一种新型内涨夹夹具的制作方法
本技术涉及夹具领域,尤其涉及一种新型内涨夹夹具。
背景技术:
1、车床是一种通过刀架带动刀具对高速旋转的零件的轮廓进行切削的机械加工设备,车床上自带的通用夹具可对外形为圆柱状的零件进行直接夹持固定进行加工,车床很适合对于加工表面带有圆柱、圆锥或球形等特征的物体,也可以加工螺纹、打孔、镗孔,而当零件的外形为非圆柱形时,车床无法使用通用夹具对其进行夹持,这时就需要使用针对该零件的专用夹具进行夹持。
2、现有的车床夹具可参考公告号为cn201211622y的中国专利公开的一种新型内涨夹夹具,该夹具包括通过一锁紧杆连接的内夹具体和外夹具体,内夹具体的内部设置有拉杆,拉杆的一端与内夹具体周向固定,另一端与车床的主轴固定连接,外夹具体的中部设置有内弹性锥,内弹性锥的外部套接有外弹性锥,二者均通过圆锥底面上的撑紧螺栓固定于外夹具体上,外弹性锥套上沿轴向开设有若干交错分布的夹紧间隙。
3、使用上述夹具时,将连接的内孔套接在外弹性锥端部的圆柱上,再拧紧撑紧螺栓,由于内弹性锥与外弹性锥套的锥面相互抵接楔紧,使外弹性锥套向外扩张从而将零件撑紧固定,由于夹紧间隙是依靠外弹性锥套本身的弹性形变进行扩张,故其扩张的范围非常有限,这导致每个外弹性锥套只能用于与自身圆柱端尺寸吻合的零件,即使零件的内孔直径相差很小也需要更换外弹性锥套才能夹紧,导致夹具使用不便。
技术实现思路
1、针对现有的车床夹具只能夹持尺寸与之吻合的零件导致使用不便的缺点,本实用新型的目的是,提供了一种使夹持机构能在一定范围内夹持零件以提高夹具利用率的车床夹具。
2、为了解决上述技术问题,本实用新型通过下述技术方案得以解决:
3、一种新型内涨夹夹具,包括与车床主轴连接的基轴,基轴上固定设置有安装座,安装座上设置有可同时收缩或扩张的夹持机构,夹持机构包括于安装座上沿周向分布的若干同时向外扩张时通过零件内孔固定住零件的夹块、于夹块和安装座之间设置的限制夹块沿基轴径向往复移动的限位部以及驱使所有夹块同时靠近或远离基轴的驱动部。
4、采用上述方案,当夹块同时向外扩张时夹块的外壁与零件的内孔抵压固定,夹块设于安装座上,通过驱动部可驱使夹块同步靠近或远离基轴,故,本方案中的夹块具有一定的移动行程,当夹块与不同尺寸的零件配合时,可按照其内孔的大小来调节夹持的尺寸,相比现有的车床夹具需要更换夹紧件才能夹持不同型号的零件,本方案中的夹持机构能够在更大范围内夹持工件,能够适应更多的工况。
5、作为优选,限位部包括于安装座朝向夹块的一侧周向间隔设置的导槽、沿基轴的径向设置于导槽内的导向杆以及于夹块上凸设的且套设于导向杆上的滑块,导槽底部设置有与导向杆的端部螺接固定的螺纹孔。
6、采用上述方案,夹块通过滑块与导向杆套接配合,导向杆与导槽底部的螺纹孔配合固定,使夹块只能沿基轴的径向进行移动。
7、作为优选,驱动部包括于夹块朝向基轴的一端沿轴向凹陷设置的斜凹槽、设置于基轴延其导向滑移的导向件以及于设置于导向件的外壁上与斜凹槽的底面抵接配合的斜楔块,基轴上设置有驱使导向件靠近或远离安装座并在夹块与工件抵接后将二者锁紧的调节组件,导槽内设置有当导向件远离安装座时驱使夹块向基轴靠近的第一弹性件。
8、采用上述方案,导向件沿基轴轴向移动的过程中,斜楔块与斜凹槽相对滑移并始终处于抵接配合,当导向件移动至靠近安装座时,夹块被斜楔块顶至远离基轴处,当导向件远离安装座时,夹块受第一弹性件作用力复位至靠近基轴处。
9、作为优选,第一弹性件为套设于导向杆上两端分别与导槽和夹块抵接的弹簧。
10、作为优选,调节组件包括于基轴远离安装座的一端设置的螺纹段、与螺纹段配合且一端与导向件抵接的螺母以及于基轴上设置的驱使导向件远离安装座的第二弹性件。
11、采用上述方案,螺纹连接具有良好的自锁性,当夹块扩张与零件的内孔抵接时继续拧紧螺母可将夹块与零件锁紧,当夹块收缩时松开螺母,第二弹性件驱使导向件远离安装座。
12、作为优选,第二弹性件为套设于基轴上两端分别与安装座和导向件抵接的弹簧。
13、作为优选,夹块上还设置用于快速定位零件并在加工时为刀具留出过行程位置的定位部。
14、作为优选,定位部包括于夹块远离基轴的一端轴向凸设的弧形凸台,弧形凸台与零件上垂直于的内孔的台阶面抵接配合。
15、采用上述方案,在机床加工流程的准备阶段中需要进行对刀,采用弧形凸台与零件台阶面配合的形式可使同一型号的零件每次装入加入的深度一致,即不需要重复对刀即可加工零件,提升了机床加工的效率。
16、本实用新型由于采用了以上技术方案,具有显著的技术效果:导向件移动时,斜楔块与斜凹槽始终处于抵接状态,通过斜楔块与斜凹槽的滑移配合驱使夹块相对基轴同时向外扩张或向内收缩,这使得夹块具有一定的移动行程,相比现有的车床夹具,本方案中的夹持机构能够在更大的范围内夹持工件,其锁紧的方式较为简单,并且在夹块上设置了能够快速定位零件的弧形凸台,使得该夹具能够适应一种零件的批量加工或不同型号零件之间切换加工等多种工况。
技术特征:
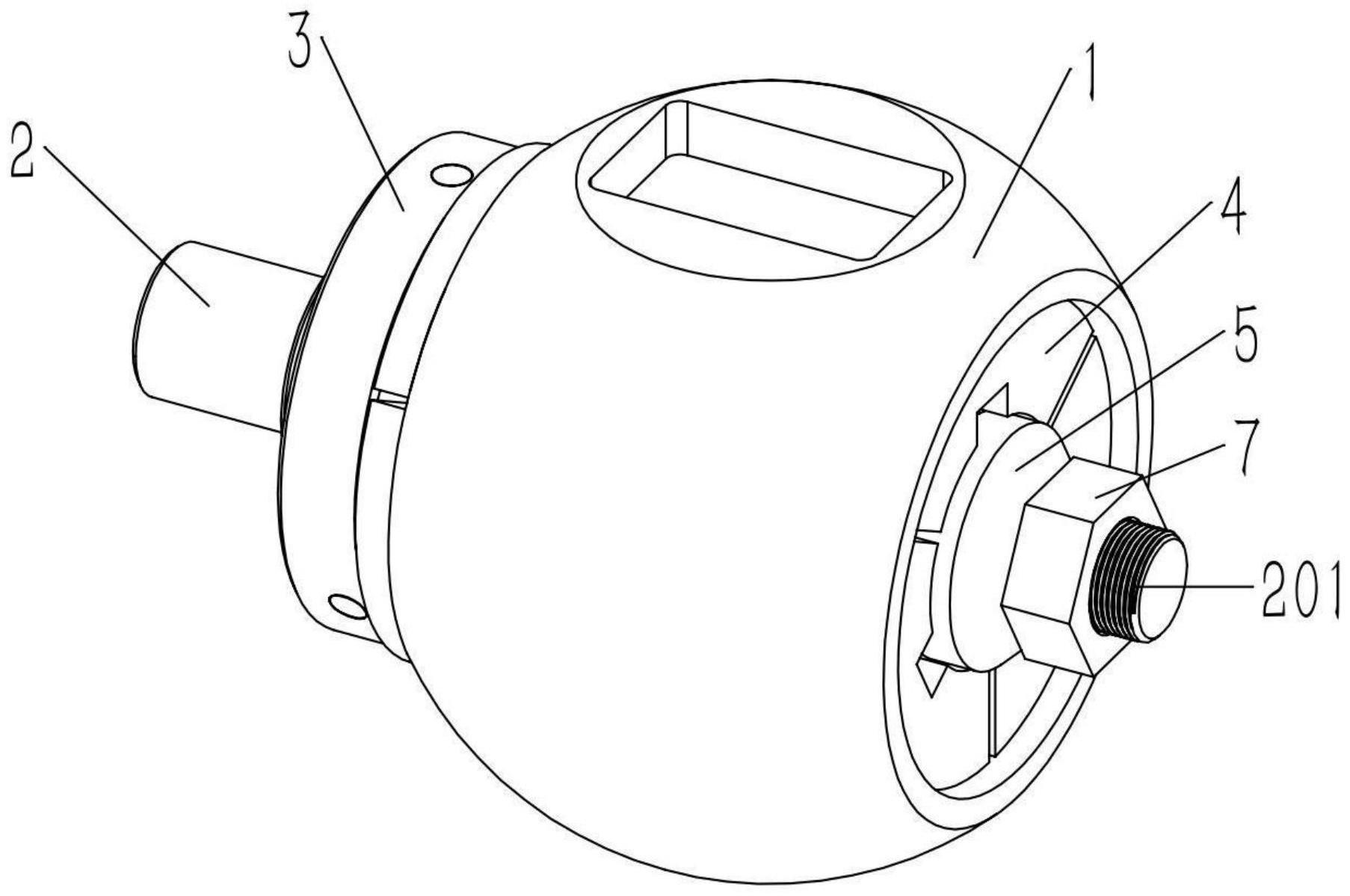
1.一种新型内涨夹夹具,包括与车床主轴连接的基轴(2),其特征在于:所述基轴(2)上固定设置有安装座(3),安装座(3)上设置有可同时收缩或扩张的夹持机构,夹持机构包括于安装座(3)上沿周向分布的若干同时向外扩张时通过零件(1)的内孔(101)固定住零件(1)的夹块(4)、于夹块(4)和安装座(3)之间设置的限制夹块(4)沿基轴(2)径向往复移动的限位部以及驱使所有夹块(4)同时靠近或远离基轴(2)的驱动部。
2.根据权利要求1所述的一种新型内涨夹夹具,其特征在于:所述限位部包括于安装座(3)朝向夹块(4)的一侧周向间隔设置的导槽(301)、沿基轴(2)的径向设置于导槽(301)内的导向杆(302)以及于夹块(4)上凸设的且套设于导向杆(302)上的滑块(304),导槽(301)底部设置有与导向杆(302)的端部螺接固定的螺纹孔(303)。
3.根据权利要求2所述的一种新型内涨夹夹具,其特征在于:所述驱动部包括于夹块(4)朝向基轴(2)的一端沿轴向凹陷设置的斜凹槽(401)、设置于基轴(2)沿其导向滑移的导向件(5)以及于设置于导向件(5)的外壁上与斜凹槽(401)的底面抵接配合的斜楔块(501),基轴(2)上设置有驱使导向件(5)靠近或远离安装座(3)并在夹块(4)与工件抵接后将二者锁紧的调节组件,所述导槽(301)内设置有当导向件(5)远离安装座(3)时驱使夹块(4)向基轴(2)靠近的第一弹性件(6)。
4.根据权利要求3所述的一种新型内涨夹夹具,其特征在于:所述第一弹性件(6)为套设于导向杆(302)上两端分别与导槽(301)和夹块(4)抵接的弹簧。
5.根据权利要求3所述的一种新型内涨夹夹具,其特征在于:所述调节组件包括于基轴(2)远离安装座(3)的一端设置的螺纹段(201)、与螺纹段(201)配合且一端与导向件(5)抵接的螺母(7)以及于基轴(2)上设置的驱使导向件(5)远离安装座(3)的第二弹性件(8)。
6.根据权利要求5所述的一种新型内涨夹夹具,其特征在于:所述第二弹性件(8)为套设于基轴(2)上两端分别与安装座(3)和导向件(5)抵接的弹簧。
7.根据权利要求1所述的一种新型内涨夹夹具,其特征在于:所述夹块(4)上还设置用于快速定位零件(1)并在加工时为刀具留出过行程位置的定位部。
8.根据权利要求7所述的一种新型内涨夹夹具,其特征在于:所述定位部包括于夹块(4)远离基轴(2)的一端轴向凸设的弧形凸台(402),弧形凸台(402)与零件(1)上垂直于的内孔(101)的台阶面(102)抵接配合。
技术总结
本技术涉及夹具领域,公开一种新型内涨夹夹具,包括与车床主轴连接的基轴,基轴上固定设置有安装座,安装座上设置有可同时收缩或扩张的夹持机构,夹持机构包括于安装座上沿周向分布的若干同时向外扩张时通过零件内孔固定住零件的夹块、于夹块和安装座之间设置的限制夹块沿基轴径向往复移动的限位部以及驱使所有夹块同时靠近或远离基轴的驱动部,该机床夹具可使夹持机构能在一定的范围内夹持零件以提高夹具的利用率。
技术研发人员:童津金
受保护的技术使用者:宁波恒元精工管阀科技有限公司
技术研发日:20230530
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!