一种锁闩带动板连续冲压模具的制作方法
本技术属于冲压成型模具结构,具体讲就是涉及一种锁闩带动板连续冲压模具,能够实现家用防盗锁用锁闩带动板连续成形,提高了生产效率。
背景技术:
1、随着经济的快速发展,金属材料被广泛应用于各种工业制品中,要将金属材料制作成各种工业制品,可以采用锻压、铸造、冲压等各种方式,其中,金属加工过程中经常采用的冲压工艺,是利用冲压模具在压力机的作用下冲压成型各种产品使金属材料成形的一种常见方法,冲压模具是冲压生产必不可少的工艺装备,是技术密集型产品。冲压件的质量、生产效率以及生产成本等,与模具设计和制造有直接关系。
2、冲压制件就是依靠冲压模具的上、下模具的相对运动来完成的,整个冲压模具依据工作功能分为工作零件、定位零件、压料、卸料及出料零件、导向零件、支撑及夹持零件和紧固零件,冲压模具根据成形工艺分为单工序模和连续模具,单工模式每一套模具成形一至两个形状,效率较低,连续模是指通过一套模具完成整个产品的成形。由于家用防盗锁的很多零部件属于金属件,因此,冲压模具在家用防盗锁行业得到广泛应用,为了满足家用防盗锁的旺盛需求,各大锁闩生产厂家不断扩大锁闩的生产产量,日益繁多的防盗锁使得锁闩零配件生产日益需要自动化,传统上对于各种金属结构件一般都采取根据金属结构件的材料特性和形状特征,按照材料成型的要求编制冲压工艺,根据冲压工艺制作五金冲压模具,在模具上对原材料成形以获得所需的金属结构件。为了提高生产效率,各大厂商纷纷开发冲压连续模具以提高产量,但受限于锁闩零件的复杂性,很多金属零部件例如家用防盗锁用锁闩带动板还无法在一套连续模具上制作出来,还在采取单工序模具的形式进行制作,耗费人力物力。
技术实现思路
1、本实用新型的目的就是现有的家用防盗锁用锁闩带动板产品制作时,采取单工模制作,生产效率低下的技术缺陷,提供一种锁闩带动板连续冲压模具,能够在连续模具上完成整个产品的成形,提高生产效率。
2、技术方案
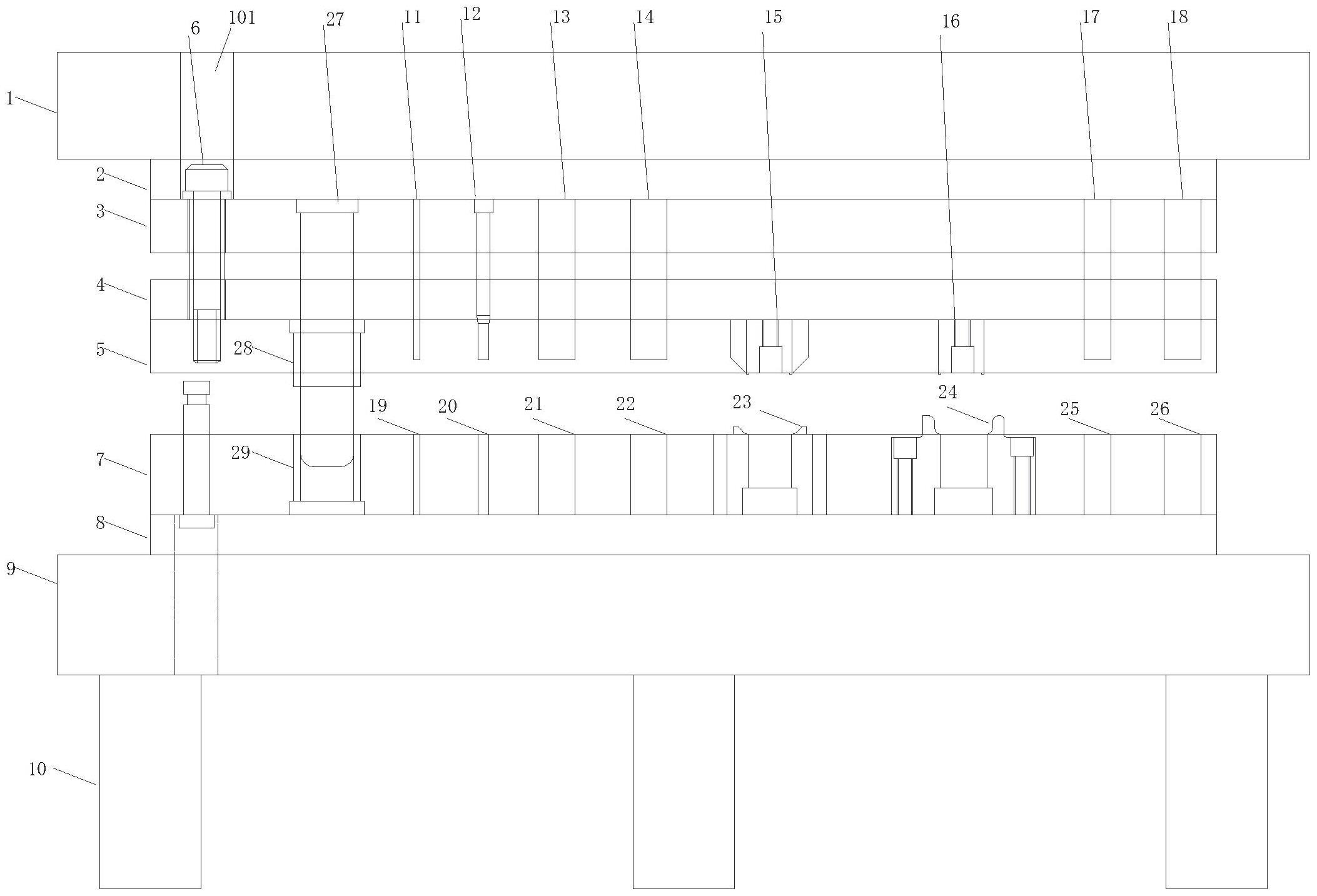
3、为了实现上述技术目的,本实用新型提供一种锁闩带动板连续冲压模具,它包括上模部份和下模部分,所述上模部分包括上模座、上垫板、上夹板、脱料垫板和脱料板,上模座、上垫板和上夹板固定在一起,脱料垫板和脱料板固定在一起,卸料螺钉锁在脱料板上,从下往上依次穿过脱料垫板,上夹板和上垫板,挂在上模座上的卸料螺钉孔内,下模部分包括下模板、下垫板、下模座和下垫脚,下模板、下垫板和下模座依次固定在一起,其特征在于:所述上模部分和下模部分依次对应设有冲孔工位、冲导向孔工位、第一次切边工位、第二次切边工位、45度折弯工位、90度折弯工位、冲成形孔工位和落料工位。
4、在其中的一个实施例中,所述上夹板上与所述冲孔工位、冲导向孔工位、第一次切边工位、第二次切边工位、45度折弯工位、90度折弯工位、冲成形孔工位和落料工位对应处依次装有冲孔冲头、冲导向孔冲头、切边冲头一、第二次切边冲头、冲成形孔冲头和切边冲头二,折弯45度冲头和折弯90度冲头装在所述脱料板上,所述下模板上与所述冲孔工位、冲导向孔工位、第一次切边工位、第二次切边工位、45度折弯工位、90度折弯工位、冲成形孔工位和落料工位对应处依次装有冲孔下模镶件、冲导向孔下模镶件、切边下模镶件一、第二次切边下模镶件、折弯45度下模镶件、折弯90度下模镶件、冲成形孔下模镶件和切边下模镶件二。
5、在其中的一个实施例中,所述上模部分包括导柱,导柱依次穿过上夹板、脱料垫板和上导套,上导套装在脱料板内,下模部分包括下导套,下导套位于上导套对应的下模板内。
6、有益效果
7、本实用新型提供的一种锁闩带动板连续冲压模具,能够在连续模具上完成整个产品的成形,提高生产效率。
技术特征:
1.一种锁闩带动板连续冲压模具,它包括上模部份和下模部分,所述上模部分包括上模座(1)、上垫板(2)、上夹板(3)、脱料垫板(4)和脱料板(5),上模座(1)、上垫板(2)和上夹板(3)固定在一起,脱料垫板(4)和脱料板(5)固定在一起,卸料螺钉(6)锁在脱料板(5)上,从下往上依次穿过脱料垫板(4),上夹板和(3)上垫板(2),挂在上模座(1)上的卸料螺钉孔(101)内,下模部分包括下模板(7)、下垫板(8)、下模座(9)和下垫脚(10),下模板(7)、下垫板(8)和下模座(9)依次固定在一起,其特征在于:所述上模部分和下模部分依次对应设有冲孔工位(a)、冲导向孔工位(b)、第一次切边工位(c)、第二次切边工位(d)、45度折弯工位(e)、90度折弯工位(f)、冲成形孔工位(g)和落料工位(h)。
2.如权利要求1所述的一种锁闩带动板连续冲压模具,其特征在于:所述上夹板(3)上与所述冲孔工位(a)、冲导向孔工位(b)、第一次切边工位(c)、第二次切边工位(d)、45度折弯工位(e)、90度折弯工位(f)、冲成形孔工位(g)和落料工位(h)对应处依次装有冲孔冲头(11)、冲导向孔冲头(12)、切边冲头一(13)、第二次切边冲头(14)、冲成形孔冲头(17)和切边冲头二(18),折弯45度冲头(15)和折弯90度冲头(16)装在所述脱料板(5)上,所述下模板(7)上与所述冲孔工位(a)、冲导向孔工位(b)、第一次切边工位(c)、第二次切边工位(d)、45度折弯工位(e)、90度折弯工位(f)、冲成形孔工位(g)和落料工位(h)对应处依次装有冲孔下模镶件(19)、冲导向孔下模镶件(20)、切边下模镶件一(21)、第二次切边下模镶件(22)、折弯45度下模镶件(23)、折弯90度下模镶件(24)、冲成形孔下模镶件(25)和切边下模镶件二(26)。
3.如权利要求1所述的一种锁闩带动板连续冲压模具,其特征在于:所述上模部分包括导柱(27),导柱(27)依次穿过上夹板(3)、脱料垫板(4)和上导套(28),上导套(28)装在脱料板(5)内,下模部分包括下导套(29),下导套(29)位于上导套(28)对应的下模板(7)内。
技术总结
一种锁闩带动板连续冲压模具,它包括上模部份和下模部分,其特征在于:所述上模部分和下模部分依次对应设有冲孔工位(a)、冲导向孔工位(b)、切边工位(c)、第二次切边工位(d)、45度折弯工位(e)、90度折弯工位(f)、冲成形孔工位(g)和切边工位(h)。本技术能够在连续模具上完成整个产品的成形,提高生产效率。
技术研发人员:谢向君,欧阳智良,陈炅
受保护的技术使用者:上海鸿基金属制品有限公司
技术研发日:20230329
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!