一种气浮导轨气浮支撑结构精密装配装置及方法
本发明属于超精密装配,具体涉及一种气浮导轨气浮支撑结构精密装配装置及方法。
背景技术:
1、气浮导轨作为一种用于超精密直线运动导向的高直线度和高刚度的直线基准,在超精密设备和装置中具有广泛的应用。然而,气浮导轨的制造和装配过程面临严格的加工精度要求,特别是在气浮导轨工作面的u形槽结构中,该结构通常由i形结构件和l形结构件组装而成。这两种结构件之间的凹槽配合间隙必须与气浮导轨设计的气膜厚度保持一致,要求达到微米级的间隙精度,从而使i形结构件和l形结构件的装配变得非常复杂。此外,为了确保i形结构件和l形结构件之间连接紧密,通常需要使用大量连续的螺钉进行连接,即使使用扭矩扳手也难以保证微米级间隙精度。目前,u形槽结构的装配主要依赖工人手工检测和装调,这不仅耗时费力,还增加了人工成本。
2、因此,迫切需要开发一种新的工装和装配方法,以提高气浮导轨u形槽结构的装配效率和精度,满足超精密设备和装置的高要求。
技术实现思路
1、本发明的目的是为解决气浮导轨工作面的u形槽结构中,由于i形结构件和l形结构件装配精度要求高,l形结构件与i形结构件采用上述现有技术存在装配难度大,费时费力的问题,进而提供一种气浮导轨气浮支撑结构精密装配装置及方法。
2、本发明为实现上述目的,本发明采取的技术方案如下:
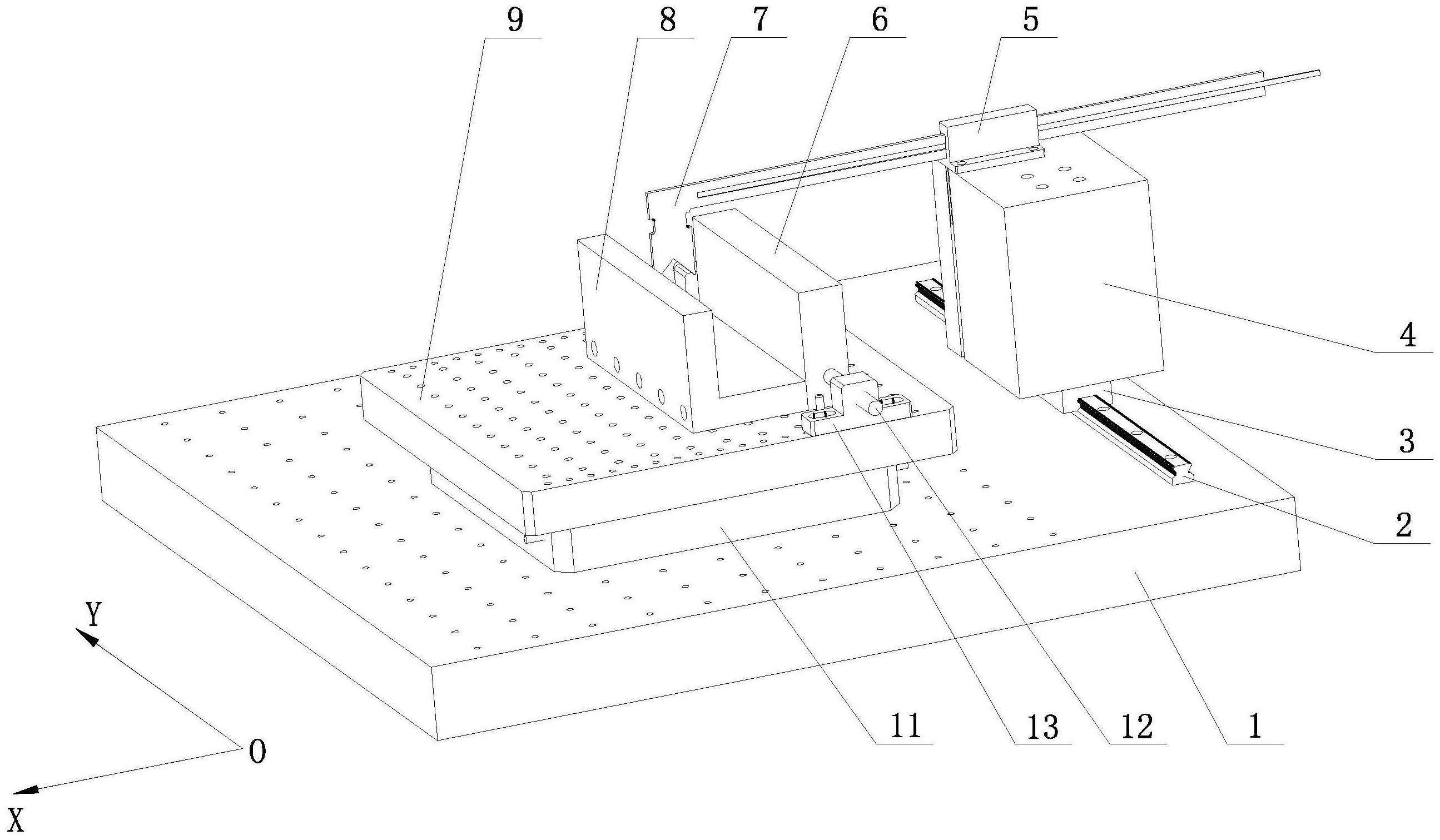
3、一种气浮导轨气浮支撑结构精密装配装置,包括大底板、导轨、滑块、测量尺固定架、测量尺套、测量尺、气浮导轨装配台、调向台、旋转轴承;
4、导轨沿大底板的y向固定在大底板上,测量尺固定架通过滑块与导轨滑动连接,测量尺套与测量尺固定架上端固定连接,测量尺沿大底板的x向滑动穿过测量尺套,调向台固定在大底板上,调向台与导轨平行设置,气浮导轨装配台的转轴通过旋转轴承与调向台转动连接,i形结构件平行于导轨设置气浮导轨装配台上,i形结构件通过多个与气浮导轨装配台固定连接的定位销定位,l形结构件与i形结构件相平行设置并固定安装在气浮导轨装配台上,l形结构件与i形结构件之间的间隙与气浮导轨的气膜厚度相同。
5、进一步的是,调向台中部加工有中心孔,中心孔侧壁加工有键槽,气浮导轨装配台下端的转轴侧壁上设有凸起块,凸起块为l形,旋转轴承固定装在转轴上,凸起块内侧面与旋转轴承外圆面相接触,旋转轴承与中心孔相配合,凸起块嵌入键槽中。
6、进一步的是,键槽宽度大于凸起块的宽度。
7、进一步的是,调向台与键槽侧壁相平行的两个外侧面各沿x向加工有一个与键槽相通的顶针螺孔,两个微旋顶针分别旋入顶针螺孔内并顶住凸起块。
8、进一步的是,i形结构件两端外侧分别设置有与气浮导轨装配台固定连接的固定块,两个所述固定块沿y向均设有螺纹孔,两个所述螺纹孔均与对应的推力螺杆螺纹连接,i形结构件两端通过两个所述推力螺杆在y向上固定。
9、进一步的是,旋转轴承为推力轴承。
10、进一步的是,调向台的中心孔、旋转轴承及气浮导轨装配台的转轴同轴设置。
11、一种气浮导轨气浮支撑结构精密装配方法,所述方法包括以下步骤:
12、步骤一:首先将i形结构件放置在气浮导轨装配台上,并粗调i形结构件位置,使之与导轨相平行,然后利用多个定位销对i形结构件进行初步定位,通过旋转固定块上的推力螺杆对i形结构件两端施加压力,将其沿导轨方向固定在气浮导轨装配台上;
13、步骤二:调节测量尺的位置,使其沿i形结构件的侧面进行测量,根据测量示数,调节调向台两侧的微旋顶针,精调气浮导轨装配台的方向,i形结构件随气浮导轨装配台一起进行微小转动,当使用测量尺对i形结构件的侧面进行测量时读数不再变化时,说明i形结构件达到与导轨的平行度公差要求,记录测量尺参数,不再调节调向台,i形结构件定位固定完成;
14、步骤三:装配l形结构件,首先将l形结构件沿与i形结构件平行方向放置到气浮导轨装配台上,调节测量尺对l形结构件的侧面进行测量,根据本次对l形结构件测量的值与对i形结构件的测量值之差计算气膜间隙;当l形结构件与i形结构件之间的间隙达到气浮导轨的气膜厚度要求时,对l形结构件进行固定,从而完成气浮导轨装配。
15、与现有技术相比,本发明的有益效果是:1、本发明通过测量尺在同一基准下的两次测量(分别对i形结构件和l形结构件侧面进行测量),实现对气浮导轨的i形结构件与l形结构件的高精度快速装配,以满足超精密设备的公差要求。2、本发明的装置及方法便于l形结构件与i形结构件装配,且装配过程省时省力,有效提高了装配的效率与精度,能够满足超精密设备和装置的高要求。
技术特征:
1.一种气浮导轨气浮支撑结构精密装配装置,其特征在于:包括大底板(1)、导轨(2)、滑块(3)、测量尺固定架(4)、测量尺套(5)、测量尺(7)、气浮导轨装配台(9)、调向台(11)、旋转轴承(17);
2.根据权利要求1所述的一种气浮导轨气浮支撑结构精密装配装置,其特征在于:调向台(11)中部加工有中心孔(15),中心孔(15)侧壁加工有键槽(16),气浮导轨装配台(9)下端的转轴(18)侧壁上设有凸起块(19),凸起块(19)为l形,旋转轴承(17)固定装在转轴(18)上,凸起块(19)内侧面与旋转轴承(17)外圆面相接触,旋转轴承(17)与中心孔(15)相配合,凸起块(19)嵌入键槽(16)中。
3.根据权利要求2所述的一种气浮导轨气浮支撑结构精密装配装置,其特征在于:键槽(16)宽度大于凸起块(19)的宽度。
4.根据权利要求3所述的一种气浮导轨气浮支撑结构精密装配装置,其特征在于:调向台(11)与键槽(16)侧壁相平行的两个外侧面各沿x向加工有一个与键槽(16)相通的顶针螺孔,两个微旋顶针(10)分别旋入顶针螺孔内并顶住凸起块(19)。
5.根据权利要求4所述的一种气浮导轨气浮支撑结构精密装配装置,其特征在于:i形结构件(6)两端外侧分别设置有与气浮导轨装配台(9)固定连接的固定块(13),两个所述固定块(13)沿y向均设有螺纹孔,两个所述螺纹孔均与对应的推力螺杆(12)螺纹连接,i形结构件(6)两端通过两个所述推力螺杆(12)在y向上固定。
6.根据权利要求5所述的一种气浮导轨气浮支撑结构精密装配装置,其特征在于:旋转轴承(17)为推力轴承。
7.根据权利要求6所述的一种气浮导轨气浮支撑结构精密装配装置,其特征在于:调向台(11)的中心孔(15)、旋转轴承(17)及气浮导轨装配台(9)的转轴(18)同轴设置。
8.一种利用权利要求4至7中任一权利要求所述的装置实现气浮导轨气浮支撑结构精密装配方法,其特征在于:所述方法包括以下步骤:
技术总结
一种气浮导轨气浮支撑结构精密装配装置及方法,属于超精密装配技术领域。装置是:导轨沿大底板的Y向固定在大底板上,测量尺固定架通过连接块与导轨滑动连接,测量尺套与固定架固定连接,测量尺沿大底板的X向滑动穿出测量尺套,调向台固定在大底板上,调向台与导轨平行设置,气浮导轨装配台通过旋转轴承与调向台连接,I形结构件平行于导轨设置并与气浮导轨装配台定位连接,L形结构件与I形结构件相平行设置并固定安装在气浮导轨装配台上,L形结构件与I形结构件之间的间隙与气浮导轨的气膜厚度相同。本发明的装置及方法便于L形结构件与I形结构件装配,装配过程省时省力,有效提高了装配效率与精度,能够满足超精密设备和装置的高要求。
技术研发人员:赵鹏越,苏鹏宇,刘欢,高席丰,吴剑威
受保护的技术使用者:哈尔滨工业大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!