一种加热钢坯多功能高压除磷装置的制作方法
本技术涉及钢坯加工设备的领域,尤其是涉及一种加热钢坯多功能高压除磷装置。
背景技术:
1、钢坯是指经过初步加工但尚未进行进一步精炼的钢材原料。它通常是由铁矿石经过冶炼、炼钢和连铸等工艺加工而成。钢坯通常用于生产各种型号和规格的钢材制品,如钢板、钢管、钢棒等。在进一步的加工中,钢坯需要进行轧制、锻造、模具铸造等工艺,以得到所需的最终产品。
2、对于长条状的钢坯,钢坯的截面呈矩形,且矩形的四边长度相差不大,类似正方形。钢坯除磷是指在热轧钢生产中,将钢坯表面的氧化铁皮(也称为磷皮)去除的过程。除磷的作用是提高钢坯表面的质量,防止氧化铁皮在轧制过程中被轧辊压入,造成成品表面的凹凸痕迹、脱落、裂纹等缺陷,还可以改善钢坯的内部组织和性能,提高钢坯的塑性和延展性,降低钢坯的硬度和脆性,减少轧制过程中的开裂和断裂。
3、在使用刮刀、刷子对钢坯表面的氧化铁皮进行刮除清理的方法成本低,操作方便,但是会产生一定的粉尘,会导致粉尘飘散在空气中而污染加工环境。
技术实现思路
1、为了在去除钢坯表面的氧化铁皮时减少粉尘,以降低对加工环境的污染,本技术提供一种加热钢坯多功能高压除磷装置。
2、本技术提供的一种加热钢坯多功能高压除磷装置,采用如下的技术方案:
3、一种加热钢坯多功能高压除磷装置,包括机架,所述机架设有用于输送钢坯的输送件,所述机架连接有多个喷水组件,各所述喷水组件沿所述输送件周向间隔分布形成加工通道,各所述喷水组件均用于向所述加工通道喷水。
4、通过采用上述技术方案,钢坯通过输送件在加工通道中输送时,各喷水组件对钢坯的周壁进行喷水,输送件继续输送钢坯,随着整条钢坯都经过喷水组件,各喷水组件可对整条钢坯进行喷水,喷水组件以此可冲下钢坯表面的氧化铁皮,采用喷水去磷的方式可减少粉尘产生,可在去除钢坯表面的氧化铁皮时减少粉尘,进而可降低对加工环境的污染。
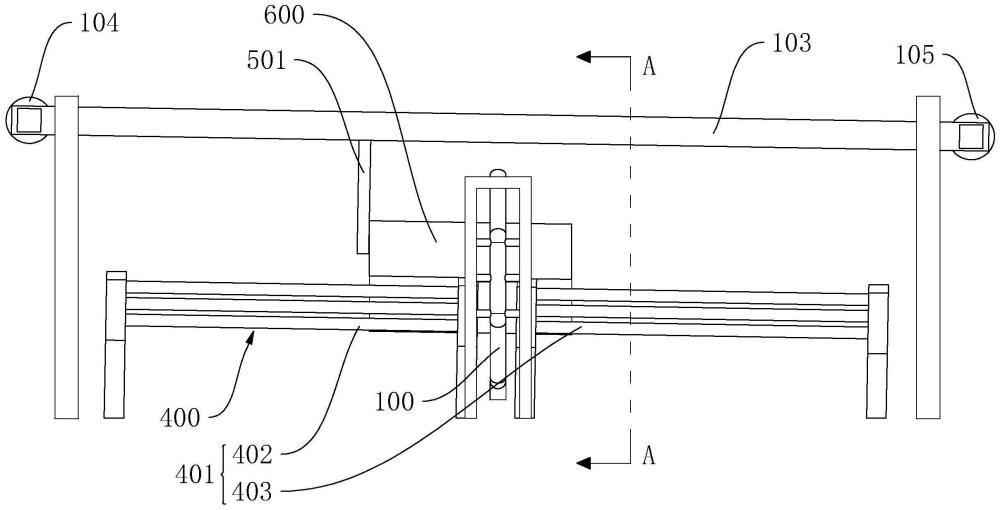
5、优选的,所述输送件包括多个支撑管,各所述支撑管均倾斜设置,且所述支撑管靠近所述加工通道进料口的一端高于所述支撑管靠近所述加工通道出料口的一端,各所述支撑管间隔分布呈v型,所述机架顶部沿所述支撑管长度方向滑移连接有移动件,所述移动件连接有推动杆,所述推动杆竖直设置且一端位于所述加工通道中。
6、通过采用上述技术方案,多个支撑管可支撑钢坯,钢坯放置在分布呈v型的各支撑管上后,钢坯长度方向与支撑管长度方向一致,钢坯的四个侧壁均倾斜,喷水组件在对钢坯进行喷水后,方便钢坯表面的氧化铁皮和水从钢坯上滑落,移动件在移动时可通过推动杆推动钢坯的尾端,以此可使钢坯在多个支撑管上移动,倾斜设置的支撑管可方便推动杆将钢坯从加工通道的进料口推至加工通道出料口。
7、优选的,所述喷水组件包括多个喷头,所述机架设有内腔,所述内腔连通有水源,各所述喷头均与所述内腔连通,各所述喷头沿钢坯宽度方向均匀间隔分布。
8、通过采用上述技术方案,水源可向内腔中供水,内腔中的水可通过多个喷头喷向钢坯,以此可去除钢坯表面的氧化铁皮,且设置多个喷头可扩大喷水范围与喷水强度,可提高去除钢坯表面的氧化铁皮的效率。
9、优选的,所述支撑管包括第一管与第二管,所述第一管长度方向与所述第二管长度方向一致,所述第一管与所述第二管沿所述第一管长度方向间隔分布形成第一冲水间隙,各所述喷头均朝向所述第一冲水间隙。
10、通过采用上述技术方案,钢坯从第一管输送至第二管上时经过第一冲水间隙上方,喷头可向第一冲水间隙喷水,以此可尽量避免支撑管阻挡喷头喷出的水,可提高去除钢坯表面的氧化铁皮的效率。
11、优选的,所述输送件包括支撑架与多个滚珠,所述支撑架长度方向与所述加工通道长度方向一致,各所述滚珠沿所述支撑架长度方向间隔分布,所述滚珠滚动连接于所述支撑架,所述滚珠用于与钢坯底部接触,所述机架连接有用于沿所述支撑架长度方向推动钢坯的推动件。
12、通过采用上述技术方案,钢坯通过支撑架在输送时,钢坯底部与滚珠接触,推动件在推动钢坯的时候,滚珠滚动,采用滚动摩擦的方式,可减小钢坯在输送时的摩擦力,方便钢坯输送,且通过滚珠输送时,可减少钢坯被接触的区域,可尽量避免钢坯受损。
13、优选的,所述支撑架包括第一架体与第二架体,所述第一架体与所述第二架体沿所述加工通道长度方向间隔分布形成第二冲水间隙。
14、通过采用上述技术方案,钢坯从第一架体输送至第二架体上时经过第二冲水间隙上方,喷头可向第二冲水间隙喷水,以此可尽量避免支撑架阻挡喷头喷出的水,可提高去除钢坯表面的氧化铁皮的效率。
15、优选的,所述支撑架顶部开设有v型槽,所述v型槽长度方向与所述加工通道长度方向一致,所述v型槽内壁开设有多个容纳槽,所述滚珠位于所述容纳槽中,所述滚珠凸出所述容纳槽开口。
16、通过采用上述技术方案,钢坯放置在v型槽中后,钢坯长度方向与v型槽长度方向一致,钢坯的四个侧壁均倾斜,喷水组件在对钢坯进行喷水后,方便钢坯表面的氧化铁皮和水从钢坯上滑落,且钢坯与滚珠接触,可方便钢坯在v型槽中输送。
17、优选的,所述容纳槽中设有弹簧,所述弹簧一端与所述容纳槽底壁连接,所述弹簧另一端与所述滚珠接触,所述容纳槽底部开设有排渣孔。
18、通过采用上述技术方案,钢坯在输送时与滚珠接触,滚珠表面会沾附从钢坯上脱落的氧化铁皮,滚珠在滚动时与弹簧一端摩擦,弹簧一端可刮下滚珠沾附的氧化铁皮,以此可对滚珠进行清洁,可尽量避免滚珠沾附的氧化铁皮重新沾附在钢坯上,弹簧刮下的氧化铁皮可通过排渣孔从容纳槽中排出,同时,当钢坯在运输至v型槽中时,滚珠通过弹簧可对钢坯进行缓冲,可尽量避免钢坯与v型槽发生刚性碰撞而导致钢坯受损的情况。
19、优选的,所述机架连接有多个转动板,各所述转动板沿所述加工通道周向间隔分布,所述转动板通过扭簧与所述机架转动连接,各所述喷水组件分别连接于各所述转动板的一侧,所述转动板长度大于所述转动板与所述机架转动连接的一端离钢坯的距离。
20、通过采用上述技术方案,钢坯在通过输送件进行输送时,钢坯一端靠近转动板,喷水组件可先对钢坯一端进行喷水,钢坯一端与转动板接触后并顶动转动板转动,转动板转动可带动喷水组件喷水方向朝向钢坯的侧壁,转动板可通过扭簧将一端压在钢坯侧壁上,钢坯在继续输送时,喷水组件对钢坯喷水的同时,转动板与钢坯接触的一端可刮下钢坯上的残留水与杂质,且转动板可阻挡杂质到达钢坯已经加工的一段,且喷头在对钢坯喷水时,可冲下沾附在转动板上的杂质,以此可对转动板进行清理,可提高转动板对钢坯刮杂质的效果。
21、优选的,所述机架顶部设有轨道,所述轨道长度方向与所述支撑管长度方向一致,所述移动件采用移动小车,所述移动小车沿所述轨道长度方向与所述轨道滑移连接,所述轨道沿长度方向的两端分别转动设置有第一圆辊与第二圆辊,所述第一圆辊缠绕有第一线缆,所述第一线缆一端与所述移动小车沿所述轨道长度方向的一端连接,所述第二圆辊缠绕有第二线缆,所述第二线缆一端与所述移动小车沿所述轨道长度方向的另一端连接。
22、通过采用上述技术方案,第一圆辊正转与反转时可收卷与放卷第一线缆,第二圆辊正转与反转时可收卷与放卷第二线缆,以此可拉动移动小车沿轨道长度方向移动,移动小车可通过推动杆推动钢坯,以此可使钢坯在支撑管上输送。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.钢坯通过输送件在加工通道中输送时,各喷水组件对钢坯的周壁进行喷水,输送件继续输送钢坯,随着整条钢坯都经过喷水组件,各喷水组件可对整条钢坯进行喷水,喷水组件以此可冲下钢坯表面的氧化铁皮,采用喷水去磷的方式可减少粉尘产生,可在去除钢坯表面的氧化铁皮时减少粉尘,进而可降低对加工环境的污染;
25、2.多个支撑管可支撑钢坯,钢坯放置在分布呈v型的各支撑管上后,钢坯长度方向与支撑管长度方向一致,钢坯的四个侧壁均倾斜,喷水组件在对钢坯进行喷水后,方便钢坯表面的氧化铁皮和水从钢坯上滑落,移动件在移动时可通过推动杆推动钢坯的尾端,以此可使钢坯在多个支撑管上移动,倾斜设置的支撑管可方便推动杆将钢坯从加工通道的进料口推至加工通道出料口;
26、3.钢坯在输送时与滚珠接触,滚珠表面会沾附从钢坯上脱落的氧化铁皮,滚珠在滚动时与弹簧一端摩擦,弹簧一端可刮下滚珠沾附的氧化铁皮,以此可对滚珠进行清洁,可尽量避免滚珠沾附的氧化铁皮重新沾附在钢坯上,弹簧刮下的氧化铁皮可通过排渣孔从容纳槽中排出,同时,当钢坯在运输至v型槽中时,滚珠通过弹簧可对钢坯进行缓冲,可尽量避免钢坯与v型槽发生刚性碰撞而导致钢坯受损的情况。
- 还没有人留言评论。精彩留言会获得点赞!