一种新型新汽车型材辊压机的制作方法
本技术涉及辊压机领域,具体为一种新型新汽车型材辊压机。
背景技术:
1、汽车窗框的成型工艺主要有辊压和冲压,钢板经过辊压工序后成型,形成具有一定结构尺寸要求的复杂截面形状,然后再经过压型、修边、冲孔等冲压工序进行进一步加工,在压型的过程中需要通过滚压机进行加工。
2、专利号cn205816489u公布了一种新型新能源汽车型材滚弯机,该辊压机通过能有效的辊压出断面形状复杂,且尺寸精度都符合的汽车型材,另外,通过螺杆与螺母的配合,能实现简单轻松的调节主动辊的位置,以便适用于不同结构的型材,通用性高,使用方便,具有良好的市场前景。
3、上述辊压机有些不足之处:上述辊压机的两侧底辊之间间距为固定状态,在实际的汽车型材生产过程中,不同型号的汽车的型材所需要的折弯角度不同同时折弯倒角半径也各不相同,而上述辊压机的下压辊也与下压位移组件固定连接,无法单独更换,则需要准备多台不同尺寸下压辊的压辊机,给压辊加工增加成本。
技术实现思路
1、本实用新型的目的在于提供一种新型新汽车型材辊压机,用于解决上述辊压机的两侧底辊之间间距为固定状态,在实际的汽车型材生产过程中,不同型号的汽车的型材所需要的折弯角度不同同时折弯倒角半径也各不相同,而上述辊压机的下压辊也与下压位移组件固定连接,无法单独更换,则需要准备多台不同尺寸下压辊的压辊机,给压辊加工增加成本的问题。
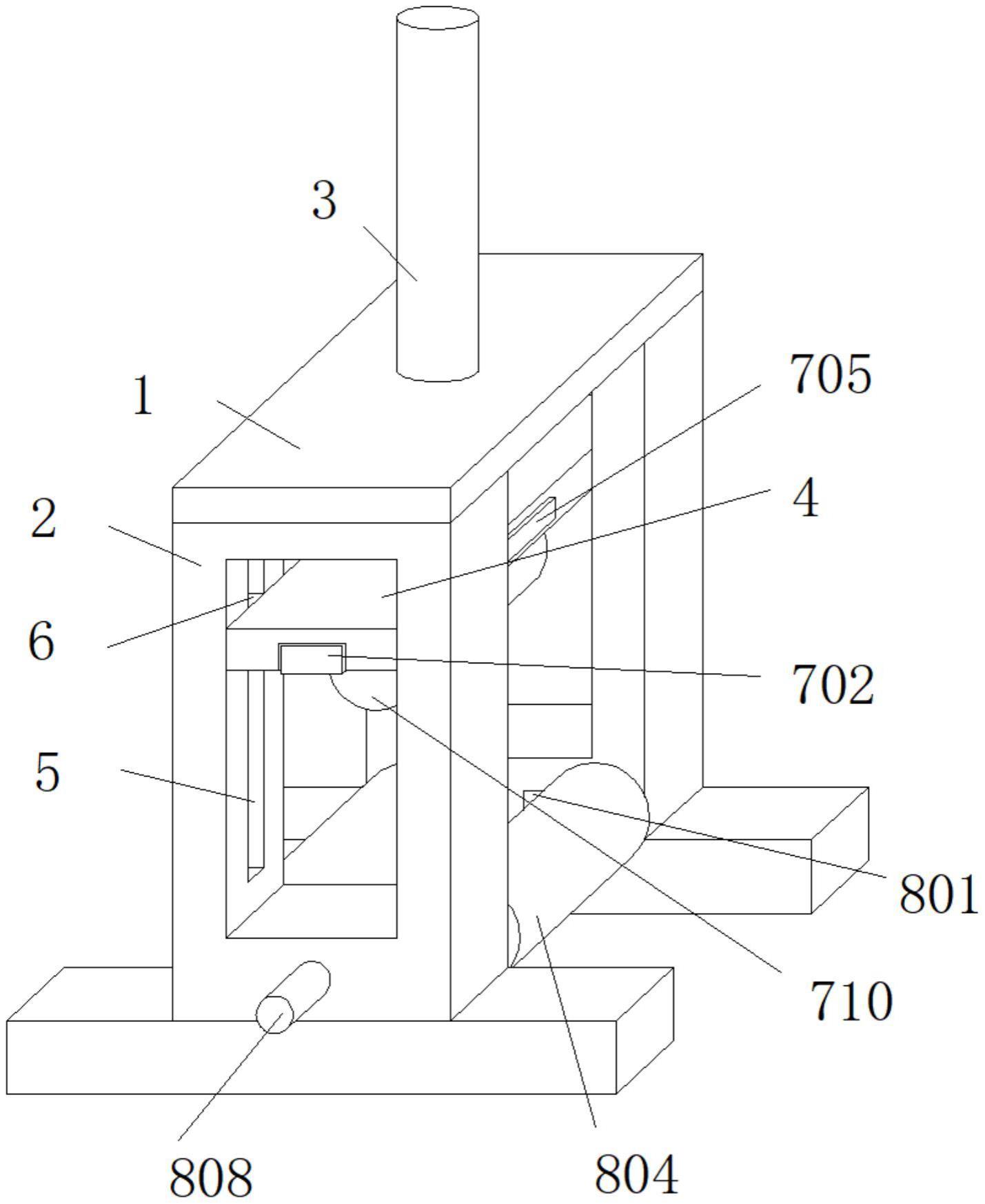
2、因此,本实用新型给出了一种新型新汽车型材辊压机,包括顶板、滑槽、下压机构和调距机构,所述顶板前后两侧下端固定安装有垂板,所述顶板中心啮合安装有调节杆,所述调节杆下端通过轴承安装有横板,所述滑槽开设在垂板侧壁,所述横板前后横向侧壁皆安装有滑板且滑板嵌于滑槽内,所述横板中心下侧设置有用于对辊压组件单独更换的下压机构,所述垂板下侧之间设置有用于对辊压组件调节间距的调距机构。
3、优选的:所述下压机构包括插槽,所述插槽内部插装有插板,所述插板两侧壁开设有卡槽,所述插槽两侧开设有通槽,所述通槽内部嵌装有卡板,所述通槽侧壁开设有侧槽,所述侧槽内部固定安装有侧杆,所述卡板侧壁固定安装有侧板,所述侧板侧壁固定连接有钢筋弹簧,所述插板下端固定连接有压辊。
4、优选的:所述调距机构包括限位槽,所述限位槽开设在垂板侧壁,所述限位槽内部安装有杆体,所述杆体侧壁套装有套板,前后所述套板之间固定连接有底辊,所述底辊前侧垂板中心内部开设有中心槽,所述中心槽两侧侧壁安装有第一螺头且第一螺头外端皆与杆体连接,所述中心槽前端内壁转动安装有第二螺头,所述第二螺头前端固定连接有旋钮。
5、优选的:所述卡板的截面尺寸与卡槽的截面尺寸相互吻合。
6、优选的:所述侧板固定连接钢筋弹簧的一端,所述钢筋弹簧的另一端固定连接在侧槽内壁。
7、优选的:所述底辊前侧的杆体外壁设有螺纹与底辊前侧套板内部设有螺槽相互啮合。
8、优选的:所述套板的截面尺寸与限位槽的截面尺寸相互吻合。
9、本实用新型,汽车型材需要适配与不同型号的汽车,从而型材在被辊压加工时需要的折弯倒角半径各不相同,这时就需要不同直径尺寸的压辊,通过机械拉力设备向两侧拉动卡板使其在通槽内向外移动,带动侧板在侧杆外壁向外移动对钢筋弹簧挤压产生势能,同时使卡板内端从插板两侧的卡槽内脱离,即可向下直接将压辊单独拆卸,以便更换需要直径尺寸的压辊,将更换后的压辊上侧插板插入插槽,松开对卡板的拉力,钢筋弹簧释放势能向内推动卡板插入卡槽完成更换固定,扭动旋钮带动第二螺头转动,啮合带动两侧第一螺头同步转动,带动两侧连接的杆体转动,与第一螺头连接的杆体外壁皆设有螺纹,与底辊前侧套板内部设有螺纹孔相互啮合,从而啮合带动两侧底辊相向或者向离移动,调节两侧底辊之间的间距,扭动调节杆在顶板内部啮合向下移动,带动横板在滑板嵌于滑槽的限位下竖直下移,带动压辊对放置在底辊上侧的汽车型材下压进行压辊处理,便于快速的对型材进行不同折弯倒角半径的压辊处理,给压辊加工带来便利。
技术特征:
1.一种新型新汽车型材辊压机,其特征在于:包括顶板(1)、滑槽(5)、下压机构和调距机构,所述顶板(1)前后两侧下端固定安装有垂板(2),所述顶板(1)中心啮合安装有调节杆(3),所述调节杆(3)下端通过轴承安装有横板(4),所述滑槽(5)开设在垂板(2)侧壁,所述横板(4)前后横向侧壁皆安装有滑板(6)且滑板(6)嵌于滑槽(5)内,所述横板(4)中心下侧设置有用于对辊压组件单独更换的下压机构,所述垂板(2)下侧之间设置有用于对辊压组件调节间距的调距机构。
2.根据权利要求1所述的一种新型新汽车型材辊压机,其特征在于:所述下压机构包括插槽(701),所述插槽(701)内部插装有插板(702),所述插板(702)两侧壁开设有卡槽(703),所述插槽(701)两侧开设有通槽(704),所述通槽(704)内部嵌装有卡板(705),所述通槽(704)侧壁开设有侧槽(706),所述侧槽(706)内部固定安装有侧杆(707),所述卡板(705)侧壁固定安装有侧板(708),所述侧板(708)侧壁固定连接有钢筋弹簧(709),所述插板(702)下端固定连接有压辊(710)。
3.根据权利要求1所述的一种新型新汽车型材辊压机,其特征在于:所述调距机构包括限位槽(801),所述限位槽(801)开设在垂板(2)侧壁,所述限位槽(801)内部安装有杆体(802),所述杆体(802)侧壁套装有套板(803),前后所述套板(803)之间固定连接有底辊(804),所述底辊(804)前侧垂板(2)中心内部开设有中心槽(805),所述中心槽(805)两侧侧壁安装有第一螺头(806)且第一螺头(806)外端皆与杆体(802)连接,所述中心槽(805)前端内壁转动安装有第二螺头(807),所述第二螺头(807)前端固定连接有旋钮(808)。
4.根据权利要求2所述的一种新型新汽车型材辊压机,其特征在于:所述卡板(705)的截面尺寸与卡槽(703)的截面尺寸相互吻合。
5.根据权利要求2所述的一种新型新汽车型材辊压机,其特征在于:所述侧板(708)固定连接钢筋弹簧(709)的一端,所述钢筋弹簧(709)的另一端固定连接在侧槽(706)内壁。
6.根据权利要求3所述的一种新型新汽车型材辊压机,其特征在于:所述底辊(804)前侧的杆体(802)外壁设有螺纹与底辊(804)前侧套板(803)内部设有螺槽相互啮合。
7.根据权利要求3所述的一种新型新汽车型材辊压机,其特征在于:所述套板(803)的截面尺寸与限位槽(801)的截面尺寸相互吻合。
技术总结
本技术涉及辊压机领域,具体为一种新型新汽车型材辊压机,包括顶板、下压机构和调距机构,所述顶板前后两侧下端固定安装有垂板,所述顶板中心啮合安装有调节杆,所述调节杆下端通过轴承安装有横板。本技术汽车型材需要适配与不同型号的汽车,从而型材在被辊压加工时需要的折弯倒角半径各不相同,这时就需要不同直径尺寸的压辊,调节两侧底辊之间的间距,扭动调节杆在顶板内部啮合向下移动,带动横板在滑板嵌于滑槽的限位下竖直下移,带动压辊对放置在底辊上侧的汽车型材下压进行压辊处理,便于快速的对型材进行不同折弯倒角半径的压辊处理,给压辊加工带来便利。
技术研发人员:钟波,李乐昌,易小婧,赵乾
受保护的技术使用者:江西江铃集团奥威汽车零部件有限公司
技术研发日:20230107
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!