一种检测方法、装置、介质、电子设备及数控系统与流程
本发明涉及数控系统,尤其是涉及一种刀长检测方法、装置、介质、电子设备及数控系统。
背景技术:
1、在实际加工时,数控机床操作员需要操作机床进行装刀或者换刀,然后使用对刀仪测量刀具长度,然而有些机床并不带对刀仪,这就需要操作员手动测量刀具长度,然后通过数控系统人机交互界面输入刀具的长度,然而操作员手动输入刀具长度信息就有可能输入错误的刀具长度情况发生,例如刀具长度100mm,输入时输入成10mm或1000mm,若输入错误的刀具长度,数控机床没有检测刀具长度输入错误,就会导致工件报废,重则撞机。
技术实现思路
1、本发明的目的在于提供一种刀长检测方法、装置、介质、电子设备及数控系统,以解决现有技术中存在的无对刀仪的机床手动输入易出错,导致工件报废的技术问题。
2、为实现上述目的,本发明提供了以下技术方案:
3、第一方面,本发明提供的一种刀长检测方法,应用于无对刀仪的数控系统,所述方法包括:
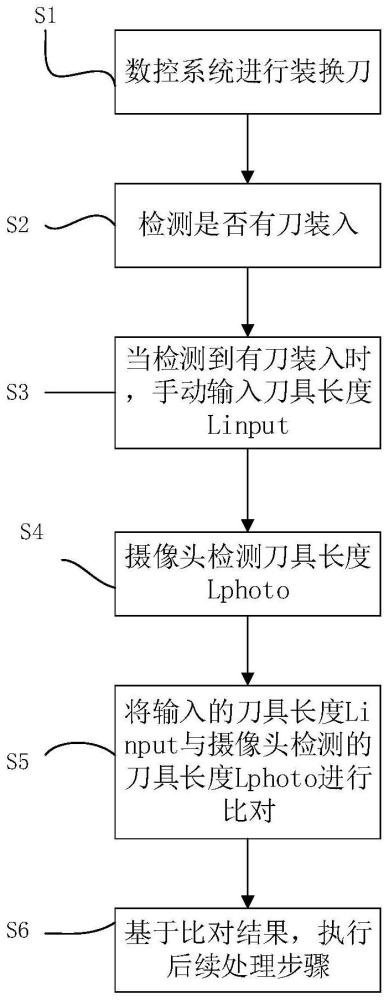
4、数控系统进行装换刀;
5、检测是否有刀装入;
6、当检测到有刀装入时,手动输入刀具长度linput;
7、摄像头检测刀具长度lphoto;
8、将输入的刀具长度linput与摄像头检测的刀具长度lphoto进行比对;
9、基于比对结果,执行后续处理步骤。
10、进一步的,启动数控系统,进行装换刀,包括:
11、数控系统自动进行装换刀;或者是,
12、人工手动进行装换刀。
13、进一步的,检测是否有刀装入,包括:
14、摄像头检测是否有刀装入;或者是,
15、数控系统自动检测是否有刀装入信号。
16、进一步的,所述基于比对结果,执行后续处理步骤,包括:
17、当输入的刀具长度linput与摄像头检测的刀具长度lphoto之间的长度差超过设定误差值deltalength时,数控系统进行刀具长度错误报警;
18、当输入的刀具长度linput与摄像头检测的刀具长度之间lphoto的长度差未超过设定误差值deltalength时,数控系统不进行刀具长度错误报警,进行正常加工。
19、进一步的,当数控系统进行刀具长度错误报警之后,还包括:
20、重新输入刀具长度;
21、数控系统清除刀具长度错误报警信息;
22、将重新输入的刀具长度linput与摄像头检测的刀具长度lphoto进行比对;
23、基于比对结果,执行后续处理步骤。
24、进一步的,所述摄像头检测刀具长度lphoto,包括:
25、摄像头拍摄当前刀具的照片;
26、通过图像处理算法,对刀具的轮廓和边缘进行处理;
27、提取处刀具轮廓长度特征,并将刀具长度信息传送到数控系统中。
28、本发明提供的检测方法,利用摄像头来辅助操作员正确输入刀具长度,即摄像头测量刀具长度和操作员输入的刀具长度进行对比,超过一定的误差,就进行报警,有效防止由于刀具长度输入错误而导致的工件报废和撞机事件的发生。
29、第二方面,本发明提供的一种控制装置,包括:
30、装换刀模块,用于数控系统进行装换刀;
31、检测模块,用于检测是否有刀装入;
32、输入模块,用于当检测到有刀装入时,手动输入刀具长度linput;
33、摄像头模块,用于利用摄像头检测刀具长度lphoto;
34、比对模块,用于将输入的刀具长度linput与摄像头检测的刀具长度lphoto进行比对;
35、执行模块,用于基于比对结果,执行后续处理步骤。
36、第三方面,本发明提供的一种计算机可读存储介质,所述计算机可读存储介质上存储有计算机程序,其中,所述计算机程序被处理器执行时能够执行所述方法。
37、第四方面,本发明提供的一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器通过所述计算机程序执行所述方法。
38、第五方面,本发明提供的一种数控系统,用于执行所述方法。
39、进一步的,所述数控系统包括夹具,所述夹具上安装有传感器,用以检测是否有刀装入;还包括摄像头,所述摄像头的镜头正对刀具。
40、本发明提供的数控系统,利用摄像头测量刀具长度,在数控操作人员输入刀具长度后,与其进行比较,若误差较大,则报警,有效防止由于刀具长度数据错误导致的工件报废和撞机事件发生。
技术特征:
1.一种刀长检测方法,其特征在于,应用于无对刀仪的数控系统,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,启动数控系统,进行装换刀,包括:
3.根据权利要求1所述的方法,其特征在于,检测是否有刀装入,包括:
4.根据权利要求1所述的方法,其特征在于,所述基于比对结果,执行后续处理步骤,包括:
5.根据权利要求4所述的方法,其特征在于,当数控系统进行刀具长度错误报警之后,还包括:
6.根据权利要求1所述的方法,其特征在于,所述摄像头检测刀具长度lphoto,包括:
7.一种控制装置,其特征在于,包括:
8.一种计算机可读存储介质,其特征在于,所述计算机可读存储介质上存储有计算机程序,其中,所述计算机程序被处理器执行时能够执行如权利要求1-6中任一项所述的方法。
9.一种电子设备,其特征在于,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器通过所述计算机程序执行如权利要求1-6中任一项所述的方法。
10.一种数控系统,其特征在于,用于执行如权利要求1-6中任一项所述的方法。
11.根据权利要求10所述的数控系统,其特征在于,所述数控系统包括夹具,所述夹具上安装有传感器,用以检测是否有刀装入;还包括摄像头,所述摄像头的镜头正对刀具。
技术总结
本发明提供了一种检测方法、装置、介质、电子设备及数控系统,涉及数控系统技术领域,解决了无对刀仪的机床手动输入易出错,导致工件报废的技术问题。该方法包括S1、数控系统开机启动,进行装换刀;S2、装换刀完成后,检测是否有刀装入;其中,检测动作可以由摄像头完成,也就是摄像头拍照检测是否有刀装入,也可以采用数控系统自动检测是否有刀装入信号;S3、当检测到有刀装入时,手动输入刀具长度Linput;当未检测到有刀装入时,则返回继续进行检测是否有刀装入步骤;S4、摄像头检测刀具长度Lphoto;S5、将输入的刀具长度Linput与摄像头检测的刀具长度Lphoto进行比对;S6、基于比对结果,执行后续处理步骤。本发明用于数控系统刀长检测。
技术研发人员:崔中,何春茂,翟亚飞
受保护的技术使用者:珠海格力电器股份有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!