一种钣金件压痕成型工艺、装置的制作方法
本技术涉及板材加工领域,尤其是涉及一种钣金件压痕成型工艺、装置。
背景技术:
1、钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、大规模量产性能好等特点,在电子电器、通信、汽车工业、医疗器械等领域得到了广泛应用,例如在汽车工业行业中,特别是近些年新能源汽车的快速发展,新能源汽车对于钣金的应用越发广泛。
2、新能源汽车的引擎盖制造主要以冲压金属钣金件为主,钣金内外板通过焊接或者粘接形成完整的引擎盖。钣金件需要根据要求成型出弯折压痕,该压痕主要用于新能源客车的外观要求,即该钣金件作为蒙皮使用,压痕形成时,不得有褶皱,确保外观质量。
3、为根据新能源汽车外观要求,而实现钣金件的曲线弯折压痕,一般是采用模具冲压成型,但模具定制价格昂贵,会大幅度压缩利润,还需要浇注、开模成型等步骤,影响压痕效率。
技术实现思路
1、为了改善上述问题,本技术提供一种钣金件压痕成型工艺、装置。
2、本技术提供的一种钣金件压痕成型工艺、装置采用如下的技术方案:
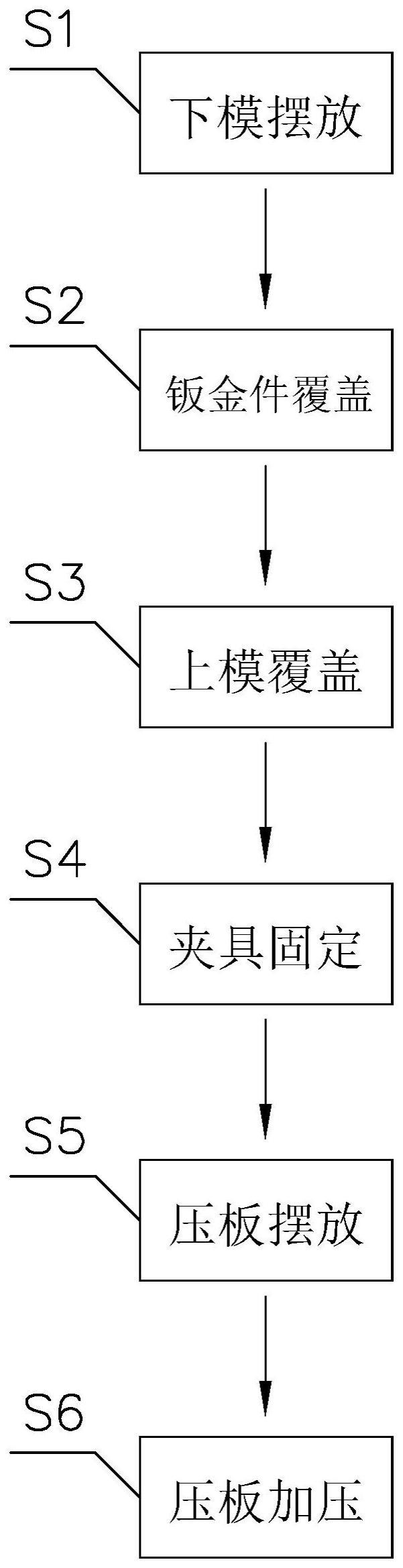
3、一种钣金件压痕成型工艺,包括如下步骤:
4、下模摆放:将下模放置在工作台上,并沿着工作台的边缘对齐;
5、钣金件覆盖:将钣金件盖覆盖于所述下模上,并使所述钣金件的边缘与所述工作台对齐,让所述钣金件需要形成弯折压痕的部位靠在所述下模上;
6、上模覆盖:将上模盖在所述钣金件上,并使得所述上模与所述工作台的边缘对齐
7、夹具固定:利用夹具将所述上模和所述下模夹紧,所述夹具设置有若干件,且各件所述夹具沿着弯折压痕的长度方向排布;
8、压板摆放:将压板放在所述钣金件上,并使得所述压板靠在所述上模的边缘处,所述压板与所述下模之间形成高度差;
9、压板加压:利用加压设备对所述压板施加压力,通过所述压板与所述下模之间的高度差使所述压板对所述钣金件压出压痕。
10、通过采用上述技术方案,采用覆盖的方式将钣金件夹在上模与下模之间,压板利用高度差将钣金件压出压痕,无需浇注、开模等步骤,提高压痕效率,同时无需专业模具浇注生产,减少所需生产成本。
11、一种钣金件压痕成型装置,包括工作台、上模、下模、夹具和压板;所述下模与所述工作台表面连接,且所述下模用于顶起所述钣金件;所述钣金件覆盖于所述下模,所述下模伸出所述钣金件外;所述上模压在所述钣金件表面,且沿与所述下模对齐;所述夹具设置有若干,且均安装于所述工作台,并与所述上模抵接;所述压板与所述上模贴紧,且位于所述钣金件表面;所述加压设备对所述压板加压,所述压板对所述钣金件施加压力形成压痕。
12、通过采用上述技术方案,由夹具施加压力与工作台配合,使上模与下模将钣金件夹住,通过加压设备对压板施加压力,在利用下模与工作台表面的高度差将钣金件压出压痕,无需繁琐的开模等流程,提高压痕效率,同时无需专业模具浇注生产,减少所需生产成本。
13、可选的,所述夹具包括支撑部和螺纹部;所述支撑部安装于所述工作台侧部;所述支撑部上开设有第一螺纹孔,所述螺纹部通过所述第一螺纹孔向所述上模延伸,直至与所述上模抵紧。
14、通过采用上述技术方案,螺纹部贯穿第一螺纹孔向工作台延伸,当需要夹住上模时,利用转动螺纹部,使螺纹部沿螺纹孔向下移动,从而将上模下压,上模受到螺纹部施加的力的作用,将钣金件和下模夹在上模与工作台之间,保证上模和下模的位置固定,避免发生偏移。
15、可选的,所述夹具还包括螺紧部和限位部;所述螺纹部上开设有第二螺纹孔;所述限位部与所述螺紧部活动连接,所述螺紧部贯穿所述限位部并通过所述第二螺纹孔与所述螺纹部螺接,随着所述螺紧部向所述第二螺纹孔螺紧,使所述限位部与所述上模侧部抵接。
16、通过采用上述技术方案,螺紧部贯穿限位部后,与第二螺纹孔螺接,且随着螺接部沿第二螺纹孔转动,带动限位部向上模移动,使限位部抵在上模一侧,从而配合螺纹部向下压的力的作用,限位部将上模一端的偏移路径挡住,提供部分限位作用,减少上模偏移的情况。
17、可选的,所述工作台上还设有定位机构;所述定位机构沿所述工作台的水平方向安装,并设有定位端,所述定位端与所述上模和所述下模抵接。
18、通过采用上述技术方案,定位机构用于提供上模和下模的快速定位,通过定位端使上模和下模迅速贴合指定位置,以提高压痕效率和准确度。
19、可选的,所述定位机构包括固定部、滑移部、定位部、锁紧部和铰接部;所述固定部安装于所述工作台侧部;所述滑移部与所述固定部滑动连接;所述锁紧部贯穿所述滑移部与所述固定部连接,且由所述锁紧部松紧所述滑移部;所述定位部通过所述铰接部与所述滑移部活动连接,且沿竖直方向延伸出所述工作台。
20、通过采用上述技术方案,当需要快速定位上模与下模的位置时,滑移部沿固定部移动至所需压出压痕的位置,使定位部移动到指定位置,随后利用铰接部将定位部翻转到工作台表面,利用锁紧部将滑移部的位置固定,随后将下模放置在工作台表面,推动至与定位部相接触的位置,即可使下模的位置移动准确,上模覆盖时将上模推动至与定位部相接触的位置,从而达到可使上模与下模快速移动到指定位置,提高压痕的准确度和压痕效率的作用。
21、可选的,所述固定部处设置有刻度纹。
22、通过采用上述技术方案,通过刻度纹可直接移动滑移部至指定位置,缩减计算步骤,增加定位部位置的准确度,使压痕位置更准确。
23、可选的,所述定位机构还包括夹持部和弹性部;所述夹持部与所述定位部滑动连接;所述弹性部一端与所述夹持部连接,另一端与所述定位部连接;所述夹持部设有夹持端,所述夹持端与所述压板抵接。
24、通过采用上述技术方案,当压板贴住上模前,定位部和夹持部通过铰接部翻转脱离工作台,随后将压板贴紧上模,拉动夹持部,夹持部展开并拉伸弹性部,随后保持弹性部的拉伸状态并将夹持部和定位部翻转至工作台,夹持部位于压板远离上模的一端,定位部位于上模远离压板的一端,随后松开夹持部,夹持部受到弹性部的作用将压板压紧于上模,避免在压出压痕时压板发生偏移,同时弹性部使压板没有直接与上模刚性连接,避免在压板冲压时对上模的位置造成影响。
25、可选的,所述定位机构还包括感应部、安装部和连接部;所述感应部与所述安装部连接,且所述感应部上设有检测端和警示端;所述上模开设有卡接槽;所述连接部一端通过所述卡接槽与所述上模连接,另一端与所述检测端连接;所述安装部与所述滑移部连接。
26、通过采用上述技术方案,当定位部转动至工作台后,上模与定位部抵紧,使滑移部与上模之间距离固定,随后将连接部插入卡接槽内,使感应部的检测端利用连接部与上模连接,当上模发生位移时,感应部的检测端能够通过连接部检测到上模的位置发生变化,并通过警示端发出警示,从而可停止对压板施加压力,调整上模的位置,保证压痕位置的准确。
27、可选的,所述滑移部上开设有插接槽,所述安装部通过所述插接槽与所述滑移部可拆卸连接。
28、通过采用上述技术方案,用于在未使用定位机构时,将通过安装部插入插接槽内,方便存放感应部,避免丢失,也方便从插接槽内取出安装部与感应部,进行维修或充电等工作。
29、综上所述,本技术包括以下至少一种有益技术效果:
30、1、采用覆盖的方式将钣金件夹在上模与下模之间,压板利用高度差将钣金件压出压痕,无需浇注、开模等步骤,提高压痕效率,同时无需专业模具浇注生产,减少所需生产成本;
31、2、定位机构用于提供上模和下模的快速定位,使上模和下模迅速贴合指定位置,以提高压痕效率和准确度;
32、3、当需要快速定位上模与下模的位置时,滑移部沿固定部移动至所需压出压痕的位置,使定位部移动到指定位置,随后利用铰接部将定位部翻转到工作台表面,利用锁紧部将滑移部的位置固定,随后将下模放置在工作台表面,推动至与定位部相接触的位置,即可使下模的位置移动准确,上模覆盖时将上模推动至与定位部相接触的位置,从而达到可使上模与下模快速移动到指定位置,提高压痕的准确度和压痕效率的作用;
33、4、当压板贴住上模前,定位部和夹持部通过铰接部翻转脱离工作台,随后将压板贴紧上模,拉动夹持部,夹持部展开并拉伸弹性部,随后保持弹性部的拉伸状态并将夹持部和定位部翻转至工作台,夹持部位于压板远离上模的一端,定位部位于上模远离压板的一端,随后松开夹持部,夹持部受到弹性部的作用将压板压紧于上模,避免在压出压痕时压板发生偏移,同时弹性部使压板没有直接与上模刚性连接,避免在压板冲压时对上模的位置造成影响。
- 还没有人留言评论。精彩留言会获得点赞!