一种三辊联动可调式数控卷板机及其使用方法与流程
本发明涉及卷板机,具体为一种三辊联动可调式数控卷板机及其使用方法。
背景技术:
1、卷板机是对板材进行连续点弯曲的加工设备,用于将金属板材弯曲卷制为所需圆形,三辊卷板机分为液压式和机械式,通过不同的驱动方式对上下卷辊的位置进行调整,卷板机卷制板材后需要测量卷后板是否为所需尺寸,但现有的卷板机卷板后一般需要停机,通过人工对卷后板材进行检测,检测效率低下,并且人工检测容易危险和检测误差。
2、现有的数控卷板机存在的缺陷是:
3、1、专利文件cn102632115b中,主要考虑的是如何提高卷板机卷板精度的问题,没有考虑配卷板机需要停机后人工对卷后板材进行检测的问题;
4、2、申请文件us20100089114a1中,主要考虑的是调节上下辊相对位置的问题,缺少对待卷板材进行识别,确定待卷板材尺寸和放置位置的功能;
5、3、专利文件kr1020130040998a中,主要考虑的是如何对不同板材进行快速卷板的问题,但缺少对接收不同板材的信息后,对卷板机做出调节的功能;
6、4、专利文件cn101596561b中,主要考虑的是如何简化卷板机结构,便于操作卷板机的问题,没有卷板机使用时需要人工推动板材上料的问题。
技术实现思路
1、本发明的目的在于提供一种三辊联动可调式数控卷板机及其使用方法,以解决上述背景技术中提出的问题。
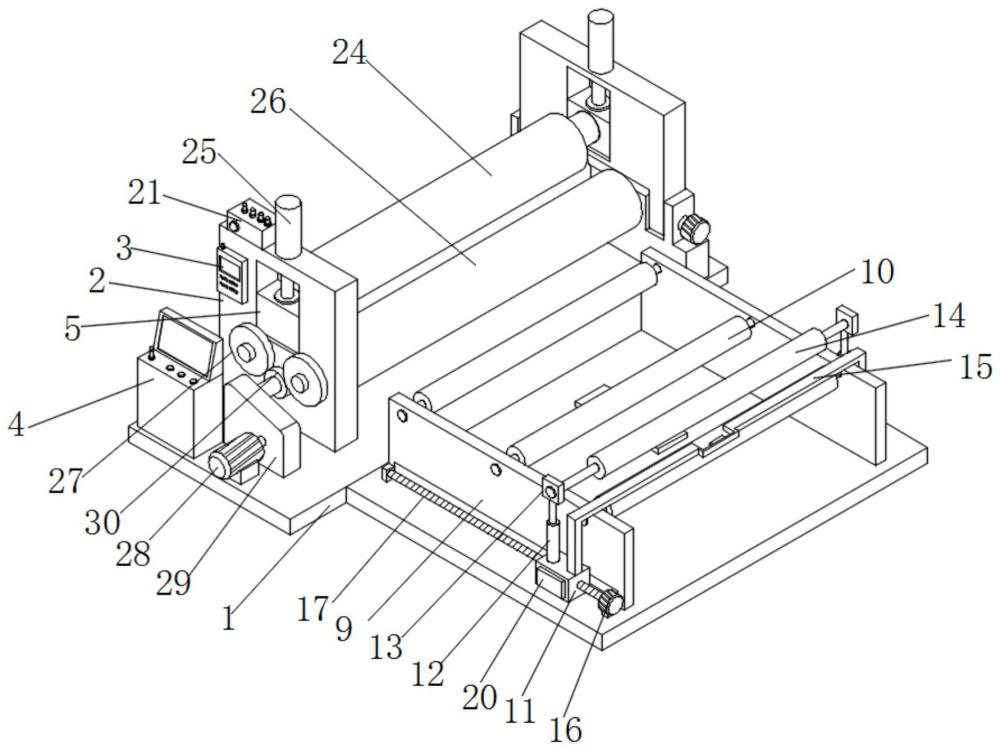
2、为实现上述目的,本发明提供如下技术方案:一种三辊联动可调式数控卷板机,包括底板、板材识别模块、辅助上板模块、卷板检测模块和调节提示模块;
3、所述底板的顶部安装有数控台,所述底板的顶部安装有卷辊支撑架,且卷辊支撑架位于数控台的后方,所述卷辊支撑架的正面设置有卷板检测模块,卷辊支撑架的顶部安装有调节提示模块,底板的顶部设置有辅板上料模块,且辅板上料模块位于卷辊支撑架的右侧,辅板上料模块的正面设置有板材识别模块,调节提示模块与板材识别模块、辅助上板模块、卷板检测模块和数控台无线电性连接;
4、所述板材识别模块用于识别定位待卷板材的尺寸信息和位置信息,并根据特征信息输出反馈控制指令,所述辅助上板模块辅助待卷板材移动,推动待卷板材进入卷板机进行卷板操作,所述卷板检测模块用于检测待卷板材经过卷板操作后得到的卷后板材尺寸并输出检测结果,所述调节提示模块用于根据板材识别模块输出的反馈控制指令,调节辅助上板模块的位置,辅助不同尺寸的待卷板材移动,所述数控台用于根据卷板检测模块输出的检测结果经过对比后向调节提示模块输出对比结果,且调节提示模块根据数控台输出的对比结果对检测合格的卷后板材进行提示。
5、优选的,所述卷辊支撑架的内壁滑动连接有调节块,调节块的背面贯穿有上卷辊,调节块的背面固定安装有空心杆,且空心杆位于上卷辊的上方,空心杆的外壁套设有三组绝缘检测环,每组绝缘检测环的外壁等距安装有三组激光测距传感器,且激光测距传感器与卷板检测模块电性连接;
6、卷板检测模块包括坐标系建立单元、数据接收转换单元、圆周方程计算单元和卷后板材分析单元;
7、坐标系建立单元用于以每组绝缘检测环圆心位置为原点,在绝缘检测环圆心和同一绝缘检测环外壁的三组激光测距传感器所在平面m内分别建立平面直角坐标系,且将平面m内过圆心的竖直直线记为纵轴,将平面m内过圆心的水平直线记为横轴,并确定激光测距传感器的位置坐标ai,ai∈{(pi,qi)|i=1、2、3},
8、其中i为激光测距传感器序号,p为激光测距传感器在平面直角坐标系中的横坐标,q为激光测距传感器在平面直角坐标系中的纵坐标,
9、数据接收转换单元用于接收激光测距传感器测量的距离信号,并将距离信号通过转化算法转化为卷后板内壁被测点的坐标信号(xi,yi),确定被测点在平面直角坐标系中的位置,转化算法如下:
10、xi2+yi2=(di+r)2,(xi-pi)2+(yi-qi)2=di
11、其中r为绝缘检测环外圆半径,d为激光测距传感器至卷后板内壁对应被测点之间的直线距离,x为被测点在平面直角坐标系中的横坐标,y为被测点在平面直角坐标系中的纵坐标;
12、圆周方程计算单元用于根据卷后板内壁被测点的坐标信号(xi,yi),通过(xi-a)2+(yi-b)2=r2,
13、计算被测点在平面m内构成的圆的圆方程,并得到a、b、r,
14、其中a为被测点构成的圆的圆心横坐标,b为被测点构成的圆的圆心纵坐标,r为圆半径;
15、卷后板材分析单元用于接收圆周方程计算单元计算输出的圆方程计算结果,根据曲率半径计算公式:r=1/ke,分析计算卷后板材内壁的曲率半径,记为kf,且kf=ke,其中ke为被测点构成的圆的曲率半径,并将检测结果输送至数控台。
16、优选的,所述底板的顶部安装有辅助架,且辅助架位于卷辊支撑架的右侧,且辅板上料模块位于辅助架的前方,辅助架的背面贯穿安装有固定辊,固定辊用于对待卷板材提供支撑,辅板上料模块包括滑动块、电动推杆和辅助辊,且滑动块的底部与底板顶部滑动连接,滑动块背面与辅助架正面滑动连接,滑动块的顶部安装有电动推杆,电动推杆的输出端安装有固定块,辅助辊的两端分别贯穿两组固定块的正面和背面,滑动块的顶部安装有辅助推动架,且辅助推动架位于辅助辊的右侧,底板的顶部安装有伺服电机,且伺服电机位于辅助架的前方,伺服电机的输出端连接有丝杆,且丝杆贯穿滑动块的外壁。
17、优选的,所述底板的顶部安装有第一工业相机,且第一工业相机位于固定辊的下方,用于采集待卷板材的底部图像,辅助推动架的内壁安装有第二工业相机,用于采集待卷板材的侧面图像,滑动块的正面安装有板材识别模块,板材识别模块与第一工业相机、第二工业相机电性连接;
18、板材识别模块包括图像信息接收单元、尺寸特征识别单元和反馈信息输出单元,图像信息接收单元用于接收第一工业相机和第二工业相机采集的待卷板材底部和侧面图像信息,尺寸特征识别单元用于从图形信息接收单元中的图像信息中,提取待卷板材的长度、宽度、厚度特征信息,并记为l、w、h,并确定待卷板材的放置位置,反馈信息输出单元用于根据特征信息向调节提示模块输出反馈控制指令。
19、优选的,所述调节提示模块包括绝缘检测环位置调节单元、辅助辊位置调节单元和卷后板材提示单元,辅助辊位置调节单元用于根据反馈信息输出单元输出的反馈控制指令,向电动推杆发送升降调节控制指令;
20、绝缘检测环的内壁设置有电磁铁,且电磁铁与空心杆外壁滑动连接,空心杆的外壁设置有刻度线标识,绝缘检测环的内部设置有蓄电池,蓄电池的顶部设置有控制开关,且蓄电池、电磁铁和控制开关形成闭合回路,绝缘检测环位置调节单元用于接收反馈信息输出的反馈控制指令,并向控制开关发送回路通断指令。
21、优选的,所述数控台包括标准值输入单元、卷后板检测结果接收单元、数据对比单元和对比结果输出单元,标准值输入单元用于设定卷后板内壁曲率半径标准值,记为kg,卷后板检测结果接收单元用于接收卷后板材内壁的曲率半径检测值kf,数据对比单元用于将卷后板内壁曲率半径标准值与卷后板材内壁的曲率半径检测值进行对比,
22、当对比结果为kf﹥kg时,对比结果输出单元向卷后板材提示单元输出“卷板未达标”的对比结果,
23、当对比结果为kf=kg时,对比结果输出单元向卷后板材提示单元输出“卷板达标”的对比结果。
24、优选的,所述卷后板材提示单元包括语音播报器或声光报警器中的一种或多种,卷后板材提示单元根据数据对比单元的输出结果,判断是否进行卷后板材检测结果提示。
25、优选的,所述卷辊支撑架的背面贯穿安装有下卷辊,下卷辊的外壁套设有齿轮一,且齿轮一位于卷辊支撑架的前方,底板的顶部安装有驱动电机,且驱动电机与数控台电性连接,驱动电机的输出端连接有减速机,减速机的输出端外壁套设有齿轮二,且齿轮二与齿轮一啮合连接,卷辊支撑架的顶部安装有液压推杆,且液压推杆的输出端与调节块的顶部连接,液压推杆位于调节提示模块的右侧。
26、一种三辊联动可调式数控卷板机的使用方法,该三辊联动可调式数控卷板机的使用方法如下:
27、s1、将待卷板材放置于固定辊顶部,通过第一工业相机和第二工业相机分别采集待卷板材底部和侧面图像,并将图形信息传输至板材识别模块进行板材尺寸特征信息识别和放置位置确定,并向调节提示模块输出控制指令;
28、s2、调节提示模块根据尺寸识别单元输出的待卷板材的厚度特征信息,和反馈信息输出单元输出的控制指令,向电动推杆发送升降调节控制指令,调节辅助辊位置,根据待卷板材的长度、宽度和放置位置特征信息,向绝缘检测环位置调节单元发送控制指令,调节绝缘检测环的安装位置;
29、s3、驱动电机启动,通过减速机、齿轮二和齿轮一带动卷板机下卷辊转动,伺服电机启动,带动滑动块移动,调动辅助板推动待卷板材移动,在固定辊和辅助辊的辅助下,进入卷板机的上卷辊和下卷辊之间进行卷辊操作;
30、s4、坐标系建立单元分别以绝缘检测环圆心和绝缘检测环外壁的激光测距传感器所在平面建立三组平面直角坐标系,通过激光测距传感器检测同平面内至卷后板材内壁被测点的直线距离,然后通过数据接收转换单元将距离数据转化为坐标数据,圆周方程计算单元根据坐标数据计算出被测点所在圆的圆周方程,卷后板材分析单元通过圆周方程获得在平面直角坐标系平面内的卷后板材横截面的内壁的曲率半径,再将曲率半径检测结果传输至数控台;
31、s5、数控台将曲率半径检测结果与曲率半径标准值通过数据对比单元进行对比,对比结果通过对比结果输出单元传输至调节提示模块。
32、优选的,在所述步骤s2中,还包括如下步骤:
33、s21、绝缘检测环位置调节单元接收反馈信息输出单元输出的待卷板材的长度、宽度和放置位置信息,向控制开关发送断开指令,结合空心杆外壁刻度线标识,将绝缘检测环调整至对应位置,再向控制开关发送闭合指令,蓄电池向电磁铁供电,将绝缘检测环进行固定;
34、在所述步骤s5中,还包括如下步骤:
35、s51、卷后板材提示单元接收对比结果输出单元输出的对比结果,当输入的对比结果为“卷板未达标”时,卷后板材提示单元不进行提示,卷板机继续进行卷板操作,当输入的对比结果为“卷板达标”时,卷后板材提示单元发出提示,驱动电机关闭,卷板机停止卷板操作。
36、与现有技术相比,本发明的有益效果是:
37、1、本发明通过安装有卷板检测模块,将激光测距传感器检测的距离信号转化为被测点的坐标信号,通过获取被测点所在圆的曲率半径,实现对卷后板内壁曲率半径在线进行实时检测的目的,避免人工检测出现危险或误差,提高检测效率和检测结果准确性。
38、2、本发明通过安装有板材识别模块,实现对待卷板材的尺寸信息和位置信息进行检测识别定位的目的,便于根据板材的尺寸和放置位置不同,向调节提示模块发送反馈控制指令。
39、3、本发明通过安装有调节提示模块,通过接收板材识别模块的反馈控制指令,调节辅助辊和绝缘检测环的目的,实现对不同尺寸和位置的带卷板材进行辅助上板和对卷后板材进行检测的目的,通过接收数控机的对比结果,对卷后板材进行提示,提高卷板检测模块的检测准确性和卷板机的实用性。
40、4、本发明通过安装有辅助上板模块,电动推杆根据板材识别模块的反馈控制指令,带动辅助辊向下移动,与待卷板材顶部贴合,驱动电机启动,带动辅助上板模块和辅助推动板移动,推动待卷板材移动,进入卷板机进行卷板操作,实现板材自动上料的目的,节约人力成本,加快卷板机卷板效率。
- 还没有人留言评论。精彩留言会获得点赞!