工程机械装配生产线及工程机械装配工艺方法与流程
本发明涉及工程机械装配,特别是涉及一种工程机械装配生产线及工程机械装配工艺方法。
背景技术:
1、工程机械产品结构复杂,且多为大件装配,目前工程机械的产线部装、总装及仓储区域混在一起,致使主机装配一旦落地,很难再次流转起来,只能采取大吨位行车或叉车方式进行零部件二次吊装、转运及装配。这种作业方式,存在工件吊装次数多,物流通道占用面积大、专用工装难实施等一些列问题。由于台位式生产缺乏自动化装配设备,需严重依赖工人技能水平,现场参与装配的人员密集,往往一群人采取手工作业方式围着主机进行装配,装配质量很难得到保证,如在履带架、中桅杆等大件装配时,需使用行车进行多次翻转,存在严重安全隐患;关键工位螺栓在紧固时,采用风扳机预紧后再用扭力扳手逐一定扭方式,导致螺栓扭矩无法管控;在安装销轴、轴承时,使用大锤进行敲击,导致轴承经常损坏等问题。
2、此外,由于装配车间物料数量众多,工件存放、转运器具缺乏,无专用作业平台、还存在大件配送困难、小件摆放凌乱、专用工装配置不全等问题,由于旋挖钻机装配周期长、交付压力大,一些主机厂在生产时只能采取扩大车间生产面积、增加生产线数量方法来应对,导致装配车间面积大、生产线众多、物料摆放凌乱,然而关键设备保证能力却十分低下,致使装配质量根部无法得到有效保证。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种工程机械装配生产线及工程机械装配工艺方法,能够使装配生产线井然有序、提高装配效率。
2、本发明提供一种工程机械装配生产线,包括第一部装线、第二部装线和总装线,所述总装线沿第一方向布置,所述第一部装线、所述第二部装线沿所述第一方向排布在所述总装线的一侧。
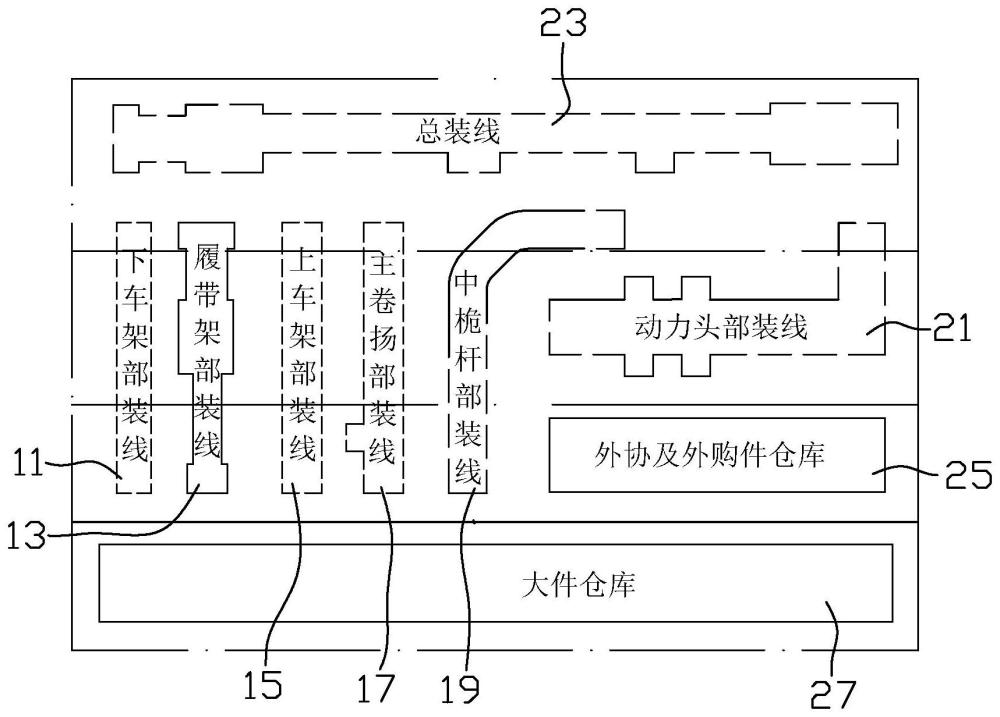
3、本发明提供另一种工程机械装配生产线,包括下车架部装线、履带架部装线、上车架部装线、主卷扬部装线、中桅杆部装线、动力头部装线和总装线,所述总装线沿第一方向布置,所述下车架部装线、所述履带架部装线、所述上车架部装线、所述主卷扬部装线、所述中桅杆部装线和所述动力头部装线沿所述第一方向排布在所述总装线的一侧。
4、可选地,所述下车架部装线、所述履带架部装线、所述上车架部装线、所述主卷扬部装线、所述中桅杆部装线和所述动力头部装线沿所述第一方向依次排布在所述总装线的一侧。
5、可选地,所述下车架部装线、所述履带架部装线、所述上车架部装线和所述主卷扬部装线沿垂直于所述第一方向的第二方向布置,所述中桅杆部装线部分沿所述第二方向布置,部分沿所述第一方向布置,所述动力头部装线部分沿所述第一方向布置,部分沿所述第二方向布置;
6、所述下车架部装线设有多个沿所述第二方向排布的下车架部装子工位,所述履带架部装线设有多个沿所述第二方向排布的履带架部装子工位,所述上车架部装线设有多个沿所述第二方向排布的上车架部装子工位,所述主卷扬部装线设有多个沿所述第二方向排布的主卷扬部装子工位,所述中桅杆部装线设有多个中桅杆部装子工位,部分所述中桅杆部装子工位沿所述第二方向排布,部分所述中桅杆部装子工位沿所述第一方向排布,沿所述第一方向排布的所述中桅杆部装子工位更靠近所述总装线,所述动力头部装线设有多个动力头部装子工位,部分所述动力头部装子工位沿所述第二方向排布,部分所述动力头部装子工位沿所述第一方向排布,沿所述第二方向排布的所述动力头部装子工位更靠近所述总装线。
7、可选地,所述工程机械装配生产线还包括外协外购件仓库和大件仓库,所述外协外购件仓库设于所述动力头部装线远离所述总装线的一侧,所述大件仓库设于所述下车架部装线、所述履带架部装线、所述上车架部装线、所述主卷扬部装线、所述中桅杆部装线和所述外协外购件仓库远离所述总装线的一侧。
8、可选地,所述总装线包括沿所述第一方向依次排布的下车架组件上线工位、履带架组件上线工位、上车架合车工位、主卷扬组装工位、中桅杆组装工位和动力头组装工位;所述下车架组件上线工位用于放置从所述下车架部装线运送过来的下车架组件,所述履带架组件上线工位用于放置从所述履带架部装线运送过来的履带架组件,并在所述履带架组件上线工位将下车架组件组装至履带架组件,形成下车总成;所述上车架合车工位用于将从所述上车架部装线运送过来的上车架总成组装至下车总成形成主机,并将回转减速机、变幅机构合驾驶室安装至主机;所述主卷扬组装工位用于将从所述主卷扬部装线运送过来的主卷扬总成组装至主机,并将配重安装至主机;所述中桅杆组装工位用于将所述中桅杆部装线运送过来的中桅杆总成组装至主机;所述动力头组装工位用于将所述动力头部装线运送过来的动力头总成组装至主机。
9、可选地,所述上车架部装线设有多个沿垂直于所述第一方向的第二方向排布的上车架部装子工位,多个所述上车架部装子工位中设有一个异常处理工位。
10、可选地,所述总装线还包括对中机构;
11、其中,所述对中机构设于所述下车架部装线和所述下车架组件上线工位之间,用于将下车架组件进行对中;或者,所述对中机构设于所述履带架部装线和所述履带架组件上线工位之间,用于将履带架组件进行对中;或者,所述对中机构设于所述上车架部装线和所述上车架合车工位之间,用于对上车架总成进行对中。
12、可选地,所述对中机构包括支架、可直线移动地设于所述支架上的调整台、第五rgv台车、第一伸缩推送件和第二伸缩推送件,所述调整台用于承载工件,所述工件可于所述调整台上移动,所述第五rgv台车可升降从而将所述调整台上的工件升高,所述第五rgv台车用于承载工件,将工件沿对中台车行走轨道移动,所述第一伸缩推送件和所述第二伸缩推送件用于所述调整台相对所述支架移动,并推动工件在所述调整台上移动,所述支架的两端分别设有所述第一伸缩推送件,所述支架的两侧分别设有所述第二伸缩推送件。
13、本发明还提供一种工程机械装配工艺方法,采用上述工程机械装配生产线进行工程机械的装配,所述工程机械装配工艺方法包括:
14、将下车架组件在所述下车架部装线上组装完毕并运送至所述总装线处;
15、将履带架组件在所述履带架部装线上组装完毕并运送至所述总装线处;
16、将所述总装线处的所述下车架组件运送至所述总装线上放置所述履带架组件的位置,并将所述下车架组件组装至所述履带架组件形成下车总成;
17、将所述下车总成运送至所述总装线对应所述上车架部装线的位置,并将上车架总成在所述上车架部装线上组装完毕并运送至所述总装线处,将所述上车架总成组装至所述下车总成形成主机;
18、将回转减速机、变幅机构、驾驶室组装至所述主机;
19、将所述主机运送至所述总装线对应所述主卷扬部装线的位置,并将主卷扬总成在所述主卷扬部装线上组装完毕并运送至所述总装线处,并将所述主卷扬总成组装至所述主机;
20、将配重组装至所述主机;
21、将所述主机运送至所述总装线对应所述中桅杆部装线的位置,并将中桅杆总成在所述中桅杆部装线上组装完毕并运送至所述总装线处,并将所述中桅杆总成组装至所述主机;;
22、将所述主机运送至所述总装线对应所述动力头部装线的位置,并将动力头总成在所述动力头部装线上组装完毕并运送至所述总装线处,并将所述动力头总成组装至所述主机。
23、本发明实施例提供的工程机械装配生产线及工程机械装配工艺方法中,采用多个部装线与总装线垂直布局的方案,成环环相扣,步步推进的流水线作业,各部装输送线体直接过跨转用至总装线边,吊装次数减少,且减少了线边缓存,使整个工程机械装配生产线井然有序,同时能够减少行车的使用,提升转运及吊装效率。
- 还没有人留言评论。精彩留言会获得点赞!