一种工字型汽车钢架梁自动焊接装置及方法与流程
本发明涉及工字型汽车钢架梁加工,尤其涉及一种工字型汽车钢架梁自动焊接装置及方法。
背景技术:
1、工字钢也称为钢梁,是截面为工字形状的长条钢材,这种截面设计是主要用离形心最远的翼缘来抵抗弯矩,主要用腹板来抵抗剪力,而用于汽车领域的工字钢本身生产过程比较复杂,因为汽车用工型梁的截面不是规则的矩形截面,而是在某一部位的宽度会逐渐变化,生产时比较复杂。
2、现有的工型梁焊接时,首先将工件拼装成工字型放到焊接工作台上,由于现有的工型梁在各处的宽度不同,需要焊接头经常上下调节以对准上连接缝或下连接缝,如果焊接头使用气缸等驱动机构进行上下调节的话,气缸等驱动机构的工作比较频繁,从而容易出现故障。
技术实现思路
1、为解决背景技术中存在的技术问题,本发明提出一种工字型汽车钢架梁自动焊接装置及方法。
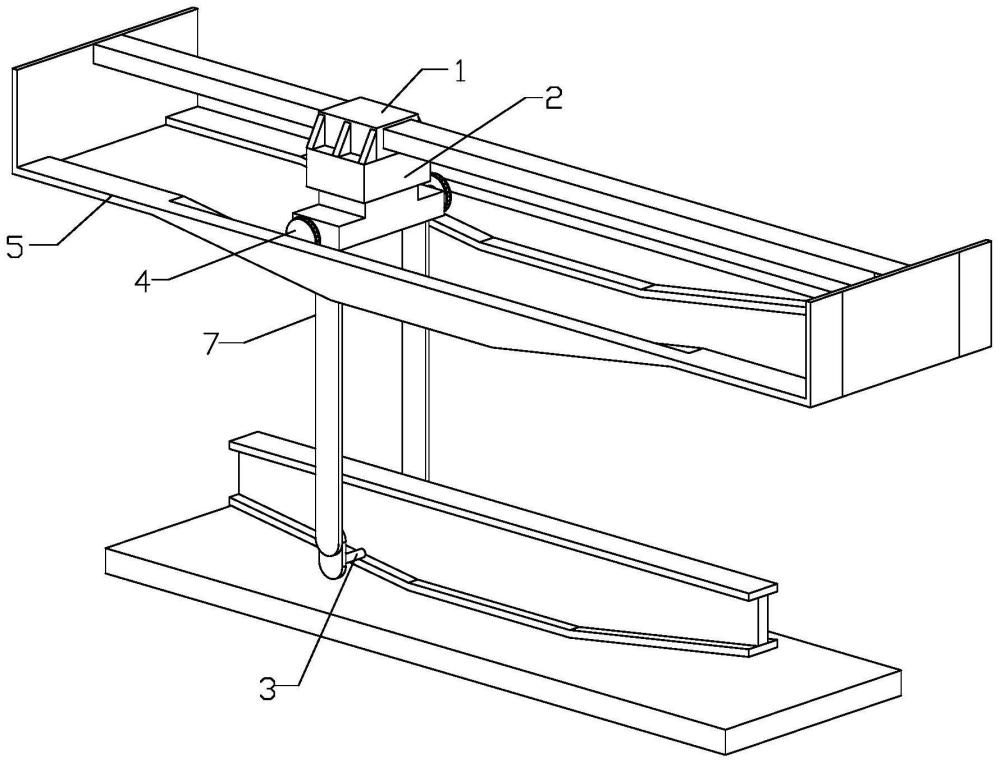
2、本发明提出的一种工字型汽车钢架梁自动焊接装置,包括行走机构、第一安装件、焊接机构,行走机构位于用于放置工字型汽车钢架梁的工作台上方并驱动连接第一安装件以带动安装件沿工作台长度方向运动,第一安装件上沿竖向插接有第二安装件,焊接机构安装在第二安装件的底端用于对放置在工作台上工字型汽车钢架梁的上连接缝或下连接缝进行焊接。
3、优选地,第一安装件上安装有支撑组件,还包括导向件,导向件位于行走机构一侧并与行走机构平行布置,导向件上具有用于对支撑组件形成支撑的第一支撑面和第二支撑面,支撑组件连接有用于带动其在第一支撑面和第二支撑面之间动作的驱动机构。
4、优选地,第一支撑面和第二支撑面沿工作台宽度方向并排布置,第一支撑面的走势与工字型汽车钢架梁下连接缝的走势相同,第二支撑面的走势与工字型汽车钢架梁上连接缝的走势相同。
5、优选地,第一支撑面具体包括沿工作台长度方向依次衔接的第一倾斜段、第二水平段、第二倾斜段,第一倾斜段的前端以及第二倾斜段的后端均衔接有与第二支撑面水平共面的第一水平段。
6、优选地,支撑组件包括连接杆、滑轮,第二安装件上开设有沿工作台宽度方向布置的通槽,连接杆一端滑动插接在通槽内并与固定在通槽内的驱动机构连接,滑轮与连接杆延伸至通槽外的一端固定连接。
7、优选地,滑轮的外圈沿其周向开设有装配槽,装配槽内嵌设有多个滚珠。
8、优选地,焊接机构包括转动安装在第二安装件上的安装板、固定在安装板上的焊接头以及用于带动安装板转动的转动电机。
9、优选地,焊接机构的数量为两组。
10、本发明还提出一种工字型汽车钢架梁自动焊接方法,通过上述焊接装置实现,包括以下步骤:
11、s1、对工字型汽车钢架梁下连接缝进行焊接时,支撑组件位于第一支撑面上,行走机构带动安装件沿着第一支撑面方向行走,在行走的过程中,支撑组件沿第一支撑面在竖向上运动,焊接机构对工字型汽车钢架梁的下连接缝进行焊接;
12、s2、支撑组件运动至第一支撑面上的其一第一水平段时,下连接件焊接完成,转动电机带动焊接机构转动,以使得焊接机构上的焊接端与工字型汽车钢架梁的上连接缝共线;
13、s3、驱动机构带动支撑组件动作至第二支撑面上,行走机构带动安装块反向运动,焊接机构对工字型汽车钢架梁上的上连接缝进行焊接。
14、步骤s2和s3同步进行。
15、本发明所提出工字型汽车钢架梁自动焊接装置,行走机构带动焊接机构沿工字型汽车钢架梁的长度方向运动以对工字型汽车钢架梁上的上连接缝或下连接缝进行焊接,沿下连接缝走势布置的第一支撑面以及沿上连接缝走势布置的第二支撑面使得焊接机构在沿工字型汽车钢架梁长度方向运动的过程中能够始终对准下连接缝或上连接缝,不需要另外的动力源带动焊接机构上下调节,驱动机构仅需要在焊接机构在上连接缝和下连接缝之间切换焊接时带动支撑组件在第一支撑面和第二支撑面之间运动即可,运动频率低,从而能够提高驱动机构的使用寿命。
技术特征:
1.一种工字型汽车钢架梁自动焊接装置,其特征在于,包括行走机构(1)、第一安装件(2)、焊接机构(3),行走机构(1)位于用于放置工字型汽车钢架梁的工作台上方并驱动连接第一安装件(2)以带动第一安装件(2)沿工作台长度方向运动,第一安装件(2)上沿竖向插接有第二安装件(7),焊接机构(3)安装在第二安装件(7)的底端用于对放置在工作台上工字型汽车钢架梁的上连接缝或下连接缝进行焊接。
2.根据权利要求1所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,第一安装件(2)上安装有支撑组件(4),还包括导向件(5),导向件(5)位于行走机构(1)一侧并与行走机构(1)平行布置,导向件(5)上具有用于对支撑组件(4)形成支撑的第一支撑面(51)和第二支撑面(52),支撑组件(4)连接有用于带动其在第一支撑面(51)和第二支撑面(52)之间动作的驱动机构(6)。
3.根据权利要求2所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,第一支撑面(51)和第二支撑面(52)沿工作台宽度方向并排布置,第一支撑面(51)的走势与工字型汽车钢架梁下连接缝的走势相同,第二支撑面(52)的走势与工字型汽车钢架梁上连接缝的走势相同。
4.根据权利要求3所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,第一支撑面(51)具体包括沿工作台长度方向依次衔接的第一倾斜段(512)、第二水平段(513)、第二倾斜段(514),第一倾斜段(512)的前端以及第二倾斜段(514)的后端均衔接有与第二支撑面(52)水平共面的第一水平段(511)。
5.根据权利要求2所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,支撑组件(4)包括连接杆(41)、滑轮(42),第二安装件(7)上开设有沿工作台宽度方向布置的通槽(71),连接杆(41)一端滑动插接在通槽(71)内并与固定在通槽(71)内的驱动机构(6)连接,滑轮(42)与连接杆(41)延伸至通槽(71)外的一端固定连接。
6.根据权利要求5所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,滑轮(42)的外圈沿其周向开设有装配槽,装配槽内嵌设有多个滚珠(43)。
7.根据权利要求1所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,焊接机构(3)包括转动安装在第二安装件(7)上的安装板(31)、固定在安装板(31)上的焊接头(32)以及用于带动安装板(31)转动的转动电机(33)。
8.根据权利要求1所述的一种工字型汽车钢架梁自动焊接装置,其特征在于,焊接机构的数量为两组。
9.根据权利要求1-8任一项所述的工字型汽车钢架梁自动焊接装置的焊接方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的一种工字型汽车钢架梁自动焊接方法,其特征在于,步骤s2和s3同步进行。
技术总结
本发明公开了一种工字型汽车钢架梁自动焊接装置,包括行走机构、安装件、焊接机构,行走机构位于用于放置工字型汽车钢架梁的工作台上方并驱动连接安装件以带动安装件沿工作台长度方向运动,第一安装件上沿竖向插接有第二安装件,焊接机构安装在第二安装件的底端用于对放置在工作台上工字型汽车钢架梁的上连接缝或下连接缝进行焊接;本发明所提出工字型汽车钢架梁自动焊接装置,沿下连接缝走势布置的第一支撑面以及沿上连接缝走势布置的第二支撑面使得焊接机构在沿工字型汽车钢架梁长度方向运动的过程中能够始终对准下连接缝或上连接缝,不需要另外的动力源带动焊接机构上下调节。
技术研发人员:李福顺,刘贞礼,温尊良
受保护的技术使用者:中源宏顺汽车有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!