测量仪接收到信号,然后快速检测出壶身和壶底压配是否符合加工要求,有效确保成品压配精度,提高加工质量。
11、可选的,所述固定盘装配装置包括固定盘输送机构和固定盘抓取机构以及固定盘锁定机构,所述固定盘输送机构包括传输组件和固定导柱,所述传输组件用于输送固定导柱,所述固定导柱上套设有多个固定盘,且所述传输组件的输送方向与所述成品间歇输送装置的输送方向垂直,所述固定盘抓取机构用于将固定导柱上的固定盘依次抓取移动至壶身的壶口处,所述固定盘锁定机构用于将固定盘锁定在壶身的壶口。
12、通过采用上述技术方案,使用固定导柱一次将多个固定盘安装在传输组件上,当传输组件将固定导柱输送到成品间歇输送装置一侧后,再由固定盘抓取机构依序将固定盘抓取至壶身的壶口处,最后由固定盘锁定机构对固定盘进行锁定,后续利用固定盘可以将壶头装配至壶口处,固定盘的加工便捷、结构可靠。
13、可选的,所述固定盘抓取机构包括举升组件和机械臂抓取组件,所述举升组件设于传输组件上用于将固定盘从固定导柱(260)的底部向上举升,所述举升组件的举升一次的高度与固定盘的厚度相同,所述机械臂抓取组件设于成品输送装置的一侧用于依次抓取所述固定导柱最顶部的固定盘,并将固定盘转移至壶身的壶口。
14、通过采用上述技术方案,当固定导柱被输送到升降组件处后,使用举升组件从固定导柱的底部向上台升起多个固定盘,由于举升组件每举升一次的高度与固定盘的厚度相同,从而使得每举升一次,都会有一个固定盘被顶出固定导柱,这时再由机械臂抓取组件把定出的固定盘抓取挪移至壶口处进行下一步的固定,操作方便、结构可靠。
15、可选的,所述固定片装配装置包括固定片供给机构、固定片抓取机构以及固定片点焊机构,所述固定片供给机构用于将固定片输送至所述固定片抓取机构的进料工位处,所述固定片抓取机构包括垂直设于所述固定片供给机构出料口的抓取支架、转动连接于所述抓取支架上的抓取夹爪以及设于所述抓取夹爪一侧的抓取机械臂,所述抓取夹爪用于从所述固定片供给机构出料口夹取固定片,所述抓取支架上还设有转动驱动件,所述转动驱动件驱动所述抓取夹爪从所述固定片供给机构一侧旋转至所述成品间歇输送装置一侧,所述抓取机械臂将所述抓取夹爪上的固定片夹取至壶身的壶口,所述固定片点焊机构用于将所述固定片固定于壶身的壶口。
16、通过采用上述技术方案,固定片先通过固定片供给机构传输出,然后通过抓取夹爪将传输出的固定片直接夹持住,并朝向成品间歇输送装置的一侧转动,使得抓取机械臂能快速将固定片转移至壶身的壶口处,再通过点焊机构对固定片进行固定,使用固定片可以在后续的壶头的装配时,加固壶头与壶身的连接,固定片的安装操作快捷,精度高,结构实用。
17、可选的,还包括用于对壶身打标的激光打标装置,所述成品间歇输送装置上对应所述激光打标装置可拆连接有打标支架,所述打标支架上转动连接有打标托盘和用于驱动所述打标托盘转动的打标转动件。
18、通过采用上述技术方案,实用激光打标装置可以根据产品加工需求在壶身上打印出产品规格等标志,如若成品还有其他的打标需求,还能够通过可拆连接的打标支架,将成品转移到打标托盘上,然后通过打标转动件转动成品的角度,使得成品适配不用的加工需求,十分适用。
19、可选的,还包括用于将成品抓取至下一工序的抓取装置,所述抓取装置包括抓取固定架、抓取气缸以及抓取夹具,所述抓取固定架设于所述成品间歇输送装置的一侧,且所述抓取固定架的长度方向与所述成品间歇输送装置的长度方向垂直,所述抓取气缸滑动连接于所述抓取固定架上,所述抓取固定架上设有滑移驱动件,所述滑移驱动件使得所述抓取气缸由所述成品间歇输送装置一侧往复滑移至所述贴标装置的进料工位处,所述抓取夹具设于所述抓取固定架的输出端。
20、通过采用上述技术方案,使用滑移驱动件将抓取气缸滑移至成品间歇输送装置一侧,抓取夹具再驱动抓取夹具对成品间歇输送装置上的成品进行抓取,并在完成抓取后远离成品间歇输送装置滑移,使得成品能够顺利进入到下一加工工序中,使用十分方便。
21、可选的,所述固定夹具包括设于所述成品间歇输送装置上的固定连接板和滑动连接在固定连接板的固定夹爪,所述固定夹爪的滑动方向与所述成品间歇输送装置的输送方向垂直,所述固定夹爪包括双向气缸和连接于所述双向气缸两输出端上的夹持板。
22、通过采用上述技术方案,当成品间歇输送装置上的成品被输送到对应加工工位后,固定夹爪靠近成品滑移,并通过双向气缸驱动两侧的夹持板对成品进行夹持,有效提高成品加工稳定性,结构可靠。
23、综上所述,本技术包括以下至少一种气压壶装配自动流水线有益技术效果:
24、1.通过沿成品间歇输送装置运行方向依次设置的成品装配装置、高度测量装置、固定盘装配装置、固定片装配装置以及插销装置,使得加工气压壶时,可以先通过成品装配装置对壶身和壶底进行压配装配,并在壶身和壶底压配好后,还同步将压配好的成品转移到成品间歇输送装置上,后续通过成品间歇输送装置依次将成品输送到高度测量装置、固定盘装置、固定片装配装置依次进行加工;且在每道加工工序中还通过固定夹具将成品夹持紧,提高加工稳定性,确保加工质量,之后当成品完成前几步的加工后,通过操作人员提前在插销装置处将壶头进行装配,后续就将壶头拧紧在壶口处,最终完成整体的加工,有效减少操作人员参与的可能性,且操作步骤方便、结构紧凑,有效提高加工效率,增加加工精准度;
25、2.通过设置的成品托盘和成品传输带、回转履带以及升降机,通过设置的成品托盘使得成品被转运到成品间歇输送装置上后增加成品输送稳定性,且当成品托盘在成品间歇输送装置上完成一次循环输送后,还可以通过两端设置的升降机,将成品托盘由成品传输带和回转履带之间进行转运,重复投入使用,全程无需操作人员参与,效率高。
- 还没有人留言评论。精彩留言会获得点赞!