一种BRKT全工序加工装夹装置的制作方法
本技术属于加工夹具,具体涉及一种brkt全工序加工装夹装置。
背景技术:
1、brkt加工件的发展速度很快,其重要因素之一是产品技术的进步,要求铸件各种机械物理性能更好,同时仍具有良好的机械加工性能;另一个原因是机械工业本身和其他工业如化工、仪表等的发展,给配重铁业创造了有利的物质条件。如检测手段的发展,保证了铸件质量的提高和稳定,并给配重铁理论的发展提供了条件;电子显微镜等的发明,帮助人们深入到金属的微观世界,探查金属结晶的奥秘,研究金属凝固的理论,指导配重铁生产。在这一时期内开发出大量性能优越,品种丰富的新配重铁金属材料,如球墨铸铁,能焊接的可锻铸铁,超低碳不锈钢,铝铜、铝硅、铝镁合金,钛基、镍基合金等,并发明了对灰铸铁进行孕育处理的新工艺,使铸件的适应性更为广泛,配重铁车间的劳动条件和环境卫生也大为改善。
2、但是目前的冲压汽车特定加工件加工需要进行夹紧固定,现有的汽车加工件形状丰富,传统的加工夹具形状单一简单,导致汽车加工件无法与夹具贴合,使夹紧的力度无法掌控,容易导致工件变形。
技术实现思路
1、本实用新型为了解决上述技术问题,进而提出了一种brkt全工序加工装夹装置。
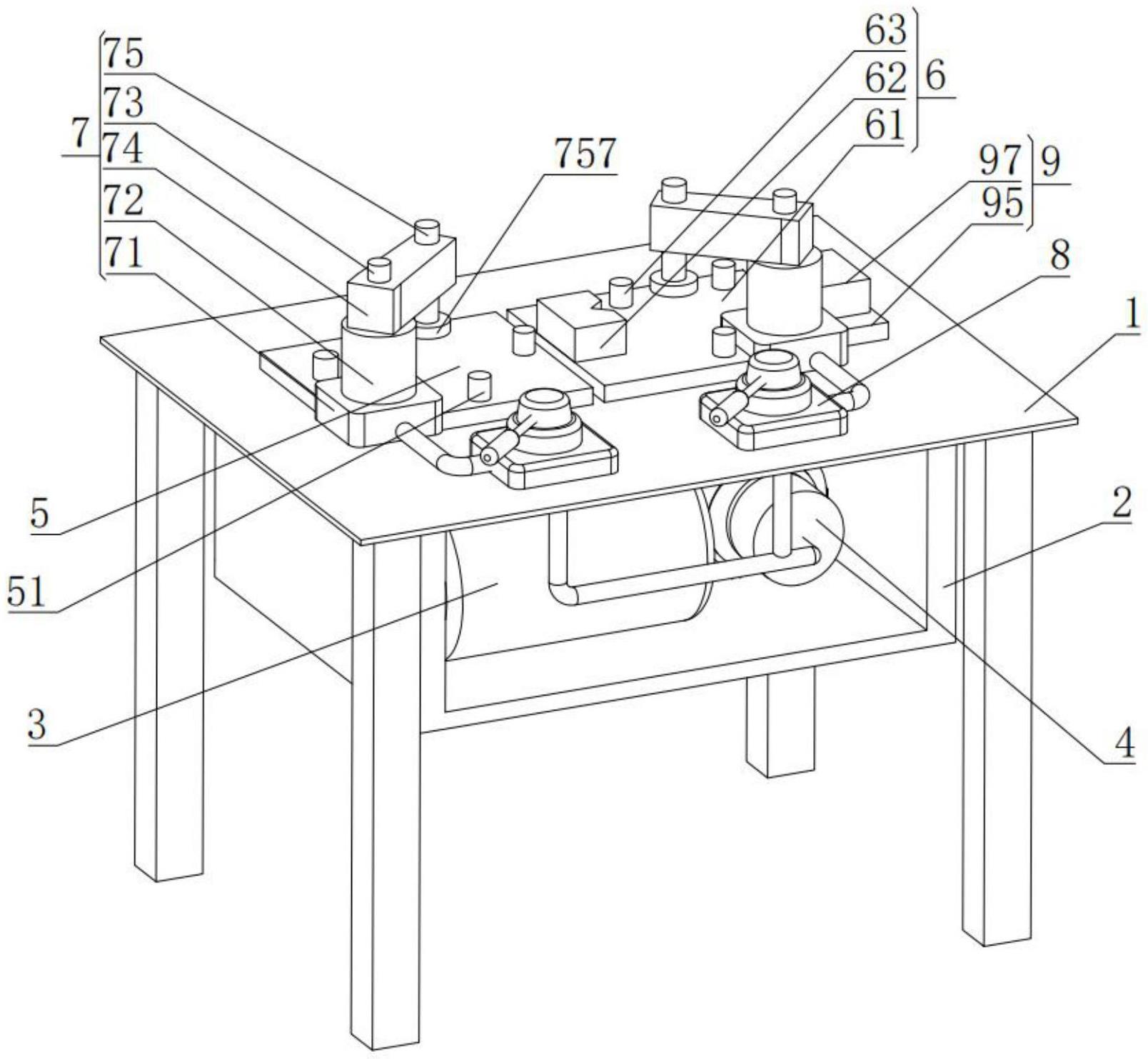
2、本实用新型具体技术方案如下:一种brkt全工序加工装夹装置,包括:工作台,所述工作台下端面上安装有固定架,固定架上安装有气罐和气泵,气泵输入端与气罐气孔连通,工作台上安装有第一固定座和第二固定座,第一固定座和第二固定座上均安装有夹紧装置,工作台上安装有多个气动手转阀,多个所述气动手转阀输入端通过气管与气泵输出端连通,气动手转阀输出端通过气管与夹紧装置连通,工作台上设置有与第二固定座配合夹紧的固定装置。
3、进一步,所述夹紧装置包括:固定底座,所述第一固定座和第二固定座上均安装有固定底座,固定底座上设置有气缸,气动手转阀输出端通过气管与气缸连通,气缸输出端上设置有转动圆轴,支臂一端套装在转动圆轴上,支臂另一端连接有压杆。
4、进一步,所述压杆包括:压片滑槽,所述支臂内对称设置有两个压片滑槽,两个所述压片滑槽内设置有用于调整压片方向的压片调整块,两个所述压片滑槽之间滑动连接有压片,支臂内与压片滑槽同轴线对称设置有压杆滑槽,支臂内滑动连接有第一圆头柱和第二圆头柱,第一圆头柱和第二圆头柱均通过滑块与压杆滑槽滑动连接,压片上端面与第一圆头柱圆头端连接,压片下端面与第二圆头柱圆头端连接,第二圆头柱平头端设置有压头。
5、进一步,所述第一固定座上设置有多个用于对夹具特定位置固定的第一定位销。
6、进一步,所述第二固定座包括:底座,所述底座上设置有多个第二定位销,底座上设置有用于与固定装置配合夹紧的第一定位块。
7、进一步,所述固定装置包括:弯板,所述工作台下端面安装有弯板,弯板上设置有电机,电机输出端设置有螺纹丝杠,所述固定架上设置有固定座,螺纹丝杠与固定座转动连接,所述工作台上安装有固定条,传动臂穿过固定条且通过滑槽滑块与固定条滑动连接,传动臂一端通过螺纹滑块与螺纹丝杠滑动连接,传动臂另一端安装有第二定位块。
8、进一步,所述第二固定座上设置有防止对加工件磨损的垫片。
9、进一步,所述气管连通处均设置有用于防止漏气的密封圈。
10、有益效果:
11、本申请通过工作台下端面上安装有固定架,固定架上安装有气罐和气泵,气泵输入端与气罐气孔连通,工作台上安装有第一固定座和第二固定座,第一固定座和第二固定座上均安装有夹紧装置,工作台上安装有多个气动手转阀,多个所述气动手转阀输入端通过气管与气泵输出端连通,气动手转阀输出端通过气管与夹紧装置连通,工作台上设置有与第二固定座配合夹紧的固定装置,实现了能对特定形状的专用加工件进行固定,使汽车特定加工件能够完全与夹具贴合,解决了工件变形的问题。
技术特征:
1.一种brkt全工序加工装夹装置,包括:工作台(1),所述工作台(1)下端面上安装有固定架(2),固定架(2)上安装有气罐(3)和气泵(4),气泵(4)输入端与气罐(3)气孔连通,工作台(1)上安装有第一固定座(5)和第二固定座(6),第一固定座(5)和第二固定座(6)上均安装有夹紧装置(7),工作台(1)上安装有多个气动手转阀(8),多个所述气动手转阀(8)输入端通过气管与气泵(4)输出端连通,气动手转阀(8)输出端通过气管与夹紧装置(7)连通,工作台(1)上设置有与第二固定座(6)配合夹紧的固定装置(9)。
2.根据权利要求1所述的一种brkt全工序加工装夹装置,其特征在于,所述夹紧装置(7)包括:固定底座(71),所述第一固定座(5)和第二固定座(6)上均安装有固定底座(71),固定底座(71)上设置有气缸(72),气动手转阀(8)输出端通过气管与气缸(72)连通,气缸(72)输出端上设置有转动圆轴(73),支臂(74)一端套装在转动圆轴(73)上,支臂(74)另一端连接有压杆(75)。
3.根据权利要求2所述的一种brkt全工序加工装夹装置,其特征在于,所述压杆(75)包括:压片滑槽(751),所述支臂(74)内对称设置有两个压片滑槽(751),两个所述压片滑槽(751)内设置有用于调整压片(753)方向的压片调整块(752),两个所述压片滑槽(751)之间滑动连接有压片(753),支臂(74)内与压片滑槽(751)同轴线对称设置有压杆滑槽(754),支臂(74)内滑动连接有第一圆头柱(755)和第二圆头柱(756),第一圆头柱(755)和第二圆头柱(756)均通过滑块与压杆滑槽(754)滑动连接,压片(753)上端面与第一圆头柱(755)圆头端连接,压片(753)下端面与第二圆头柱(756)圆头端连接,第二圆头柱(756)平头端设置有压头(757)。
4.根据权利要求1所述的一种brkt全工序加工装夹装置,其特征在于,所述第一固定座(5)上设置有多个用于对夹具特定位置固定的第一定位销(51)。
5.根据权利要求1所述的一种brkt全工序加工装夹装置,其特征在于,所述第二固定座(6)包括:底座(61),所述底座(61)上设置有多个第二定位销(63),底座(61)上设置有用于与固定装置(9)配合夹紧的第一定位块(62)。
6.根据权利要求5所述的一种brkt全工序加工装夹装置,其特征在于,所述固定装置(9)包括:弯板(91),所述工作台(1)下端面安装有弯板(91),弯板(91)上设置有电机(92),电机(92)输出端设置有螺纹丝杠(93),所述固定架(2)上设置有固定座(94),螺纹丝杠(93)与固定座(94)转动连接,所述工作台(1)上安装有固定条(95),传动臂(96)穿过固定条(95)且通过滑槽滑块与固定条(95)滑动连接,传动臂(96)一端通过螺纹滑块与螺纹丝杠(93)滑动连接,传动臂(96)另一端安装有第二定位块(97)。
7.根据权利要求5所述的一种brkt全工序加工装夹装置,其特征在于,所述第二固定座(6)上设置有防止对加工件磨损的垫片。
8.根据权利要求2所述的一种brkt全工序加工装夹装置,其特征在于,所述气管连通处均设置有用于防止漏气的密封圈。
技术总结
本技术涉及一种BRKT全工序加工装夹装置,属于加工夹具技术领域,工作台上安装有第一固定座和第二固定座,第一固定座和第二固定座上均安装有夹紧装置,工作台上安装有多个气动手转阀,本申请通过工作台下端面上安装有固定架,固定架上安装有气罐和气泵,气泵输入端与气罐气孔连通,工作台上安装有第一固定座和第二固定座,第一固定座和第二固定座上均安装有夹紧装置,工作台上安装有多个气动手转阀,多个气动手转阀输入端通过气管与气泵输出端连通,气动手转阀输出端通过气管与夹紧装置连通,工作台上设置有与第二固定座配合夹紧的固定装置,实现了能对特定形状的专用加工件进行固定,使汽车特定加工件完全与夹具贴合,解决了工件变形的问题。
技术研发人员:张钧,白文强
受保护的技术使用者:天津市中马骏腾精密机械制造有限公司
技术研发日:20230506
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!