一种弧形热轧H型钢生产方法及生产线与流程
本发明涉及弧形热轧h型钢轧制生产,具体而言,涉及一种弧形热轧h型钢生产方法及生产线。
背景技术:
1、直条型热轧h型钢用于大型场馆(篮球馆)建设已有坍塌事故发生。平顶大型场馆(篮球馆)容易积雪和积水,同时焊接钢构梁存在因焊接应力开焊,造成灾难性坍塌事故。
2、而冷弯h型钢最容易形成弯曲内应力损伤,用于大型场馆会存在安全事故隐患。而采用整体弧形梁热轧h型钢,则能够避免积雪和钢构焊接开焊等危险的发生,用于大型场馆对于提高场馆安全性具有重要意义。
3、但目前还没有整体弧形梁热轧h型钢的相关生产方法及生产线,无法实现对整体弧形梁热轧h型钢的生产。
4、有鉴于此,本发明人针对这一需求展开深入研究,遂有本案产生。
技术实现思路
1、为克服现有技术中的冷弯h型钢容易形成弯曲内应力损伤,用于大型场馆会存在安全事故隐患,且没有用于整体弧形梁热轧h型钢的相关生产方法及生产线的问题,本发明提供了一种弧形热轧h型钢生产方法,包括如下步骤:
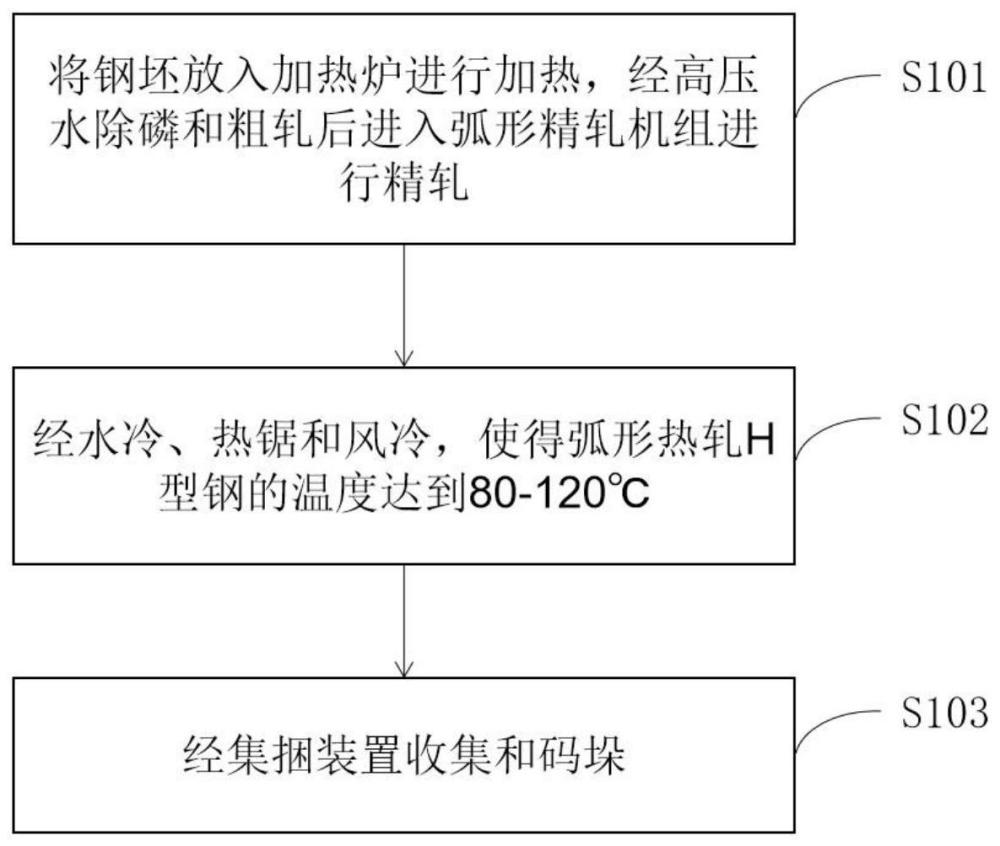
2、步骤一,将钢坯放入加热炉进行加热,经高压水除磷和粗轧后进入弧形精轧机组进行精轧;
3、步骤二,精轧后得到的弧形热轧h型钢再经水冷、热锯和风冷,使得弧形热轧h型钢的温度达到80~120℃;
4、步骤三,风冷后的弧形热轧h型钢经集捆装置收集和码垛,完成弧形热轧h型钢生产作业;
5、其中弧形精轧机组上的轧机排布在同一圆弧上。
6、采用弧形精轧机组精轧形成弧形热轧h型钢,其中将弧形精轧机组上的轧机排布在同一圆弧上,使弧形热轧h型钢沿圆弧方向进行运输和轧制,有效解决了弧形热轧h型钢热轧过程中的输送问题。
7、优选地,步骤一中,钢坯放入加热炉加热温度至m1~m1+δm1,钢坯选自热坯和冷坯中的一种或两种,其中m1为1250~1290℃,δm1为20~40℃,加热时间为2.0~4.0h。
8、优选地,加热炉中从前到后依次包括加热1段、加热2段、加热3段和均热段,且加热1段加热温度控制在m11~m11+δm11,其中m11为960~1100℃,δm11为20~120℃;加热2段加热温度控制在m12~m12+δm12,其中m12为1150-1290℃,δm12为10~100℃;加热3段加热温度控制在m13~m13+δm13,其中m13为1260~1320℃,δm13为10~100℃。
9、优选地,粗轧开轧温度为m2~m2+δm2,其中m2为1080~1160℃,δm2为50~80℃;精轧开轧温度为m3~m3+δm3,其中m3为960~1050℃,δm3为40~100℃;精轧终轧温度为m4~m4+δm4,其中m4为900~950℃,δm4为70~120℃;水冷出口处弧形热轧h型钢的温度为550~650℃。
10、这里,通过加热炉将钢坯加热至一定温度后再进行粗轧和精轧,并在粗轧和精轧过程中控制热轧h型钢温度,实现了对弧形热轧h型钢生产的有效控制。
11、优选地,步骤二中采用两次水冷和两次风冷,且第一次水冷出口温度为720~820℃,第二次水冷出口温度为550~650℃,第一次风冷出口温度为240~320℃。
12、采用两次水冷和两次风冷配合对轧制后的热轧h型钢进行冷却,实现弧形热轧h型钢最终形成铁素体和珠光体的组织结构,强度和延伸率优良。
13、优选地,步骤一中精轧依次采用二辊轧机、第一万能轧机、第二万能轧机、第一轧边机、第三万能轧机、第一不等径弯弧轧机、第四万能轧机、第二不等径弯弧轧机、第二轧边机、第三不等径弯弧轧机、第五万能轧机、第四不等径弯弧轧机、第三轧边机、第五不等径弯弧轧机、第六万能轧机、第六不等径弯弧轧机进行轧制。采用六次万能轧机轧制和六次不等径弯弧轧机轧制配合,实现了h型钢的精轧工序,并使得得到的弧形热轧h型钢力学性能、表面质量、尺寸偏差等均达到了使用标准要求。
14、本发明还提供了一种采用上述生产方法的弧形热轧h型钢生产线,依次包括加热炉、高压水除磷装置、粗轧机、切头飞剪、弧形精轧机组、水冷机组、热锯机、风冷机组和集捆装置。
15、优选地,所述弧形精轧机组依次包括二辊轧机、第一万能轧机、第二万能轧机、第一轧边机、第三万能轧机、第一不等径弯弧轧机、第四万能轧机、第二不等径弯弧轧机、第二轧边机、第三不等径弯弧轧机、第五万能轧机、第四不等径弯弧轧机、第三轧边机、第五不等径弯弧轧机、第六万能轧机、第六不等径弯弧轧机;所述水冷机组包括第一水冷机和第二水冷机,所述风冷机组包括第一风冷机和第二风冷机;
16、其中第三万能轧机、第一不等径弯弧轧机、第四万能轧机、第二不等径弯弧轧机、第二轧边机、第三不等径弯弧轧机、第五万能轧机、第四不等径弯弧轧机、第三轧边机、第五不等径弯弧轧机、第六万能轧机、第六不等径弯弧轧机、第一水冷机、第二水冷机、热锯机、第一风冷机和第二风冷机均排布在同一圆弧上;且第一不等径弯弧轧机、第二不等径弯弧轧机、第三不等径弯弧轧机、第四不等径弯弧轧机、第五不等径弯弧轧机和第六不等径弯弧轧机均为规格相同的不等径弯弧轧机;第一水冷机和第二水冷机为规格相同的弧形水冷装置,所述第一风冷机和第二风冷机为规格相同的弧形风冷装置。
17、优选地,所述不等径弯弧轧机包括轧机机架、长径辊和短径辊,所述长径辊和所述短径辊处于同一高度且中心轴均竖直设置,所述长径辊和所述短径辊外圆周面之间预留有供弧形热轧h型钢通过的弯弧轧制空间,所述轧机机架上设置有用于控制所述长径辊和所述短径辊旋转的驱动机构。采用长径辊和短径辊配合,利用热轧h型钢两侧辊径的不同然后配合适当的辊速,改变了金属延伸率,从而实现弧形热轧h型钢的轧制。
18、优选地,所述弧形水冷装置包括弧形运输辊道,所述弧形运输辊道上从前到后依次设置有水处理系统和表面清洁系统,所述水处理系统包括喷水管,所述喷水管包括设置在所述弧形热轧h型钢腹板上下的上喷水管和下喷水管、设置在所述弧形热轧h型钢左右翼缘的左喷水管和右喷水管,所述上喷水管、所述下喷水管、所述左喷水管和所述右喷水管上靠近所述弧形热轧h型钢一侧分布有喷嘴。
19、有益效果:
20、采用本发明技术方案产生的有益效果如下:
21、(1)采用弧形精轧机组精轧形成弧形热轧h型钢,其中将弧形精轧机组上的轧机排布在同一圆弧上,使弧形热轧h型钢沿圆弧方向进行运输和轧制,有效解决了弧形热轧h型钢热轧过程中的输送问题,实现了弧形热轧h型钢产品一体轧制成型,通过控轧控冷,实现细晶粒的珠光体和铁素体组织,强韧性能优良,克服了冷弯h型钢冷弯应力集中的潜在风险,将其应用于大型场馆(篮球馆)建设,避免容易积雪和积水及焊接钢构梁存在的因焊接应力开焊造成灾难性坍塌事故。
22、(2)通过加热炉将钢坯加热至一定温度后再进行粗轧和精轧,并在粗轧和精轧过程中控制热轧h型钢温度,实现了对弧形热轧h型钢生产的有效控制。
23、(3)采用六次万能轧机轧制和六次不等径弯弧轧机轧制配合,实现了h型钢的精轧工序,并使得得到的弧形热轧h型钢力学性能、表面质量、尺寸偏差等均达到了使用标准要求。
24、(4)不等径弯弧轧机采用长径辊和短径辊配合,利用热轧h型钢两侧辊径的不同然后配合适当的辊速,改变了金属延伸率,实现在高温轧制奥氏体区域弯弧,变形抗力低。
- 还没有人留言评论。精彩留言会获得点赞!