一种热弯模具及热弯装置的制作方法
本申请涉及热弯工艺,尤其涉及一种热弯模具及热弯装置。
背景技术:
1、热弯成型工艺是指,使用热弯模具对预热后的平面板材进行加工,以使板材上形成曲面的工艺。目前,对于曲边弯曲角度大于90度的板材的曲面加工通常需要在两套热弯模具上分别完成;具体的,先在第一套热弯模具上将板材的边缘弯折90度,以形成具有弯折部的半成品,然后在第二套热弯模具上对弯折部进一步弯折后得到最终产品。采用两套模具分别热弯成型不仅生产成本较高、生产率较低,而且需要对板材进行两次定位,容易产生定位误差,影响产品加工后的良品率。
技术实现思路
1、为克服现有技术中的不足,本申请提供一种热弯模具及热弯装置。
2、本申请提供如下技术方案:
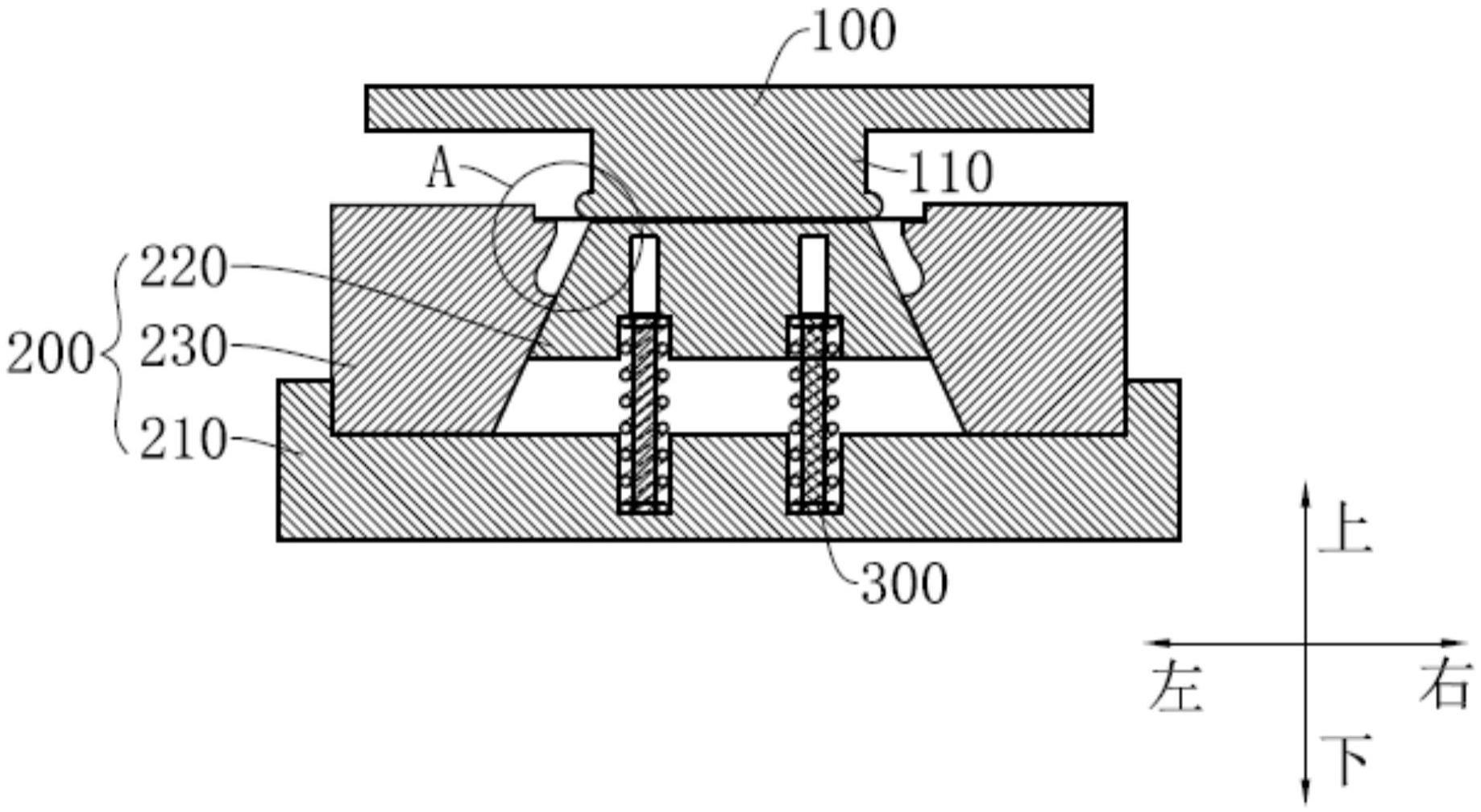
3、第一方面,本申请提供了一种热弯模具,包括:凸模和凹模,所述凸模侧壁上设有凸块,所述凸块具有相接的上弧面和下弧面,所述下弧面与所述凸模的端面相接;
4、所述凹模包括:底座、镶件和滑动件,所述镶件设于所述凸模与所述底座之间,所述镶件的相对的两侧面为滑移斜面;
5、两所述滑动件可水平相对移动地设于所述底座上,且与所述滑移斜面滑动连接;所述滑动件靠近所述镶件的一侧,沿所述凸模的合模方向设有依次相接的第一成型面、第二成型面及容置面;所述第一成型面与水平方向的夹角、所述第二成型面与水平方向的夹角、所述容置面与所述第二成型面连接处的切线与水平方向的夹角依次减小。
6、在一种可能的实施方式中,所述容置面的下部与所述下弧面吻合。
7、在一种可能的实施方式中,所述下弧面和所述上弧面的圆心角均为90度。
8、在一种可能的实施方式中,所述第一成型面与所述凸模的合模方向平行。
9、在一种可能的实施方式中,所述滑动件的顶部开设有放置槽,所述放置槽的底壁与所述第一成型面远离所述第二成型面的一边相接。
10、在一种可能的实施方式中,所述热弯模具还包括抬升机构,所述抬升机构包括导向柱和弹簧;所述导向柱的一端设于所述底座上,另一端可插入地设于所述镶件内;所述弹簧套设于所述导向柱上,且所述弹簧的一端与所述底座连接,另一端与所述镶件连接。
11、在一种可能的实施方式中,所述底座上开设有第一安装槽,所述镶件上开设有与所述第一安装槽对应的弹簧槽,所述弹簧槽的底面上开设有第二安装槽;所述导向柱的一端固定于所述第一安装槽内,另一端可伸缩地设于所述第二安装槽内;所述弹簧的一端与所述第一安装槽的底面固定连接,另一端与所述弹簧槽的底面固定连接。
12、在一种可能的实施方式中,所述滑移斜面设有第一t形槽,所述滑动件的侧面对应设有与所述第一t形槽匹配的第一t形块。
13、在一种可能的实施方式中,所述底座设有第二t形槽,所述滑动件的底面对应设有与所述第二t形槽匹配的第二t形块。
14、第二方面,本申请还提供了一种热弯装置包括上述热弯模具。
15、相比现有技术,本申请的有益效果:
16、本申请提供的热弯模具,凸模下压能够带动板材和镶件沿合模方向移动,当端面由与第一成型面高度对应的位置向下移动至与第二成型面高度对应的位置时,下弧面和第一成型面配合对板材进行第一步弯折。当端面由与第二成型面高度对应的位置向与容置面高度对应的位置移动时,第二成型面能够使板材至少一部分贴合于上弧面上,以对板材进一步弯折。当板材抵持于容置面远离第二成型面的边缘区域时,板材成型完成。在镶件沿凸模的合模方向移动时,滑动件与镶件滑动配合,以使滑动件在底座上沿水平方向移动,进而保证合模的流畅。本申请的热弯模具工作时能够一次合模一次完成大于90度曲边的热弯,节省了大量时间,提高了生产效率;热弯时成型面对板材的施力部位始终远离板材的端部,避免了大于90度部分弯折时的回挤变形,改善了热弯质量。
17、为使本申请的上述目的、特征和优点能更明显和易懂,下文特举较佳实施例,并配合所附附图,做详细说明如下。
技术特征:
1.一种热弯模具,其特征在于,包括:凸模和凹模,所述凸模侧壁上设有凸块,所述凸块具有相接的上弧面和下弧面,所述下弧面与所述凸模的端面相接;
2.根据权利要求1所述的热弯模具,其特征在于,所述容置面的下部与所述下弧面吻合。
3.根据权利要求1或2所述的热弯模具,其特征在于,所述下弧面和所述上弧面的圆心角均为90度。
4.根据权利要求1或2所述的热弯模具,其特征在于,所述第一成型面与所述凸模的合模方向平行。
5.根据权利要求1或2所述的热弯模具,其特征在于,所述滑动件的顶部开设有放置槽,所述放置槽的底壁与所述第一成型面远离所述第二成型面的一边相接。
6.根据权利要求1所述的热弯模具,其特征在于,所述热弯模具还包括抬升机构,所述抬升机构包括导向柱和弹簧;所述导向柱的一端设于所述底座上,另一端可插入地设于所述镶件内;所述弹簧套设于所述导向柱上,且所述弹簧的一端与所述底座连接,另一端与所述镶件连接。
7.根据权利要求6所述的热弯模具,其特征在于,所述底座上开设有第一安装槽,所述镶件上开设有与所述第一安装槽对应的弹簧槽,所述弹簧槽的底面上开设有第二安装槽;所述导向柱的一端固定于所述第一安装槽内,另一端可伸缩地设于所述第二安装槽内;所述弹簧的一端与所述第一安装槽的底面固定连接,另一端与所述弹簧槽的底面固定连接。
8.根据权利要求1所述的热弯模具,其特征在于,所述滑移斜面设有第一t形槽,所述滑动件的侧面对应设有与所述第一t形槽匹配的第一t形块。
9.根据权利要求1所述的热弯模具,其特征在于,所述底座设有第二t形槽,所述滑动件的底面对应设有与所述第二t形槽匹配的第二t形块。
10.一种热弯装置,其特征在于,包括权利要求1-9中任意一项所述的热弯模具。
技术总结
本申请提供了一种热弯模具及热弯装置,涉及热弯工艺技术领域。热弯模具包括凸模和凹模;凸模侧壁上设有凸块,凸块具有相接的上弧面和下弧面;凹模包括底座、镶件和滑动件,镶件设于凸模与底座之间,镶件的相对的两侧面为滑移斜面;两滑动件可水平相对移动地设于底座上,且与滑移斜面滑动连接;滑动件靠近镶件的一侧,沿凸模的合模方向设有依次相接的第一成型面、第二成型面及容置面;第一成型面与水平方向的夹角、第二成型面与水平方向的夹角、容置面与第二成型面连接处的切线与水平方向的夹角依次减小。热弯装置包括热弯模具。本申请的热弯模具能够一次合模一次完成大于90度曲边的热弯,并避免大于90度部分弯折时的回挤变形。
技术研发人员:陈小群,占泉
受保护的技术使用者:蓝思科技(长沙)有限公司
技术研发日:20230621
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!