一种用于电火花切割曲轴的装夹工装的制作方法
本发明涉及发动机曲轴加工设备领域,具体涉及一种用于电火花切割曲轴的装夹工装。
背景技术:
1、曲轴是发动机中最重要的部件,它承受连杆传来的力,并将其转变为转矩输出并驱动发动机上其他附件工作。曲轴受到旋转质量的离心力、周期变化的气体惯性力和往复惯性力的共同作用,使曲轴承受弯曲扭转载荷的作用。在曲轴的试制过程中,需对曲轴进行弯曲疲劳试验和热处理前后的金相组织分析,现有加工方法主要通过线切割对曲轴进行切割分段实现。目前,没有一种特殊的专用工装用于线切割曲轴的装夹,常规方法是:在线切割的主体工作台上放置两块可y向移动的平板,调整两块板距离形成合适的间隙,利用曲轴臂的外轮廓在平板上进行支撑固定,该加工方法存在以下安全隐患和质量问题。
2、1、曲轴的曲轴臂外端是毛坯面和粗加工面,以此面作为基准,无法保证切割后的剖面的平面度;
3、2、该加工方法属于欠定位,不符合机械加工的定位原则,限制自由度不够,易导致曲轴脱落,偏移,造成一定的安全隐患;
4、3、切割完成后脱落的曲轴部分质量较大,进行自由落体运动时,容易砸伤工作台,较大的冲击力可能引起曲轴发生变形,对后续的实验结果造成一定的误差。
技术实现思路
1、本发明针对现有技术中存在的问题,构思了一种用于电火花切割曲轴的装夹工装,通过高度调节定位装置,使曲轴在装夹中更加稳固,充分限制其自由度,在加工完成后,锁紧机构可以夹持住工件,防止其掉落,节省时间,提高效率。
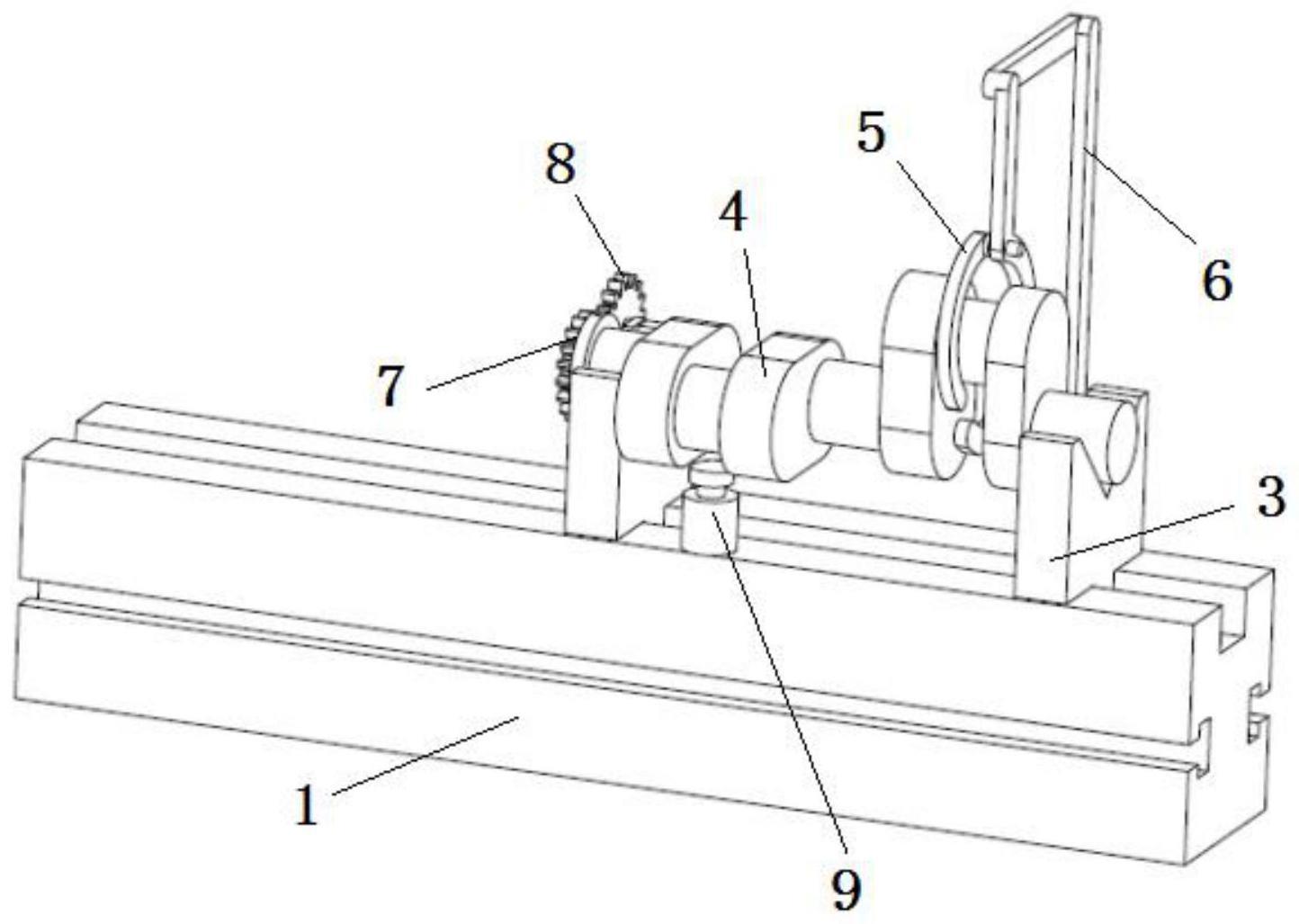
2、实现本发明采用的技术方案是:一种用于电火花切割曲轴的装夹工装,它包括:基座1、v型块3,其特征是,它还包括:连接杆2、锁紧机构5、定位杆6、高度调节定位装置9,在所述基座1上表面上设置梯形槽,在所述基座1左右侧面上分别设置梯形槽,在所述v型块3下部设置梯形块,在所述连接杆2一端端头设置梯形块,将两个相同所述的v型块3分别设置在基座1上部,所述v型块3的梯形块与基座1上表面的梯形槽配合连接,在两个相同所述的v型块3间设置高度调节定位装置9,所述的高度调节定位装置9与基座1可拆卸连接,所述连接杆2的梯形块与基座1侧面的梯形槽配合连接,所述的连接杆2与锁紧机构5通过定位杆6连接,所述的锁紧机构5设置在两个相同所述的v型块3间。
3、进一步,它还包括:弹簧夹头定位齿轮7、主动齿轮8,所述主动齿轮8与v型块3活动连接,在所述主动齿轮8外侧上设置手柄,所述的主动齿轮8与弹簧夹头定位齿轮7啮合连接,所述主动齿轮8与弹簧夹头定位齿轮7通过中心架连接,在所述弹簧夹头定位齿轮7的内侧设置弹簧夹头,所述的弹簧夹头定位齿轮7与弹簧夹头的中心重合。
4、进一步,所述的锁紧机构5为手铐。
5、进一步,所述的基座1材质为ht200。
6、进一步,所述的v型块3材质为45号钢。
7、进一步,所述的连接杆2材质为q235。
8、进一步,所述的高度调节定位装置9为螺旋升降机。
9、进一步,所述的螺旋升降机包括由蜗轮蜗杆、箱体、轴承、丝杠。
10、本发明一种用于电火花切割曲轴的装夹工装的有益效果体现在:
11、1、一种用于电火花切割曲轴的装夹工装,高度调节定位装置使曲轴在装夹中更加稳固,充分限制自由度,使之符合机械定位装夹原则,解决曲轴无法定位和欠定位的问题,防止在加工过程中造成的曲轴偏移等问题,提高了安全系数和质量;
12、2、一种用于电火花切割曲轴的装夹工装,锁紧机构可在加工过程中对曲轴进行辅助支撑,在加工完成后,可以夹持住工件,防止其掉落,通过对托举结构和工装的整体结构的合理设计,可使线切割进行一次编程直接加工完成,节省时间,提高效率。
技术特征:
1.一种用于电火花切割曲轴的装夹工装,它包括:基座(1)、v型块(3),其特征是,它还包括:连接杆(2)、锁紧机构(5)、定位杆(6)、高度调节定位装置(9),在所述基座(1)上表面上设置梯形槽,在所述基座(1)左右侧面上分别设置梯形槽,在所述v型块(3)下部设置梯形块,在所述连接杆(2)一端端头设置梯形块,将两个相同所述的v型块(3)分别设置在基座(1)上部,所述v型块(3)的梯形块与基座(1)上表面的梯形槽配合连接,在两个相同所述的v型块(3)间设置高度调节定位装置(9),所述的高度调节定位装置(9)与基座(1)可拆卸连接,所述连接杆(2)的梯形块与基座(1)侧面的梯形槽配合连接,所述的连接杆(2)与锁紧机构(5)通过定位杆(6)连接,所述的锁紧机构(5)设置在两个相同所述的v型块(3)间。
2.根据权利要求1所述的一种用于电火花切割曲轴的装夹工装,其特征是,它还包括:弹簧夹头定位齿轮(7)、主动齿轮(8),所述主动齿轮(8)与v型块(3)活动连接,在所述主动齿轮(8)外侧上设置手柄,所述的主动齿轮(8)与弹簧夹头定位齿轮(7)啮合连接,所述主动齿轮(8)与弹簧夹头定位齿轮(7)通过中心架连接,在所述弹簧夹头定位齿轮(7)的内侧设置弹簧夹头,所述的弹簧夹头定位齿轮(7)与弹簧夹头的中心重合。
3.根据权利要求1所述的一种用于电火花切割曲轴的装夹工装,其特征是,所述的锁紧机构(5)为手铐。
4.根据权利要求1所述的一种用于电火花切割曲轴的装夹工装,其特征是,所述的基座(1)材质为ht200。
5.根据权利要求1所述的一种用于电火花切割曲轴的装夹工装,其特征是,所述的v型块(3)材质为45号钢。
6.根据权利要求1所述的一种用于电火花切割曲轴的装夹工装,其特征是,所述的连接杆(2)材质为q235。
7.根据权利要求1所述的一种用于电火花切割曲轴的装夹工装,其特征是,所述的高度调节定位装置(9)为螺旋升降机。
8.根据权利要求7所述的一种用于电火花切割曲轴的装夹工装,其特征是,所述的螺旋升降机包括由蜗轮蜗杆、箱体、轴承、丝杠。
技术总结
本发明公开了一种用于电火花切割曲轴的装夹工装,涉及发动机曲轴加工设备领域,它包括:基座、连接杆、V型块、锁紧机构、定位杆、弹簧夹头定位齿轮、主动齿轮、高度调节定位装置,高度调节定位装置使曲轴在装夹中更加稳固,充分限制自由度,解决曲轴无法定位和欠定位的问题,防止在加工过程中造成的曲轴偏移等问题,提高了安全系数和质量;锁紧机构可在加工过程中对曲轴进行辅助支撑,在加工完成后,可以夹持住工件,防止其掉落,通过对托举结构和工装的整体结构的合理设计,可使线切割进行一次编程直接加工完成,节省时间,提高效率。
技术研发人员:刘新月,王乐,程海明,陈维通,李国通,尚谦,曲晶瑶,韩娜,阮晓桐,赵雪楠
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!