一种电火花加工装夹治具的制作方法
本技术涉及工装治具,具体为一种电火花加工装夹治具。
背景技术:
1、电火花加工是利用浸在工作液中的两极间脉冲放电时产生的电蚀作用蚀除导电材料的特种加工方法,进行电火花加工时,工具电极和工件分别接脉冲电源的两极,并浸入工作液中,或将工作液充入放电间隙。通过间隙自动控制系统控制工具电极向工件进给,当两电极间的间隙达到一定距离时,两电极上施加的脉冲电压将工作液击穿,产生火花放电,从而对工件进行电火花加工,通过电火花对工件进行加工时,需要相应的夹具将待加工工件夹紧。
2、申请号为cn202122798618.5提供的一种用于电火花加工的夹具,包括底座、加工台和固定板,所述加工台的顶面开有滑动槽,所述滑动槽内设有滑动板,所述底座的侧面安装有支撑板,所述支撑板内安装有调节螺母,所述调节螺母内安装有穿过支撑板的调节螺杆,所述调节螺杆与滑动板间通过轴承连接,所述支撑板上安装有位于加工台上方的夹紧机构。
3、该夹具通过改变固定板和滑动板间的距离,从而可以在固定板和滑动板间固定不同大小的工件,进而可以更加便于对不同大小的工件进行夹紧。但是该夹具的固定板和滑动板与工件的接触面加起来只有两个,对于工件的夹持垂直精度不高,需要在夹持时需要对工件的垂直精度进行调整,对于装夹工件的效率提升不大。
技术实现思路
1、鉴于现有技术中的上述缺陷或不足,本实用新型提供了一种电火花加工装夹治具。
2、本实用新型采用的技术方案如下:
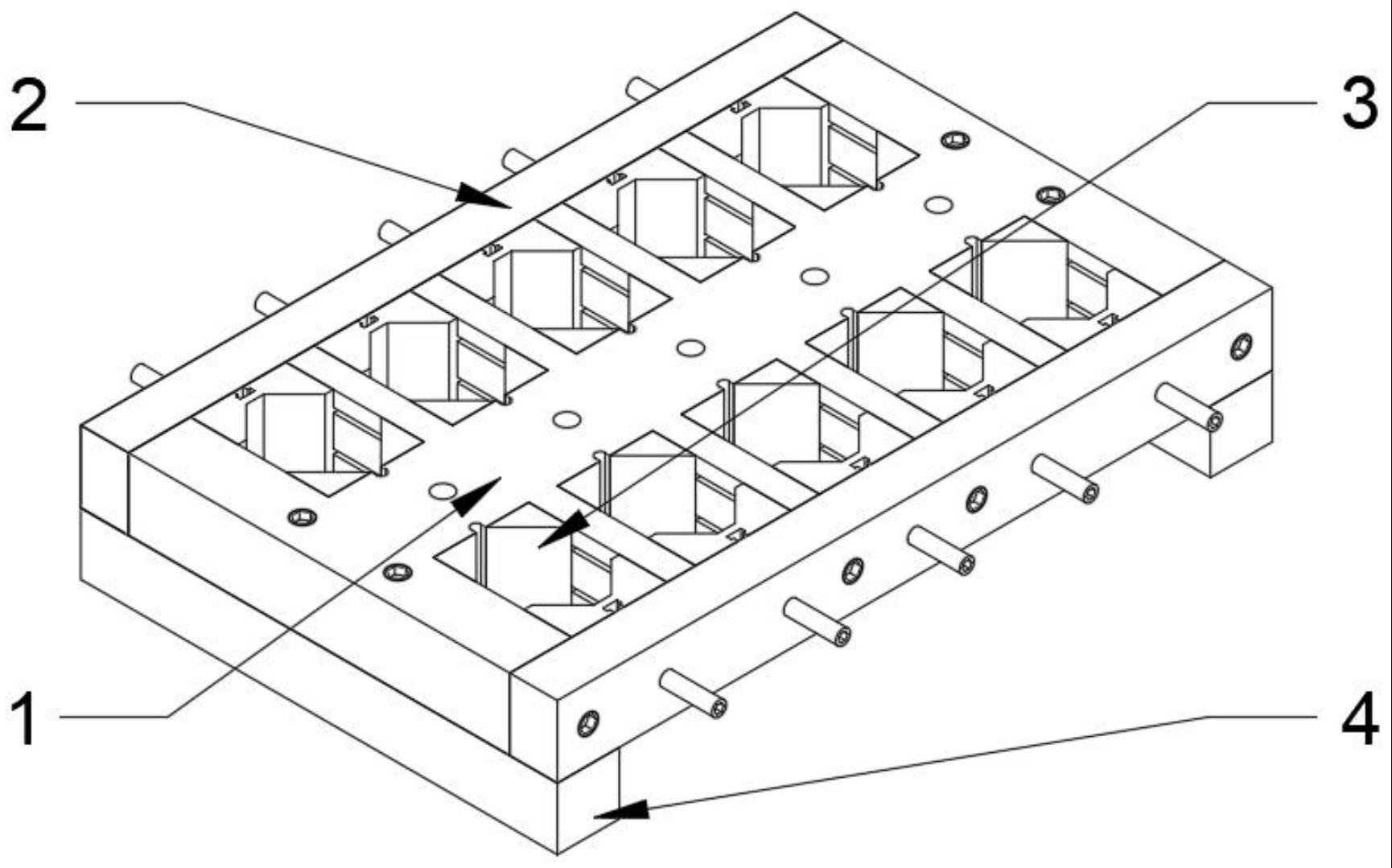
3、一种电火花加工装夹治具,包括:
4、支撑块,所述支撑块用于支撑整体,保持整体水平;
5、还包括:
6、基座,所述基座包括基座本体,所述基座本体安装在支撑块顶面用于安装定位块和夹具;
7、所述定位块安装在基座本体前后两侧,所述定位块包括定位滑块,所述定位滑块可滑动;
8、所述夹具用于和定位滑块配合夹紧工件。
9、作为本实用新型的一种优选技术方案:所述基座本体上设有若干夹具槽,所述定位块安装在基座本体前后两侧,所述夹具安装在夹具槽内,所述夹具槽左右两侧设有t型槽。
10、作为本实用新型的一种优选技术方案:所述夹具槽顶面中央贯通设有走丝孔,所述夹具槽顶面且位于走丝孔两边设有限位凸起和限位槽。
11、作为本实用新型的一种优选技术方案:所述定位块包括限位梁,所述限位梁上贯通设有定位孔,所述定位孔与夹具槽一一对应。
12、作为本实用新型的一种优选技术方案:所述定位孔内设有定位杆,所述定位杆顶端与定位滑块连接,所述定位滑块位于夹具槽内。
13、作为本实用新型的一种优选技术方案:所述定位滑块包括滑块,所述滑块左右两侧设有导向块,所述导向块与t型槽一一对应。
14、作为本实用新型的一种优选技术方案:所述夹具包括夹持块,所述夹持块两个一组,所述夹持块位于夹具槽内。
15、作为本实用新型的一种优选技术方案:所述夹持块侧面设有t型滑块,所述t型滑块与t型槽一一对应。
16、有益效果:
17、本实用新型结构简单,加工方便,夹具和定位滑块加起来一共有四个夹持面,提高了对工件的夹持效果,同时可以自调整工件的垂直精度,可以提高装夹工件效率,降低时间成本。
技术特征:
1.一种电火花加工装夹治具,包括:
2.根据权利要求1所述的一种电火花加工装夹治具,其特征在于:所述基座本体(11)上设有若干夹具槽(12),所述定位块(2)安装在基座本体(11)前后两侧,所述夹具(3)安装在夹具槽(12)内,所述夹具槽(12)左右两侧设有t型槽(13)。
3.根据权利要求2所述的一种电火花加工装夹治具,其特征在于:所述夹具槽(12)顶面中央贯通设有走丝孔(16),所述夹具槽(12)顶面且位于走丝孔(16)两边设有限位凸起(14)和限位槽(15)。
4.根据权利要求2所述的一种电火花加工装夹治具,其特征在于:所述定位块(2)包括限位梁(21),所述限位梁(21)上贯通设有定位孔(22),所述定位孔(22)与夹具槽(12)一一对应。
5.根据权利要求4所述的一种电火花加工装夹治具,其特征在于:所述定位孔(22)内设有定位杆(24),所述定位杆(24)顶端与定位滑块(23)连接,所述定位滑块(23)位于夹具槽(12)内。
6.根据权利要求5所述的一种电火花加工装夹治具,其特征在于:所述定位滑块(23)包括滑块(231),所述滑块(231)左右两侧设有导向块(232),所述导向块(232)与t型槽(13)一一对应。
7.根据权利要求2所述的一种电火花加工装夹治具,其特征在于:所述夹具(3)包括夹持块(31),所述夹持块(31)两个一组,所述夹持块(31)位于夹具槽(12)内。
8.根据权利要求7所述的一种电火花加工装夹治具,其特征在于:所述夹持块(31)侧面设有t型滑块(32),所述t型滑块(32)与t型槽(13)一一对应。
技术总结
本技术涉及工装治具技术领域,具体为一种电火花加工装夹治具,包括:支撑块,支撑块用于支撑整体,保持整体水平;还包括:基座,基座包括基座本体,基座本体安装在支撑块顶面用于安装定位块和夹具;定位块安装在基座本体前后两侧,定位块包括定位滑块,定位滑块可滑动;夹具用于和定位滑块配合夹紧工件。本技术结构简单,加工方便,夹具和定位滑块加起来一共有四个夹持面,提高了对工件的夹持效果,同时可以自调整工件的垂直精度,可以提高装夹工件效率,降低时间成本。
技术研发人员:顾明星
受保护的技术使用者:上海亚虹模具股份有限公司
技术研发日:20230420
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!