一种无需补焊的轮罩转向柱焊接设备的制作方法
本发明属于焊接设备,具体涉及一种无需补焊的轮罩转向柱焊接设备。
背景技术:
1、凸焊是一种焊接的方式,其主要通过在待焊接工件上预先加工出凸点,随后将两待焊接工件利用凸点抵接并通电,使得凸点形成焊接核的焊接工艺,其靠凸点接触,提高了单位面积上的压力与电流密度,有利于将板件表面氧化膜压破,使热量集中,减小分流,减小了点焊中心距,提高了焊接效果和焊接效率。
2、凸点焊接中,有时会出现机械焊接不够牢固,导致机械焊接完毕后需要人工补焊的情况,为此,一般的改进方式,例如中国专利cn201659380u公开的一种用于凸焊螺母焊接的上电极头,具有电极头本体(1),该电极头本体(1)的中部设有冷却水孔(1c),在所述电极头本体(1)的底部开有容置槽(1a),该容置槽(1a)的槽口在电极头本体(1)的底面,在所述容置槽(1a)的槽底开有定位盲孔(1b);其在具备防错功能的同时,能够确保凸焊螺母焊接牢靠,不需要co2保护焊补焊及清丝处理,减少了人工量;然而,在焊接过程中,除了电极无法与待焊接螺母无法正确结合导致的焊接效果不足外,当上下电极不够平行时,会导致加压力不均,焊接电流流通不均匀,焊接效果恶化,而上述结构中,其未能判断上电极与待焊接工件抵接后,对工件施加的压力是否均匀,且无法根据压力均匀度自主调整是否继续焊接,焊接效果不足的同时,同时,当不同的工件进行焊接时,需要的顶压压力不同,对于是否均匀的判断标准不同,而现有技术中未能根据顶压压力调整判断标准,为此,需要一种可根据上电极顶压压力自动调整焊接设备工况以保证焊接效果的无需补焊的轮罩转向柱焊接设备。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种无需补焊的轮罩转向柱焊接设备,具有可根据上电极压力自动调整焊接设备工况的特点。
2、本发明的目的可以通过以下技术方案实现:
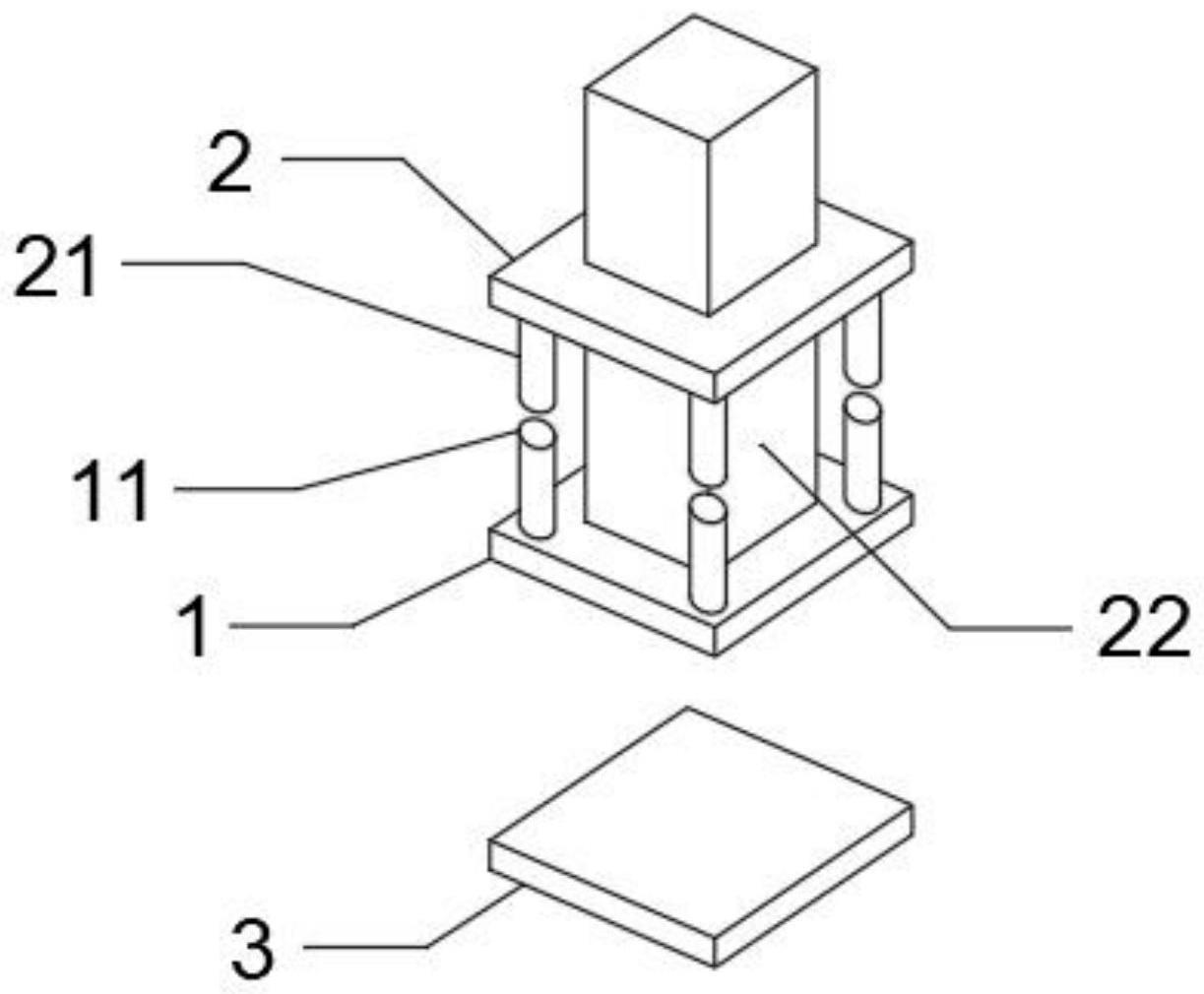
3、一种无需补焊的轮罩转向柱焊接设备,包括上电极、下电极和传动组件,所述传动组件带动上电极靠近或远离下电极,所述上电极靠近传动组件一侧设置有若干压力传感器,所述压力传感器与传动组件抵接,所述压力传感器用于测量上电极顶压工件时自身受到的压力数据;
4、还包括控制模块,若干所述压力传感器与控制模块电连接并上传压力数据,所述控制模块与上电极和下电极电连接并根据若干压力数据控制上电极和下电极的启停。
5、作为本发明的一种优选技术方案,所述控制模块收到若干压力数据p后计算压力数据的方差sp,所述控制模块预先输入有方差阈值s0,所述控制模块判断方差是否超过方差阈值s0,当判断结果为是,所述控制模块使上电极断电。
6、作为本发明的一种优选技术方案,若干所述压力传感器与上电极分别通过承载杆连接,所述传动组件对应若干承载杆设置有顶压杆,若干所述顶压杆与承载杆一一对应设置,若干所述顶压杆与承载杆均由塑料构成。
7、作为本发明的一种优选技术方案,若干所述顶压杆与承载杆均套设有隔热套,所述隔热套与对应顶压杆或承载杆可分离连接。
8、作为本发明的一种优选技术方案,所述控制模块预先输入有压力数据范围[a,b],所述控制模块收到若干压力数据p后计算压力数据的均值pn,所述控制模块判断pn是否在压力数据范围内,当判断结果为否,控制模块使上电极断电。
9、作为本发明的一种优选技术方案,所述控制模块预先输入有压力均值参考值pn0,所述控制模块根据pn0和pn计算修正系数a1,所述控制模块判断方差是否超过s0×a1当判断结果为是,所述控制模块使上电极断电;
10、其中,a1=1+pn/pn0。
11、作为本发明的一种优选技术方案,还包括控制面板,所述控制面板与控制模块电连接,所述控制面板用于输入pn0,s0的值并指令传动组件运动。
12、作为本发明的一种优选技术方案,还包括报警器,所述报警器与控制模块电连接,控制模块判断方差是否超过方差阈值s0,当判断结果为是,所述控制模块指令报警器启动。
13、本发明的有益效果为:
14、(1)通过在上电极和传动组件之间设置压力传感器以探测上电极各部位对工件的按压力,并通过设置控制模块根据压力数据计算压力均匀性,并在均匀性低于一定值后强制指令电极断电,避免了电极未能均匀按压待焊接工件时就进行焊接,导致部分凸点焊点焊接效果较差需要补焊的情况发生;
15、(2)通过使控制模块计算压力均值并判断压力均值是否处于范围内,随后根据判断结果决定是否继续焊接作业,避免了整体压力过大或过小时,继续进行焊接作业,导致整体焊接效果不佳或者损坏焊点的情况发生;
16、(3)通过使控制模块根据整体压力数值调整方差是否超过阈值的判断标准,在压力较大,相对不易导致凸点虚焊时降低切断焊接作业的频率,提高焊接效率,在压力较小,更容易因为接触不紧密导致虚焊时收紧判断标准,完成根据按压力整体大小对阈值的调整。
技术特征:
1.一种无需补焊的轮罩转向柱焊接设备,其特征在于:包括上电极、下电极和传动组件,所述传动组件带动上电极靠近或远离下电极,所述上电极靠近传动组件一侧设置有若干压力传感器,所述压力传感器与传动组件抵接,所述压力传感器用于测量上电极顶压工件时自身受到的压力数据;
2.根据权利要求1所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:所述控制模块收到若干压力数据p后计算压力数据的方差sp,所述控制模块预先输入有方差阈值s0,所述控制模块判断方差是否超过方差阈值s0,当判断结果为是,所述控制模块使上电极断电。
3.根据权利要求1所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:若干所述压力传感器与上电极分别通过承载杆连接,所述传动组件对应若干承载杆设置有顶压杆,若干所述顶压杆与承载杆一一对应设置,若干所述顶压杆与承载杆均由塑料构成。
4.根据权利要求3所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:若干所述顶压杆与承载杆均套设有隔热套,所述隔热套与对应顶压杆或承载杆可分离连接。
5.根据权利要求1所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:所述控制模块预先输入有压力数据范围[a,b],所述控制模块收到若干压力数据p后计算压力数据的均值pn,所述控制模块判断pn是否在压力数据范围内,当判断结果为否,控制模块使上电极断电。
6.根据权利要求2所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:所述控制模块预先输入有压力均值参考值pn0,所述控制模块根据pn0和pn计算修正系数a1,所述控制模块判断方差是否超过s0×a1当判断结果为是,所述控制模块使上电极断电;
7.根据权利要求2所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:还包括控制面板,所述控制面板与控制模块电连接,所述控制面板用于输入pn0,s0的值并指令传动组件运动。
8.根据权利要求2所述的一种无需补焊的轮罩转向柱焊接设备,其特征在于:还包括报警器,所述报警器与控制模块电连接,控制模块判断方差是否超过方差阈值s0,当判断结果为是,所述控制模块指令报警器启动。
技术总结
本发明涉及一种无需补焊的轮罩转向柱焊接设备,属于焊接设备技术领域,包括上电极、下电极和传动组件,所述传动组件带动上电极靠近或远离下电极,所述上电极靠近传动组件一侧设置有若干压力传感器,所述压力传感器与传动组件抵接,所述压力传感器用于测量上电极顶压工件时自身受到的压力数据;还包括控制模块,若干所述压力传感器与控制模块电连接并上传压力数据,所述控制模块与上电极和下电极电连接并根据若干压力数据控制上电极和下电极的启停;其通过在上电极和传动组件之间设置压力传感器以探测上电极各部位对工件的按压力,并通过设置控制模块根据压力数据计算压力均匀性以及根据均匀性调整电极的通断电,降低了补焊概率。
技术研发人员:许亮,杨雪,张林,秦鹏飞
受保护的技术使用者:合肥至信机械制造有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!