一种长形导轨生产加工工艺的制作方法
本发明涉及导轨加工领域,特别涉及一种长形导轨生产加工工艺。
背景技术:
1、长形导轨属于导向装置,主要是由金属或其它材料制成的槽或脊类,能够承受、固定或者引导移动设备并减少其摩擦的一种装置,对于导轨的制作,基本都是通过一次性机械加工成型,对于成型后的导轨还需要根据具体的使用情况进行二次加工,加工部分主要包括尺寸裁剪、瑕疵的打磨等,而在对有瑕疵的导轨进行打磨时,需要人工使用砂纸对导轨的瑕疵处进行打磨,较为费时费力并且工作效率较低。
2、针对上述导轨在加工时出现的问题,相关领域技术人员也对导轨加工的过程进行了优化,为了进行更准确的对比,如公开号为cn215036000u的中国专利公开了一种机械导轨生产加工用打磨装置,包括固定组件、限制槽,固定孔、连接孔,齿口,拨动杆,活动槽,安装孔,限制块,活动杆,打磨块;其在使用时,通过将需要打磨的导轨放置到固定槽内部对其进行固定,然后推动拨动杆,当拨动杆活动时,会带动拨动杆内部的活动杆在限槽的内部进行活动,在活动杆一端的限制块可以避免活动杆从限制槽的内部脱落,同时拨动杆活动时还可以带动活动组件进行转动,活动组件侧面开设的齿口可以带动另一个活动组件进行转动,从而可以使两个活动组件同时活动,也可以使两侧的打磨块同时移动到固定槽的上部,因限制槽的上部一端开设有凹槽,从而可以将活动杆的两端放置到凹槽内部,同时活动杆的中部会进入到下沉槽的内部,打磨块会进入到固定槽的内部,最后可以对固定槽内部的导轨进行打磨,达到了打磨效果好,效率较高的,解决了人工使用砂纸对导轨表面进行打磨时,打磨质量不高,工作效率较低,使用效果不好的问题。
3、然而,在采用上述现有技术对导轨进行打磨处理时,还存在以下问题:1、上述现有技术在对导轨进行加工处理时,由于其打磨块和固定槽的尺寸一定,打磨块在对导轨进行打磨处理时,仅能对固定槽尺寸大小的导轨表面进行打磨处理,未能对所需要进行加工处理导轨的表面进行完全的打磨,降低了对导轨加工处理的效率。
4、2、上述现有技术在对导轨进行打磨处理时,先需要对待打磨导轨的两端安装可拆卸的夹具,加工处理完成后,需要对导轨两端的夹具进行拆卸后,才能进行下一次的加工处理,降低了导轨加工的效率。
5、因此,在上述陈述的观点下,现有技术对导轨的生产加工手段还有可优化的空间。
技术实现思路
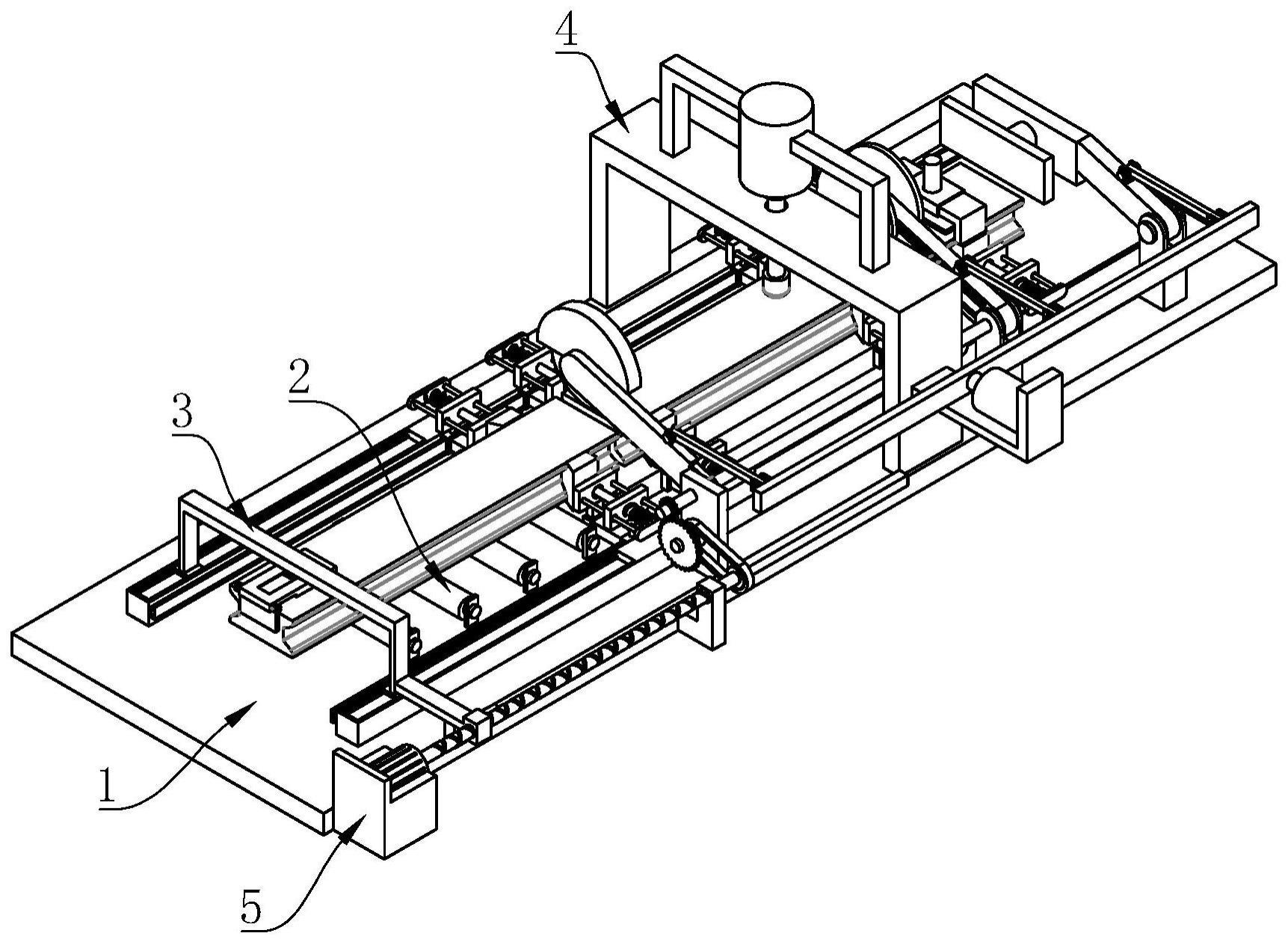
1、为了解决上述问题,本发明提供了一种长形导轨生产加工工艺,该加工工艺包括长形导轨生产加工装置,该长形导轨生产加工装置包括工作台,所述工作台长度方向的任意一端通过转动配合的方式均匀安装有多个传动辊,工作台上端设置有装夹装置,装夹装置包括对称设置在传动辊两侧的安装板,工作台上还设置有加工装置,工作台宽度方向的任意一端设置有驱动装置,驱动装置包括通过电机座安装在工作台上的电机。
2、所述加工装置包括依次安装在工作台上、用于对导轨毛坯件进行分切的分切机构,和用于对导轨进行冲孔的冲孔机构,以及用于对导轨截面进行打磨的打磨机构、用于抵紧导轨的抵紧机构,且抵紧机构、打磨机构和分切机构之间还设置有用于调节角度的操作机构
3、优选的,所述的装夹装置还包括滑轨、调节块、调节机构、定位块、弯折撑板、伸缩套、压紧气缸、矩形板和推动单元,安装板的相对侧均设置有滑轨,滑轨上滑动套设有多个调节块,调节块上设置有调节机构,调节机构上设置有与调节块相对应的定位块,靠近打磨机构的定位块的上端设置有弯折撑板,且对应的弯折撑板为对称分布,对应的弯折撑板之间共同滑动套设有伸缩套,伸缩套上端安装有压紧气缸,压紧气缸的输出端穿过伸缩套并设置有矩形板,安装板上远离弯折撑板的一端设置有推动单元。
4、优选的,所述的调节机构包括包括螺栓一、连接板、滑块、螺栓二、t形板、推杆、推板、导向杆、条形板和调节弹簧,调节块的上端通过螺纹配合的方式穿设有抵在滑轨上的螺栓一,调节块远离对应安装板的一端设置有连接板,连接板的外侧面滑动套设有滑块,滑块的上端设置有t形板,t形板的上部滑动穿设有推杆,推杆远离对应安装板的一端均与对应的定位块相连接,推杆远离定位块的一端设置有推板,推板上通过滑动配合的方式对称穿设有与t形板相连接的导向杆,导向杆远离t形板的一端设置有条形板,条形板和对应的推板之间共同设置有调节弹簧。
5、优选的,所述的推动单元包括限位槽、导向块、冂形架、从动板、弹簧杆一、t形块、压紧板、支撑杆、转动板、限位条、环形块、导向圆杆、弧形槽和矩形槽,安装板上开设有限位槽,限位槽内滑动嵌合设置有导向块,导向块的上端之间共同设置有冂形架,冂形架靠近驱动装置的一端通过从动板与驱动装置相连接,冂形架的中部竖直设置有弹簧杆一,弹簧杆一的下端设置有t形块,t形块的外侧面通过滑动配合的方式水平套设有压紧板,压紧板靠近驱动装置的一端转动穿设有支撑杆,支撑杆的两端之间设置有转动板,支撑杆两端的外侧面均设置有多个限位条,支撑杆同侧的限位条沿支撑杆外侧面呈90度分布,对应限位条的外侧面共同套设有环形块,环形块靠近压紧板的一端设置有导向圆杆,压紧板靠近块的一侧开设有与导向圆杆相对应的弧形槽,压紧板的下端设置有与转动板相对应的矩形槽。
6、优选的,所述的分切机构包括包括支撑板一、支撑壳、传动轴一、转动轴一、分切片、防护罩、带轮一、传动带一、从动齿轮、主动齿轮、从动轴、带轮二和传动带二,工作台上端靠近冂形架的一侧竖直设置有支撑板一,支撑板一的上部转动设置有支撑壳,支撑壳的上端通过转动配合的方式与操作机构相连接,支撑壳内转动设置有传动轴一和转动轴一,转动轴一外侧套设有分切片,支撑壳上还设置有位于分切片上侧的防护罩,传动轴一和转动轴一的外侧面均套设有带轮一,带轮一之间通过传动带一进行传动连接,传动轴一贯穿支撑壳和支撑板一后套设有从动齿轮,从动齿轮的外侧面啮合有主动齿轮,主动齿轮的中部穿设有与支撑板一转动连接的从动轴,从动轴靠近支撑板一的一端转动套设有带轮二,带轮二通过传动带二与驱动装置相连接。
7、优选的,所述的冲孔机构包括包括安装架、液压泵和冲孔头,工作台上端设置有呈冂形结构的安装架,安装架的上端安装有液压泵,液压泵的输出端设置有冲孔头。
8、优选的,所述的打磨机构包括打磨机构包括支撑板二、弧形框板、转动轴二、带轮三、传动带三和打磨轮,传动轴一远离带轮一的一端套设有与工作台相连接的支撑板二,支撑板二的上端通过转动配合的方式设置有套在传动轴一上的弧形框板,弧形框板的上端通过转动配合的方式与操作机构相连接,弧形框板内转动设置转动轴二,转动轴二和传动轴一的外侧面均套设有带轮三,对应的带轮三之间通过传动带三进行传动连接,转动轴二的两端贯穿弧形框板后均设置有打磨轮。
9、优选的,所述的抵紧机构包括包括支撑板三、条形拨板、限位板、弹簧杆二、抵紧板,工作台上远离冂形架的一端设置有支撑板三,支撑板三的上部通过转动配合的方式设置有条形拨板,条形拨板远离支撑板三的一端设置有限位板,条形拨板的上端通过转动配合的方式与操作机构相连接,限位板靠近驱动装置一端的中部设置有弹簧杆二,弹簧杆二远离限位板的一端设置有抵紧板。
10、优选的,所述的操作机构包括包括折板、调节气缸、联动板和连接撑杆,安装架一端设置有折板,折板的竖直折边上水平设置有调节气缸,调节气缸的输出端设置有联动板,联动板靠近安装架的一端转动设置有多个连接撑杆,连接撑杆分别与支撑壳、弧形框板、条形拨板转动连接。
11、优选的,所述的驱动装置还包括往复丝杆、传动轴二和弯折侧板,电机的输出端设置有贯穿从动板的往复丝杆,往复丝杆的表面开设有两条彼此相交螺纹,往复丝杆远离电机的一端设置有传动轴二,传动轴二的外侧面套设有通过传动带二进行传动连接的带轮二,传动轴二上套设有与工作台相连接的弯折侧板。
12、此外,本发明还提供了一种长形导轨生产加工工艺,采用该长形导轨生产加工工艺对长形导轨进行加工时包括如下步骤:
13、s1、将待加工的导轨毛胚件放置在工作台上,通过装夹装置对待加工的导轨进行夹持限位,再通过驱动装置驱动装夹装置对导轨进行输送,将夹持后的导轨输送至对应的加工装置处对导轨进行相对应的加工处理。
14、s2、通过驱动装置驱动分切机构、打磨机构和抵紧机构,从而使分切机构能够对较长的导轨毛胚件进行分切,使导轨变成所需要规定的长度,和使打磨机构对被分切机构裁切后的导轨的截面进行打磨处理,以及使抵紧机构在分切机构和打磨机构对导轨进行加工处理时能够抵紧导轨,使待加工的导轨截面能够始终紧贴打磨机构,提高打磨机构的打磨效率,在导轨经过分切机构与打磨机构之间时,还可以通过冲孔机构对导轨进行冲孔处理。
15、s3、通过操作机构能够同时调节分切机构、打磨机构和抵紧机构的角度,从而使分切机构、打磨机构和抵紧机构能够在需要对导轨进行加工处理时、向下调节对导轨进行加工处理和抵紧导轨,在不需要对导轨进行加工处理时能够向上调节,不会阻挡导轨在工作台上进行输送,进而不会影响对导轨的加工。
16、综上所述,本技术包括以下至少一种有益技术效果:
17、一、本发明通过定位块能够对待加工的导轨进行夹持限位,再通过电机驱动往复丝杆、传动轴二和带轮二进行转动,往复丝杠转动会使从动板通过往复丝杆表面开设的螺纹进行往复的横向移动,从动板移动会带动冂形架、弹簧杆一、t形块、压紧板和转动板进行移动,使压紧板和转动板能够推动导轨进行移动,实现对夹持的导轨进行输送的效果。
18、二、本发明通过带轮三转动和传动带三带动对应的带轮三、转动轴二和打磨轮进行转动,打磨轮转动能够同时对两侧被分切片裁切后的两块导轨的裁切截面进行打磨,提高打磨轮的打磨效率,并还可以通过弹簧杆二带动抵紧板始终将导轨抵在打磨轮的表面,进一步地了提高打磨轮的打磨效率。
19、三、本发明通过带轮二和传动带二带动对应的带轮二、从动轴进行转动,从动轴转动会带动主动齿轮、从动齿轮和传动轴一进行转动,传动轴一转动会带动带轮一并通过传动带一带动对应的带轮一、转动轴一和带轮三进行转动,转动轴一转动会带动分切片进行转动,从而使分切片能够实现对导轨进行裁切的效果,通过液压泵带动冲孔机头对导轨表面进行冲孔,解决了需要拆装夹具后才能对导轨进行进一步加工处理的问题,可以实现同时对导轨进行分切长度、表面冲孔以及截面打磨的效果,有效提高了导轨加工处理的效率。
20、四、本发明通过调节气缸带动联动板和连接撑杆进行移动,联动板移动会带动连接撑使连接撑杆进行转动,连接撑杆转动后会同时带动支撑壳、弧形框板、条形拨板向上或是向下进行转动,使与支撑壳相连接的分切片、与弧形框板相连接的打磨轮、以及被条形波板带动的抵紧板能够同时对导轨进行分切、打磨并将导轨抵紧,或是同时与导轨脱离接触,不阻碍导轨的输送和加工。
- 还没有人留言评论。精彩留言会获得点赞!