冲压成型品的缺陷抑制方法与流程
本公开涉及冲压成型品的缺陷抑制方法。
背景技术:
1、当对具有缺陷的金属板材进行冲压成型时,会存在所获得的冲压成型品中产生破裂缺陷的情况。作为检测金属板材的缺陷的技术,专利文献1中公开了基于由红外线相机取得的钢板的表面温度分布来检测钢板的缺陷的技术。
2、现有技术文献
3、专利文献
4、专利文献1:日本专利第5494566号公报
技术实现思路
1、发明要解决的课题
2、然而,在像专利文献1那样使用红外线相机检测缺陷的方法中,虽然能够大范围地检查金属板材,但相反地,也存在例如数毫米程度的局部缺陷未在温度分布中反映出来而被看漏的情况。另外,若为了抑制像这样对局部缺陷的看漏而例如对金属板材的整个范围精密地进行检查,则冲压成型品的生产性会下降。因而,期望一种在抑制由检查导致的生产性下降的同时,抑制由金属板材的局部缺陷引起的冲压成型品的缺陷的技术。
3、用于解决课题的技术手段
4、本公开可以作为以下的方式来实现。
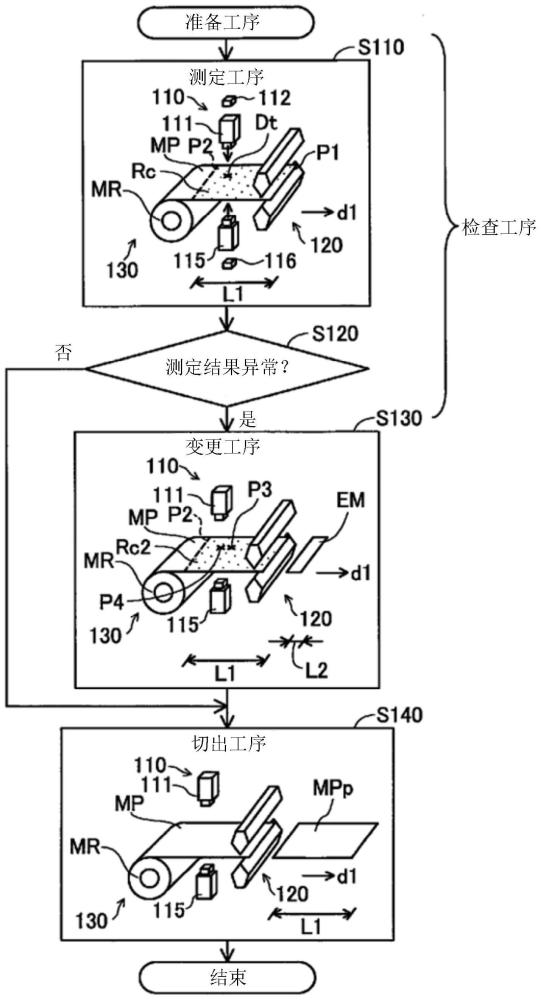
5、(1)根据本公开的一方式,提供一种冲压成型品的缺陷抑制方法,包括从在运送方向上运送且沿所述运送方向较长的金属板切出金属板材的切出工序,该金属板材通过冲压加工被加工成冲压成型品。该冲压成型品的缺陷抑制方法包括检查工序,在该检查工序中,先于所述切出工序而测定在所述切出工序中预定切出所述金属板材的切出范围内的、预先设定的检查部位的厚度和成分中的至少任一方,并判定所述检查部位的测定结果是否异常。所述检查部位作为与由所述冲压加工导致的所述金属板材的伸长的程度为预先设定的程度以上的部位对应的部位而设定。在所述测定结果异常的情况下,执行变更工序,在该变更工序中,先于所述切出工序而以使得被判定为所述测定结果异常的所述检查部位与所述伸长部位错开的方式变更所述切出范围的位置。
6、若是这样的方式,则通过测定预先设定的检查部位并判定该测定结果是否异常,能够抑制在金属板材中冲压加工时的伸长的程度大的部位与厚度、组成异常的部位重叠。因而,能够在抑制由金属板材的检查导致的生产性下降的同时,抑制由金属板材的局部缺陷引起的冲压成型品的破裂。
7、(2)在上述方式中,也可以是,在所述变更工序中,使所述切出范围的位置向所述运送方向的上游侧移动比所述切出范围的所述运送方向上的长度短的距离。若是这样的方式,则与使切出范围的位置向上游侧移动切出范围的运送方向上的长度以上的距离的方式相比,从金属板能够切出更多的金属板材的可能性提高。
8、(3)在上述方式中,也可以是,在所述变更工序中,以使得被判定为所述测定结果异常的所述检查部位包含于所述金属板材中的在所述切断工序的后工序中被去除的范围的方式,变更所述切出范围的位置。若是这样的方式,则金属板材中的测定结果异常的部位在后工序中被去除,所以能够进一步提高冲压成型品的品质。
9、(4)在上述方式中,也可以是,在执行了所述变更工序之后,通过先于所述切出工序而执行追加的所述检查工序,判定位置变更后的所述切出范围内的新的所述检查部位的所述测定结果是否异常,在追加的所述检查工序中的所述测定结果异常的情况下,通过先于所述切出工序而执行追加的所述变更工序,进一步变更位置变更后的所述切出范围的位置。若是这样的方式,则能够进一步降低由于金属板材的局部缺陷而冲压成型品中产生破裂的可能性。
10、本公开除了作为上述冲压成型品的缺陷抑制方法的方式以外,还可以以例如切断装置等各种方式来实现。
技术特征:
1.一种冲压成型品的缺陷抑制方法,包括从在运送方向上运送且沿所述运送方向较长的金属板切出金属板材的切出工序,该金属板材通过冲压加工被加工成冲压成型品,在所述冲压成型品的缺陷抑制方法中,
2.根据权利要求1所述的冲压成型品的缺陷抑制方法,其中,
3.根据权利要求1所述的冲压成型品的缺陷抑制方法,其中,
4.根据权利要求1至3中任一项所述的冲压成型品的缺陷抑制方法,其中,
技术总结
在抑制由金属板材的检查导致的生产性下降的同时,抑制由金属板材的局部缺陷引起的冲压成型品的缺陷。提供一种冲压成型品的缺陷抑制方法,包括从在运送方向上运送的长条的金属板切出通过冲压加工加工成冲压成型品的金属板材的、切出工序。该缺陷抑制方法包括:先于切出工序而测定在切出工序中预定切出金属板材的切出范围内的、预先设定的检查部位的厚度和成分中的至少任一方并判定测定结果是否异常的工序。检查部位作为与由冲压加工导致的金属板材的伸长的程度为预先设定的程度以上的伸长部位对应的部位而设定。在测定结果异常的情况下,执行先于切出工序而以使得被判定为测定结果异常的检查部位与伸长部位错开的方式变更切出范围的位置的工序。
技术研发人员:武坂英明,五十岚大,明石茂,小阪有平
受保护的技术使用者:丰田自动车株式会社
技术研发日:
技术公布日:2024/4/22
- 还没有人留言评论。精彩留言会获得点赞!