一种滑键自动装弹簧装置的制作方法
本发明涉及弹簧组装,特别涉及一种滑键自动装弹簧装置。
背景技术:
1、在显示器的连接座、其它设备或零件的连接机构上常使用滑键进行卡接或固定,以方便拆卸或安装。滑键通常与弹簧相配合,即在滑键的安装销上插接上弹簧,通过弹簧的弹力锁紧卡扣。在滑键的使用中,为保证弹簧能够稳定的插接在安装销上,在安装销上通常会设置一个凸起(如图10所示),弹簧的内径略大或等于与安装销的直径,安装后凸起刚好卡在弹簧的节距处,能够避免在使用过程中弹簧脱落,导致锁紧失效的问题。
2、现有技术中,滑键上弹簧的安装通常手工完成,效率较低,不适用于自动化大批量的生产。也有一些弹簧安装的设备,通常通过夹持装置夹持弹簧采用较大的力度直接插入安装销内,但因凸起的存在,在弹簧的插入过程中,一部分弹簧被凸起阻挡而被压缩,当夹持装置脱离时,弹簧被弹出,造成无效安装,降低了生产效率;同时也会造成一些弹簧的变形损坏,影响滑键使用的稳定性。因此如何高效率且稳定的对弹簧进行安装,是本领域技术人员需要考虑的问题。
技术实现思路
1、本发明目的是:提供一种滑键自动装弹簧装置,以解决现有技术中滑键安装弹簧效率低且安装良品率低等问题。
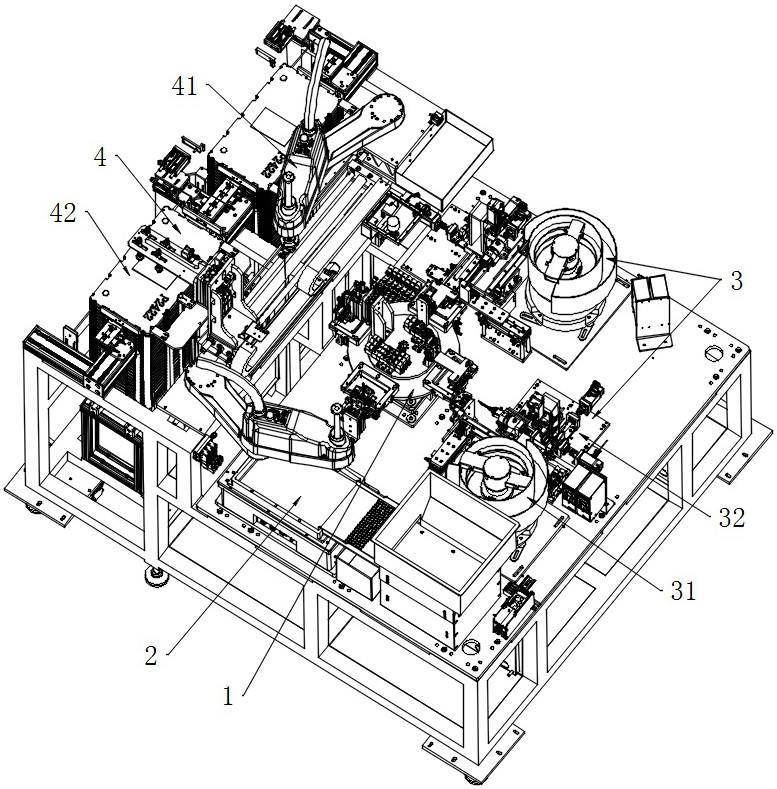
2、本发明的技术方案是:一种滑键自动装弹簧装置,包括:
3、工作台,包括转盘组件,所述转盘组件上依次设置有上料工位、组装工位和下料工位,所述上料工位、组装工位和下料工位的下方均设置有第一顶托组件;
4、第一上料机构,包括第一振动盘和第一机械臂,所述第一机械臂将第一振动盘上的滑键移载至上料工位;
5、第二上料机构,包括第二振动盘和装弹簧组件,所述装弹簧组件拾取第二振动盘上的弹簧,并移载至组装工位组装至滑键上的安装销;
6、下料机构,包括第二机械臂和存料组件,所述第二机械臂将下料工位上的滑键移载至存料组件;
7、其中,所述转盘组件上设置有倾斜的载台,所述滑键安装在载台上;组装时,在所述装弹簧组件拾取弹簧并抵近安装销之前,所述第一顶托组件顶托载台呈水平状态;所述第一顶托组件反复顶托载台至少一次之后,装弹簧组件旋转弹簧插入安装销。
8、优选的,所述转盘组件包括转盘,及转盘连接的多个承载组件,多个所述承载组件分别与上料工位、组装工位和下料工位相对应;
9、所述承载组件包括第一支架,所述载台转动连接在第一支架上,所述第一顶托组件设置在承载组件的正下方;
10、所述载台上连接有第一夹爪,以固定滑键。
11、优选的,所述第一夹爪通过扭转弹簧转动连接在载台上,使得第一夹爪的夹持部有旋转并靠近滑键的驱动力;
12、所述上料工位和下料工位处均设置有第一驱动组件,所述第一驱动组件与第一夹爪远离夹持部的一端连接,其可驱动第一夹爪,使得夹持部反向旋转并远离滑键。
13、优选的,所述上料工位处设置有定位组件,所述定位组件包括设置在第一顶托组件上的定位气缸,以及与定位气缸连接的定位杆,所述定位杆与载台上设置的让位槽连接;
14、上料时,第一顶托组件顶托载台呈水平状态,同时定位杆伸入让位槽;定位气缸驱动定位杆抵触滑键实现定位。
15、优选的,所述第二振动盘的直振轨道的端部连接有送料组件,所述送料组件包括连接有第二驱动组件的导向板,所述第二驱动组件可驱动导向板沿竖直方向运动;连接有第三驱动组件的固定板,所述第三驱动组件可驱动固定板在水平方向上运动,使其靠近或远离装弹簧组件;
16、所述导向板上设置有与直振轨道连接的导向槽,所述固定板上设置有连接导向槽的固定孔,弹簧可由直振轨道依次进入导向槽和固定孔。
17、优选的,所述装弹簧组件包括连接有第二夹爪的第一旋转组件,驱动第二夹爪沿竖直方向运动的第四驱动组件,驱动第二夹爪靠近或远离组装工位运动的第五驱动组件,驱动第二夹爪运动方向水平且与第五驱动组件运动方向相垂直的第六驱动组件;
18、所述第一旋转组件与第四驱动组件连接,所述第四驱动组件与第五驱动组件连接,所述第五驱动组件与第六驱动组件连接。
19、优选的,所述组装工位至少设置有两处,对应的第二上料机构至少设置有两处;所述上料工位、组装工位和下料工位在转盘组件上沿圆周均匀排列设置。
20、优选的,所述下料机构还包括设置在下料工位上方的取料组件,所述取料组件包括第三夹爪,所述第三夹爪通过第二旋转组件连接有第七驱动组件,所述第三夹爪夹取滑键后,第七驱动组件驱动第三夹爪向上运动,之后第二旋转组件驱动其旋转180度,使得滑键处于朝上状态。
21、优选的,所述存料组件包括托盘仓、成品仓以及能够将托盘仓的托盘转移至成品仓的移载组件;所述第二机械臂拾取第三夹爪上的滑键,并转移至成品仓的托盘上。
22、与现有技术相比,本发明的优点是:
23、(1)在弹簧的安装过程中,滑键首先为水平状态,弹簧水平插入,弹簧的端部抵触凸起;之后滑键随载台倾斜,使得弹簧端部越过凸起,凸起卡入弹簧的节距;最后弹簧旋入安装销,此种安装方式,避免了凸起对弹簧安装的干涉,保证弹簧安装的有效,同时也避免了较大力度直接插入导致的弹簧损坏;
24、(2)在弹簧插入的过程中,第一顶托组件可以多次顶托载台,保证插入过程中,弹簧能够有效的越过凸起,能够保证弹簧插入的完全有效;
25、在设备实际运行中,对各种不同规格的滑键和弹簧的安装,均未出现弹簧因插入不良问题,而导致的生产不合格;
26、(3)通过转盘组件的设置,上料、组装和下料的工序可同步进行,极大的提高了生产效率;
27、(4)下料时,通过第二旋转组件将滑键旋转朝向上方,便于第二机械臂的拾取,旋转的同时,转盘组件可继续旋转,使得生产节奏紧密,提高生产效率。
技术特征:
1.一种滑键自动装弹簧装置,其特征在于,包括:
2.根据权利要求1所述的一种滑键自动装弹簧装置,其特征在于:所述转盘组件包括转盘,及转盘连接的多个承载组件,多个所述承载组件分别与上料工位、组装工位和下料工位相对应;
3.根据权利要求2所述的一种滑键自动装弹簧装置,其特征在于:所述第一夹爪通过扭转弹簧转动连接在载台上,使得第一夹爪的夹持部有旋转并靠近滑键的驱动力;
4.根据权利要求3所述的一种滑键自动装弹簧装置,其特征在于:所述上料工位处设置有定位组件,所述定位组件包括设置在第一顶托组件上的定位气缸,以及与定位气缸连接的定位杆,所述定位杆与载台上设置的让位槽连接;
5.根据权利要求1所述的一种滑键自动装弹簧装置,其特征在于:所述第二振动盘的直振轨道的端部连接有送料组件,所述送料组件包括连接有第二驱动组件的导向板,所述第二驱动组件可驱动导向板沿竖直方向运动;连接有第三驱动组件的固定板,所述第三驱动组件可驱动固定板在水平方向上运动,使其靠近或远离装弹簧组件;
6.根据权利要求5所述的一种滑键自动装弹簧装置,其特征在于:所述装弹簧组件包括连接有第二夹爪的第一旋转组件,驱动第二夹爪沿竖直方向运动的第四驱动组件,驱动第二夹爪靠近或远离组装工位运动的第五驱动组件,驱动第二夹爪运动方向水平且与第五驱动组件运动方向相垂直的第六驱动组件;
7.根据权利要求1所述的一种滑键自动装弹簧装置,其特征在于:所述组装工位至少设置有两处,对应的第二上料机构至少设置有两处;所述上料工位、组装工位和下料工位在转盘组件上沿圆周均匀排列设置。
8.根据权利要求1所述的一种滑键自动装弹簧装置,其特征在于:所述下料机构还包括设置在下料工位上方的取料组件,所述取料组件包括第三夹爪,所述第三夹爪通过第二旋转组件连接有第七驱动组件,所述第三夹爪夹取滑键后,第七驱动组件驱动第三夹爪向上运动,之后第二旋转组件驱动其旋转180度,使得滑键处于朝上状态。
9.根据权利要求8所述的一种滑键自动装弹簧装置,其特征在于:所述存料组件包括托盘仓、成品仓以及能够将托盘仓的托盘转移至成品仓的移载组件;所述第二机械臂拾取第三夹爪上的滑键,并转移至成品仓的托盘上。
技术总结
本发明涉及一种滑键自动装弹簧装置,包括:工作台,第一上料机构,第二上料机构,下料机构,其中,所述转盘组件上设置有倾斜的载台,所述滑键安装在载台上;组装时,所述装弹簧组件拾取弹簧并抵压安装销之前,所述第一顶托组件顶托载台呈水平状态;所述第一顶托组件反复顶托载台至少一次之后,装弹簧组件旋转弹簧插入安装销。在弹簧的安装过程中,滑键首先为水平状态,弹簧水平插入,弹簧的端部抵触凸起;之后滑键倾斜,使得弹簧端部越过凸起,凸起卡入弹簧的节距;最后弹簧旋入安装销,此种安装方式,避免了凸起对弹簧安装的干涉,保证弹簧安装的有效。
技术研发人员:陈国仁,周河,陈东风
受保护的技术使用者:苏州奇达创机械有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!