一种加磷高强镀锌铝镁钢板点焊工艺的制作方法
本发明属于焊接,具体涉及一种加磷高强镀锌铝镁钢板点焊工艺。
背景技术:
1、轻量化是汽车“减重节能”的需要,采用高强度钢板不但可以实现汽车的轻量化,同时还能提高汽车的被动安全性,因此高强度钢板在汽车上的使用日益增多。加磷高强度钢是指在低碳钢或超低碳钢中特别添加一定量的磷,利用磷的固强化作用提髙钢的强度,使用这种钢板可使汽车冲压件的厚度适当减薄,能降低汽车的自重,获得良好的经济效益。即可用于制作车门外板、发动机盖板、顶盖等外覆盖件,也可以制作横梁、纵梁等加强件和结构件。而电阻点焊由于其生产效率高,易实现自动化等特点,已成为白车身制造工艺中最为常用的焊接方法。点焊性能的好坏直接影响着车身的安全性,电阻点焊是通过电极对组合后的焊件施加压力,利用电流通过接头的接触面及邻近区域产生的电阻热进行焊接的方法,加磷高强钢的高强度主要是因为钢中添加的磷元素的固溶强化作用,由于磷含量高的原因点焊接头内部容易出现虚焊和表面凹陷等缺陷。
2、公布号cn114850644a的中国专利公布了一种2000mpa级热成形钢板的电阻点焊方法,涉及一种高强度钢板点焊工艺,该方法可有效提升钢板的可焊性,降低焊点脆性与应力集中,焊点以熔核拔出模式失效,显著改善点焊接头机械性能。
3、公布号cn106363288a的中国专利公开了一种提高双相钢焊点质量的电阻点焊工艺,且采用预 热-加热-冷却结晶-回火的方式进行点焊,避免焊接过程中熔融状态的金属液体飞溅而影响焊 接质量并可能对人体造成意外伤害,且该焊接过程焊点较稳定,减少焊接变形,改变脆性组织,提高焊点质量,避免焊点产生缩孔和裂纹,提高了产品的质量。
4、综上所述,大部分关于点焊的专利,其母材均为双相钢或高强钢,关于加磷高强度锌铝镁镀层板方面的专利也大都聚焦在镀层成分及其生产方面,并未涉及焊接工艺参数上来降低成本和提高焊接质量。
技术实现思路
1、本发明解决的技术问题是提供一种加磷高强镀锌铝镁钢板点焊工艺之间的电阻点焊方法。本发明通过变压力两个脉冲工艺方法和使用自制电极帽解决了加磷高强镀锌铝镁钢板点焊虚焊和焊点表面凹陷问题。
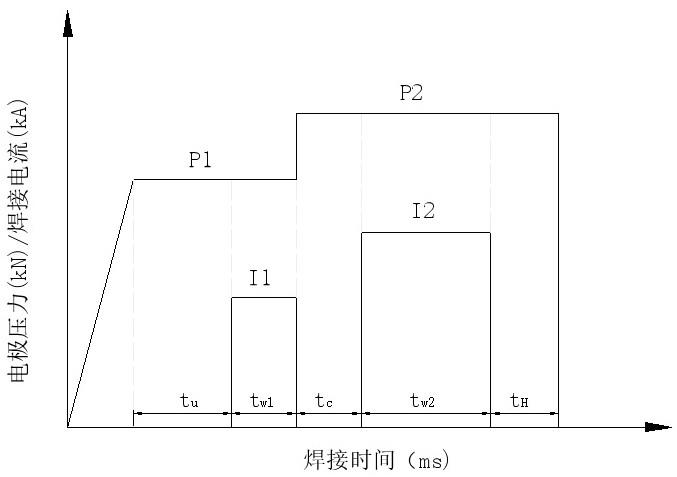
2、为解决上述技术问题,本发明采取的技术方案如下:一种加磷高强镀锌铝镁钢板点焊工艺,所述钢板进行焊接时,采用电阻点焊机进行焊接,通过电极压力p1对钢板进行预压,预压时间为tu,然后对第一电流i1,进行通电,通电时间为tw1,单位ms,冷却时间为tc,接着电极压力p2进行第二电流i2进行通电,通电时间为tw2,通电结束后电极压力p2进行保压时间为th,所述电极压力单位为kn,所述tu、tc、tw1、tw2、th单位为ms,所述电流单位为ka。
3、进一步的,所述工艺具体步骤如下:
4、(1)预压:通过电极压力p1对钢板进行预压,p1:1.5~2.5kn,预压时间为tu=200~300ms;
5、(2)焊接电流1:电极压力为p1:1.5~2.5kn,焊接电流i1=(0.5~0.6) i2,焊接时间tw1=100~200ms;
6、(3)焊接电流2:电极压力为p2:2.6~3.6kn,焊接电流i2=if-0.2,焊接时间tw2=200~320ms,所述if为飞溅电流,采用单脉冲点焊时产生焊接飞溅的最小电流,单位为ka;
7、(4)焊接电流停止后保持th=20~40ms。
8、进一步的,所述钢板的厚度为1.2~1.6mm。
9、进一步的,所述工艺全过程,采用中频逆变式电阻焊机,采用变动电极压力;所述步骤(2)焊接后,冷却时间为tc=20~40ms。
10、进一步的,所述加磷高强镀锌铝镁钢板的基板钢板牌号为hc220yd+zm,钢板化学成分及其质量百分含量为c≤0.003%,si:0.05~0.18%,mn:0.20~0.30%,p:0.040~0.060%,s≤0.02%,als:0.030~0.050%,ti:0.035~0.060%,nb:0.02~0.04%,余量为fe和不可避免杂质元素。
11、进一步的,所述加磷高强镀锌铝镁钢板的镀层成分为al:1.5~2.0%,mg:1.0~1.5%,其余为zn,镀层厚度为80~160g/m2。
12、进一步的,所述点焊工艺采用自制电极帽,电极材料为cr-zr-cu,其中cr:0.5~1.0%,zr:0.5~0.8%,其余为cu;电极的本体为圆柱形,头部为圆台形,圆台的顶面弧面直径为r50,直径为5.0~5.5mm,在过圆台中心轴线的截面上,圆台顶边与侧边之间的夹角为145º。
13、进一步的,所述钢板点焊接头熔核直径>4.5mm,点焊接头抗剪性>7 kn,点焊接头正拉性>5kn。
14、采用上述技术方案所产生的有益效果在于:通过采用本发明的电阻点焊方法,变压力两个脉冲工艺方法和使用自制电极帽每个点焊接头熔核直径>4.5mm,其点焊接头熔核满足标准要求,每个点焊接头的抗剪性>7kn,正拉性>5kn,抗剪性和正拉性能较好,焊接效果好。变压力两个脉冲工艺方法和使用自制电极帽提高了焊点质量,并且,本发明电阻点焊方法生产成本低、焊接时间短、成型较快、效率和自动化程度高,有利于大规模进行加磷高强钢板焊接。
技术特征:
1.一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述钢板进行焊接时,采用电阻点焊机进行焊接,通过电极压力p1对钢板进行预压,预压时间为tu,然后对第一电流i1,进行通电,通电时间为tw1,单位ms,冷却时间为tc,接着电极压力p2进行第二电流i2进行通电,通电时间为tw2,通电结束后电极压力p2进行保压时间为th,所述电极压力单位为kn,所述tu、tc、tw1、tw2、th单位为ms,所述电流单位为ka。
2.根据权利要求1所述的加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述工艺具体步骤如下:
3.根据权利要求1所述的一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述钢板的厚度为1.2~1.6mm。
4.根据权利要求1所述的一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述工艺全过程,采用中频逆变式电阻焊机,采用变动电极压力;所述步骤(2)焊接后,冷却时间为tc=20~40ms。
5.根据权利要求1-4任意一项所述的一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述加磷高强镀锌铝镁钢板的基板钢板牌号为hc220yd+zm,钢板化学成分及其质量百分含量为c≤0.003%,si:0.05~0.18%,mn:0.20~0.30%,p:0.040~0.060%,s≤0.02%,als:0.030~0.050%,ti:0.035~0.060%,nb:0.02~0.04%,余量为fe和不可避免杂质元素。
6.根据权利要求1-4任意一项所述的一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述加磷高强镀锌铝镁钢板的镀层成分为al:1.5~2.0%,mg:1.0~1.5%,其余为zn,镀层厚度为80~160g/m2。
7.根据权利要求1-4任意一项所述的一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述点焊工艺采用自制电极帽,电极材料为cr-zr-cu,其中cr:0.5~1.0%,zr:0.5~0.8%,其余为cu;电极的本体为圆柱形,头部为圆台形,圆台的顶面弧面直径为r50,直径为5.0~5.5mm,在过圆台中心轴线的截面上,圆台顶边与侧边之间的夹角为145º。
8. 根据权利要求1-4任意一项所述的一种加磷高强镀锌铝镁钢板点焊工艺,其特征在于,所述钢板点焊接头熔核直径>4.5mm,点焊接头抗剪性>7 kn,点焊接头正拉性>5kn。
技术总结
本发明一种加磷高强镀锌铝镁钢板点焊工艺,属于焊接技术领域。钢板进行焊接时,采用电阻点焊机进行焊接,通过电极压力P1对钢板进行预压,预压时间为t<subgt;u</subgt;,然后对第一电流I<subgt;1</subgt;,进行通电,通电时间为t<subgt;w1</subgt;,单位ms,冷却时间为t<subgt;c</subgt;,接着电极压力P2进行第二电流I<subgt;2</subgt;进行通电,通电时间为t<subgt;w2</subgt;,通电结束后电极压力P2进行保压时间为t<subgt;H</subgt;。通过采用本发明的电阻点焊方法,防止点焊接头虚焊和焊点凹陷产生,每个点焊接头熔核直径大于4.5mm,每个点焊接头的抗剪性大于7kN,正拉性大于5kN,抗剪性和正拉性能较好,焊接效果好。
技术研发人员:孟根巴根,刘立学,许晓,王秋雨,牟永胜,赵光,尹树春,张赛娟,徐宽
受保护的技术使用者:唐山钢铁集团有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!