一种解决钢锭端面缺陷的方法与流程
本发明涉及锻造,尤其是一种解决钢锭端面缺陷的方法。
背景技术:
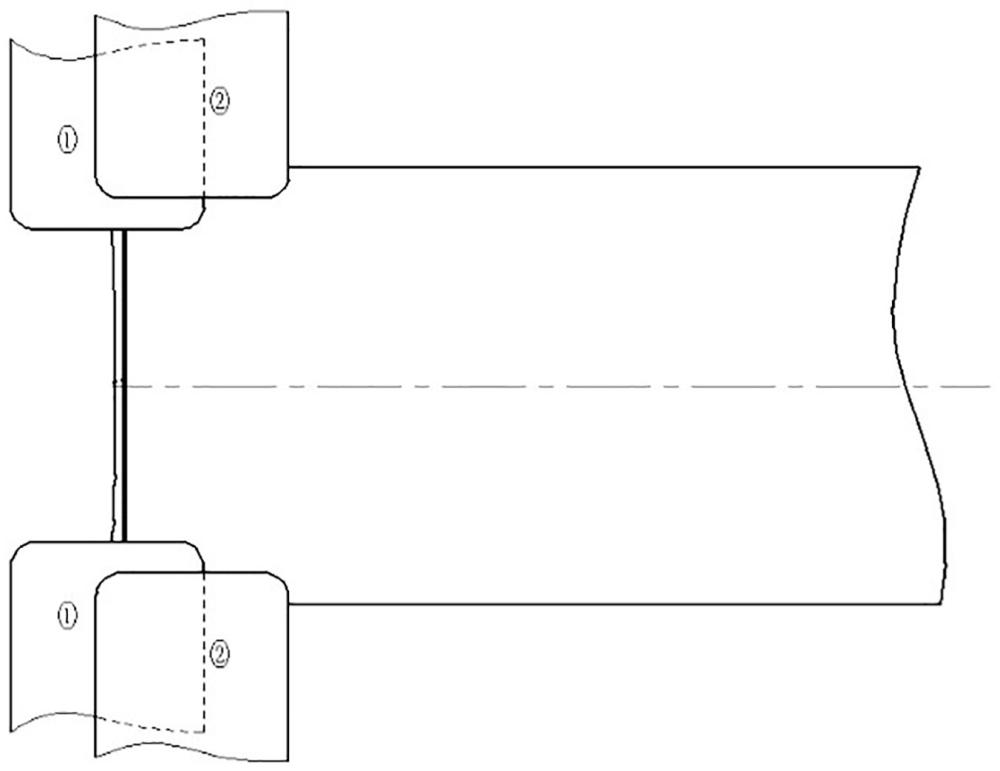
1、目前生产的锻造轧辊受锭型、工艺、温度、工具、变形方式以及坯料原始冶炼锭模等因素的影响,在拔长过程中其端部会出现不同程度的裂纹性缺陷随着锻造的进行,钢锭表面温度逐渐降低,而芯部温度下降较慢,时间越长内外的温度越大,芯部变形会逐渐大于表面变形,钢钉原始状态如图1所示,缺陷位于端部;按照以往的锻造方式,芯部温度高于表面温度,因此其变形量也会大于外层变形,如图2所示,端面会初选凸头,相应的端部缺陷也会向里延伸,最终遗留在轧辊的辊颈上,严重影响辊坯的表面质量。经统计,2021年因辊颈端部缺陷造成的辊坯质量问题高达23.5%,采用锻造“封头”法,可有效改善或避免上述问题,此方法依据高径比的变形规律和钢锭温度场的变化,针对不同的问题灵活调整压下量和砧宽比,抑制心部变形,达到坯料端头始终相对平齐的目的,避免端部裂纹、毛刺等的缺陷延伸,减少辊颈端部裂纹,提高产品质量和性能参数。
技术实现思路
1、本发明需要解决的技术问题是提供一种解决钢锭端面缺陷的方法,利用裂纹出现原理和金属变形的规律,将端部缺陷始终留在端部,通过后续的改进切头将缺陷去除,避免其留在辊颈造成质量问题。
2、为解决上述技术问题,本发明所采用的技术方案是:
3、一种解决钢锭端面缺陷的方法,包括以下步骤:
4、s1、在拔方或拔长工序开始前首先对端部封头,封头时包括进砧和压下;
5、s2、将裂纹始终控制在端面位置,最终剁切去除。
6、本发明技术方案的进一步改进在于:每次的进砧量控制在砧宽的1/4,长度范围为180mm~220mm。
7、本发明技术方案的进一步改进在于:端部压下量与进砧量相同。
8、本发明技术方案的进一步改进在于:压下量随着布砧的错移逐步减少,按前一砧的1/2控制,直至与辊身无差别为止,以达到与锭身圆滑过渡。
9、由于采用了上述技术方案,本发明取得的技术进步是:
10、1、通过对操作方法的优化,有效减少了端部缺陷的影响,提高坯料的利用率和锻造变形的精准控制。
11、2、钢锭端部裂纹基本能够剁切去除,不影响最终的成品辊坯质量,其辊颈端部裂纹比例降至4.51%,达到目标要求。
12、3、钢锭镦拔时封头使端部环裂提前暴露吹扫去除,提高成品火次的生产完成率,避免吹扫返炉重新保温。
技术特征:
1.一种解决钢锭端面缺陷的方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的解决钢锭端面缺陷的方法,其特征在于:每次的进砧量控制在砧宽的1/4,长度范围为180mm~220mm。
3.根据权利要求1所述的解决钢锭端面缺陷的方法,其特征在于:端部压下量与进砧量相同。
4.根据权利要求1所述的解决钢锭端面缺陷的方法,其特征在于:压下量随着布砧的错移逐步减少,按前一砧的1/2控制,直至与辊身无差别为止,以达到与锭身圆滑过渡。
技术总结
本发明公开了一种解决钢锭端面缺陷的方法,属于锻造技术领域,包括以下步骤:S1、在拔方或拔长工序开始前首先对端部封头,封头时每次的进砧量控制在砧宽的1/4,端部压下量与进砧量相同,自端部向里布砧,并随着布砧的错移逐步减少,以达到与锭身圆滑过渡;S2、将裂纹始终控制在端面位置,最终剁切去除。本发明利用裂纹出现原理和金属变形的规律,将端部缺陷始终留在端部,通过后续的改进切头将缺陷去除,避免其留在辊颈造成质量问题。
技术研发人员:梁振卿,刘延春
受保护的技术使用者:中钢集团邢台机械轧辊有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!