一种车身B柱热冲压加工设备及方法与流程
本发明涉及材料搬运的,尤其涉及一种车身b柱热冲压加工设备及方法。
背景技术:
1、车身b柱是很重要的受力结构,目前在车身b柱加工时需要对b柱材料进行加热后,在运输至模具中进行冲压,现有的对b柱材料和b柱成品在运输时,通常是采用钳子夹取边缘将其抬起来完成工作台之间的转移,而钳子夹取时力道不好控制,小了的话会掉落,大了的话会在b柱上留下印记,对b柱造成不利影响。为此本发明提供一种车身b柱热冲压加工设备及方法。
技术实现思路
1、鉴于上述现有车身b柱热冲压加工设备存在的问题,提出了本发明。
2、因此,本发明目的是提供一种车身b柱热冲压加工设备,其目的在于:对b柱材料进行搬运时,避免对造成伤害。
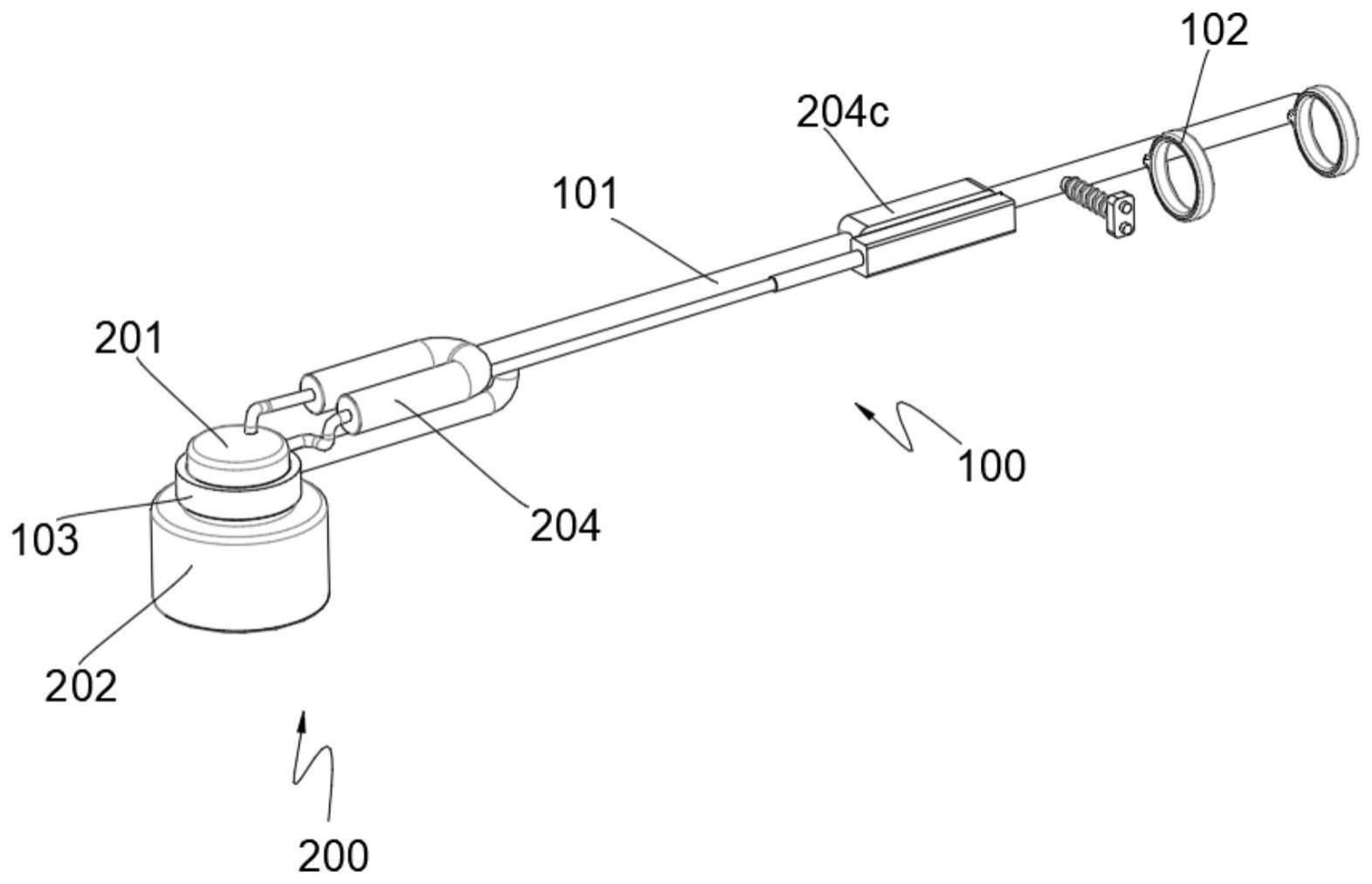
3、为解决上述技术问题,本发明提供如下技术方案:一种车身b柱热冲压加工设备,包括,安装单元,所述安装单元包括支撑柱,设置于所述支撑柱一端的支撑组件,以及设置于所述支撑柱另一端的连接组件;以及,
4、固定单元,所述固定单元包括设置于所述连接组件端部的安装筒,设置于所述安装筒底部的固定筒,设置于所述固定筒和所述安装筒中的吸附组件,以及设置于所述支撑柱与所述安装筒之间的抽气组件。
5、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述吸附组件包括设置于所述固定筒中的安装部,设置于所述安装部上的吸盘,设置于所述安装部顶端的连接筒,以及设置于所述连接筒顶端、且位于所述安装筒中的第一活塞;
6、所述连接筒顶端滑动插接在安装筒中,所述连接筒底部与所述吸盘相通,所述连接筒顶部与所述抽气组件连接;
7、所述安装筒顶部与所述抽气组件相通,所述安装筒侧边设有排气孔,并且所述排气孔位于所述第一活塞下方。
8、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述抽气组件包括设置于所述支撑柱上、且与所述连接组件在同一端的u型管,分别设置于所述u型管两个管道中的第二活塞和抽气部;
9、所述u型管设为第一管道和第二管道,所述抽气部位于所述第一管道中;
10、所述第一管道与所述连接筒之间通过第一连接管相通,所述第二管道与所述安装筒顶部通过第二连接管相通;
11、所述安装筒侧边设有排气孔,并且所述排气孔位于所述第一活塞下方。
12、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述第一连接管包括固定管和活动管,所述固定管位于所述安装筒与所述第一管道之间,所述活动管位于所述安装筒内部、且与所述固定管固定连接;
13、所述活动管位于所述第一活塞上方。
14、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述安装部包括设置于所述吸盘外侧的安装环,弹性设置于所述安装环、且位于所述吸盘上方的安装板,所述安装板与所述连接筒固定连接;
15、所述连接筒包括与所述安装板固定、且滑动插接在所述安装筒中的支撑筒体,以及设置于所述支撑筒体底部与所述吸盘之间伸缩软管。
16、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述吸盘采用橡胶材质制成,并且所述吸盘底部呈喇叭状。
17、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述抽气部包括设置于所述支撑柱上的电池、设置于所述电池上的电动伸缩杆,设置于所述电动伸缩杆端部、且滑动插接在所述第一管道中的连接杆,设置于所述连接杆端部的第三活塞,以及与所述电动伸缩杆连接的控制开关。
18、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述支撑组件包括设置于所述支撑柱上的两个套环和一个把手,
19、所述把手位于所述套环与所述电动伸缩杆之间;所述控制开关固定安装在所述把手端部。
20、作为本发明所述车身b柱热冲压加工设备及方法的一种优选方案,其中:所述连接组件包括设置于所述支撑柱端部l形连接柱,设置于所述连接柱端部、且与所述安装筒固定的固定环,所述连接柱位于所述u型管下方。
21、此加工设备的有益效果:通过固定筒与加热后的b柱材料之间接触密封,并通过抽气组件将固定筒内部的气体抽取形成负压对b柱材料进行固定搬运,当b柱材料加工成成品后,通过吸附组件与b柱成品表面接触密封,并通过抽气组件抽吸形成负压对b柱进行固定运输。
22、鉴于上述车身b柱热冲压加工方法存在的问题,提出了本发明。
23、因此本发明另一个目的是提供一种车身b柱热冲压加工方法,避免在b柱加工时对其造成伤害。
24、为解决上述技术问题,本发明提供如下技术方案:一种车身b柱热冲压设备的加工方法;该方法包括:
25、材料准备,将制作b柱的材料切割成适合的大小,并且将b柱材料加热到适宜的温度;
26、材料运输,利用固定筒与加热后的b柱材料表面接触,通过抽气组件将固定筒内部的气体抽走形成负压,并对b柱材料进行吸附固定,最后b柱材料运输放置到模具上;
27、冲压降温,启动冲压机对b柱材料进行冲压,形成b柱形状,并对b柱进行初步降温;
28、b柱下料,利用固定筒与b柱表面接触,通过抽气组件将吸附组件伸出与b柱接触并抽气形成负压,对b柱进行吸附固定,最后将b柱移出模具。
29、本发明的有益效果:在对b柱材料和b柱成品进行运输时,分别通过固定筒和吸附组件与b柱材料和b柱成品贴合密封,之后抽气形成负压进行固定,避免直接夹持对b柱造成伤害。
技术特征:
1.一种车身b柱热冲压加工设备,其特征在于:包括,
2.根据权利要求1所述的车身b柱热冲压加工设备,其特征在于:所述吸附组件(203)包括设置于所述固定筒(202)中的安装部(203a),设置于所述安装部(203a)上的吸盘(203b),设置于所述安装部(203a)顶端的连接筒(203c),以及设置于所述连接筒(203c)顶端、且位于所述安装筒(201)中的第一活塞(203d);
3.根据权利要求2所述的车身b柱热冲压加工设备,其特征在于:所述抽气组件(204)包括设置于所述支撑柱(101)上、且与所述连接组件(103)在同一端的u型管(204a),分别设置于所述u型管(204a)两个管道中的第二活塞(204b)和抽气部(204c);
4.根据权利要求3所述的车身b柱热冲压加工设备,其特征在于:所述第一连接管(204d)包括固定管(204d-1)和活动管(204d-2),所述固定管(204d-1)位于所述安装筒(201)与所述第一管道(204a-1)之间,所述活动管(204d-2)位于所述安装筒(201)内部、且与所述固定管(204d-1)固定连接;
5.根据权利要求2~4任一所述的车身b柱热冲压加工设备,其特征在于:所述安装部(203a)包括设置于所述吸盘(203b)外侧的安装环(203a-1),弹性设置于所述安装环(203a-1)、且位于所述吸盘(203b)上方的安装板(203a-2),所述安装板(203a-2)与所述连接筒(203c)固定连接;
6.根据权利要求5所述的车身b柱热冲压加工设备,其特征在于:所述吸盘(203b)采用橡胶材质制成,并且所述吸盘(203b)底部呈喇叭状。
7.根据权利要求4所述的车身b柱热冲压加工设备,其特征在于:所述抽气部(204c)包括设置于所述支撑柱(101)上的电池(204c-1)、设置于所述电池(204c-1)上的电动伸缩杆(204c-2),设置于所述电动伸缩杆(204c-2)端部、且滑动插接在所述第一管道(204a-1)中的连接杆(204c-3),设置于所述连接杆(204c-3)端部的第三活塞(204c-4),以及与所述电动伸缩杆(204c-2)连接的控制开关(204c-5)。
8.根据权利要求7所述的车身b柱热冲压加工设备,其特征在于:所述支撑组件(102)包括设置于所述支撑柱(101)上的两个套环(102a)和一个把手(102b),
9.根据权利要求3、4和6-8任一所述的车身b柱热冲压加工设备,其特征在于:所述连接组件(103)包括设置于所述支撑柱(101)端部l形连接柱(103a),设置于所述连接柱(103a)端部、且与所述安装筒(201)固定的固定环(103b),所述连接柱(103a)位于所述u型管(204a)的下方。
10.一种基于权利要求1-9任一项所述的车身b柱热冲压加工设备的加工方法,其特征在于:该方法包括;
技术总结
本发明涉及材料搬运的技术领域,尤其涉及一种车身B柱热冲压加工设备及方法,包括,安装单元,所述安装单元包括支撑柱,设置于所述支撑柱一端的支撑组件,以及设置于所述支撑柱另一端的连接组件;以及,固定单元,所述固定单元包括设置于所述连接组件端部的安装筒,设置于所述安装筒底部的固定筒,设置于所述固定筒和所述安装筒中的吸附组件。该车身B柱热冲压加工设备及方法,通过固定筒与加热后的B柱材料之间接触密封,并通过抽气组件将固定筒内部的气体抽取形成负压对B柱材料进行固定搬运,当B柱材料加工成成品后,通过吸附组件与B柱成品表面接触密封,并通过抽气组件抽吸形成负压对B柱进行固定运输。
技术研发人员:吴龙八,李虎,张倩,武大法,李岛,刘佳红,薛良科
受保护的技术使用者:江苏开沃汽车有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!