一种用于环形产品加工的旋切模具及冲压设备的制作方法
本技术涉及冲压加工,尤其是指一种用于环形产品加工的旋切模具及冲压设备。
背景技术:
1、冲压加工是利用安装在冲压设备上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需冲压件的一种压力加工方法,其中模具是冲压加工的主要工艺装备。
2、现有技术中冲压设备上的模具通常包括有上模具和下模具,上模具包括有凸模,下模具对应包括有凹模,冲压设备通过驱动上、下模具的合模,从而使凸模与凹模之间的料带变形成型为所需冲压件。
3、现有技术中的冲压设备在加工环形产品时,一般首先在料带拉伸成型出外凸环形轮廓,随后成型凸模伸入外凸环形轮廓内部,将外凸环形轮廓的顶盖冲裁掉落,从而获得环形产品。
4、但是,现有技术中的成型凸模直接从外凸环形轮廓的内部将顶盖冲裁掉落,冲裁难度较大,成型凸模受力较大,磨损严重,使用寿命较短。
技术实现思路
1、为此,本实用新型所要解决的技术问题在于克服现有技术中冲压设备的成型凸模直接从外凸环形轮廓的内部将顶盖冲裁掉落,成型凸模磨损严重,使用寿命较短的问题。
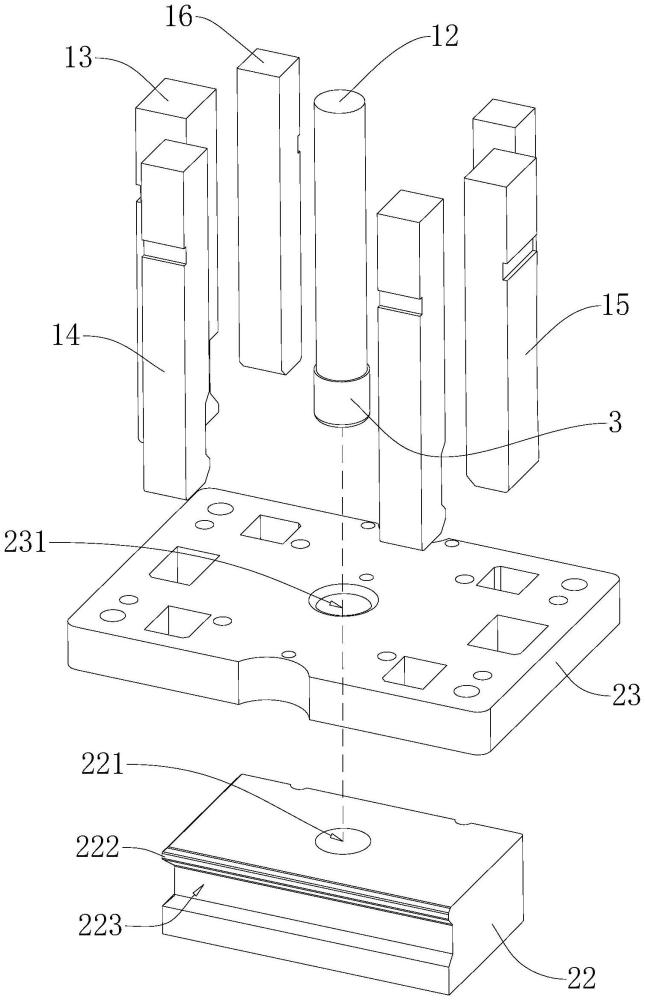
2、第一方面,为解决上述技术问题,本实用新型提供了一种用于环形产品加工的旋切模具,包括上模具和下模具,所述上模具包括:
3、上模座;
4、定位凸模,所述定位凸模与所述上模座连接,所述定位凸模的外轮廓与环形产品的内环相仿形;
5、第一凸模和第二凸模,所述第一凸模和第二凸模均与所述上模座连接,所述第一凸模和第二凸模上均开设避位槽;
6、第三凸模和第四凸模,所述第三凸模和第四凸模均与所述上模座连接;
7、其中,所述第一凸模、第二凸模、第三凸模、第四凸模分别设置在所述定位凸模四周,且所述第一凸模和第三凸模相对设置,所述第二凸模与第四凸模相对设置,所述第一凸模和第二凸模的长度大于所述第三凸模和第四凸模的长度;
8、所述下模具包括:
9、下模板,所述下模板上开设滑槽;
10、凹模,所述凹模滑动嵌入在所述下模板的滑槽内,所述凹模上开设有居中通孔,合模时,外凸环形轮廓的顶盖嵌入居中通孔内;所述凹模相邻的两侧均设置有旋切凸起和旋切槽,所述旋切槽处于所述旋切凸起下方;
11、下模压板,所述下模压板连接在所述下模板的滑槽槽口处,所述下模压板开设有限位通孔,所述限位通孔与所述凹模的居中通孔轴线重合,合模时,所述外凸环形轮廓部分嵌入在所述限位通孔内;
12、其中,所述第一凸模、第二凸模、第三凸模以及第四凸模均能够推动所述凹模滑动,合模时,所述第一凸模、第二凸模首先与所述旋切凸起抵接,推动所述凹模移动;所述第一凸模、第二凸模的端部移动至所述旋切槽的位置后,所述避位槽移动至所述旋切凸起一侧,所述第三凸模、第四凸模与所述凹模抵接,并推动所述凹模反向移动。
13、在本实用新型的一个实施例中,所述第一凸模和第二凸模的端部均设置有倾斜的推动面。
14、在本实用新型的一个实施例中,所述旋切凸起的顶侧设置有倾斜的受推面。
15、在本实用新型的一个实施例中,所述避位槽内侧设置有倾斜的滑出面。
16、在本实用新型的一个实施例中,所述旋切凸起的底侧设置有倾斜的受力面。
17、在本实用新型的一个实施例中,所述第三凸模和第四凸模的端部均设置有倾斜的反推面。
18、在本实用新型的一个实施例中,所述下模具还包括:
19、至少四组弹性件,弹性件分别设置在所述凹模的四周,所述弹性件的一端与所述凹模连接,所述弹性件的另一端与所述下模板连接。
20、在本实用新型的一个实施例中,所述上模具还包括:
21、上夹板,所述上夹板与所述上模座连接,所述第一凸模、第二凸模、第三凸模以及第四凸模均与所述上夹板连接;
22、上垫板,所述上垫板连接在所述上模座与所述上夹板之间,所述第一凸模、第二凸模、第三凸模以及第四凸模的一端均与所述上垫板抵压。
23、在本实用新型的一个实施例中,所述下模具还包括:
24、下模座,所述下模座与所述下模板连接;
25、下垫板,所述下垫板连接在所述下模板与所述下模座之间,所述凹模的一侧与所述下垫板抵压。
26、第二方面,为解决上述技术问题,本实用新型还提供了一种冲压设备,包括所述的用于环形产品加工的旋切模具。
27、本实用新型的上述技术方案相比现有技术具有以下优点:
28、本实用新型所述的用于环形产品加工的旋切模具包括上模具和下模具,上模具包括上模座、定位凸模、第一凸模、第二凸模、第三凸模以及第四凸模,所述下模具包括下模板、凹模以及下模压板,第一凸模和第三凸模相对设置,第二凸模与第四凸模相对设置,第一凸模和第二凸模的长度大于第三凸模和第四凸模的长度;第一凸模、第二凸模、第三凸模以及第四凸模均能够推动所述凹模滑动,合模时,第一凸模、第二凸模首先与凹模上的旋切凸起抵接,推动凹模移动;第一凸模、第二凸模的端部移动至凹模的旋切槽的位置后,第一凸模、第二凸模上的避位槽移动至旋切凸起一侧,第三凸模、第四凸模与凹模抵接,并推动凹模反向移动。所述的用于环形产品加工的旋切模具在工作时,将已经成型的外凸环形轮廓移动至下模压板的限位通孔内,顶盖部分伸入至凹模的居中通孔内;定位凸模伸入至外凸环形轮廓的内环中,第一凸模、第二凸模推动凹模滑动,从而使凹模对顶盖的一半进行侧面挤压旋切,使顶盖与外凸环形轮廓部分分离;随后第三凸模、第四凸模推动凹模反向滑动,从而使凹模对顶盖的另一半进行侧面挤压旋切,使顶盖与外凸环形轮廓完全分离,从而成型环形产品。所述的用于环形产品加工的旋切模具降低了冲压难度,从侧面挤压成型,减缓了模具的磨损程度,延长了使用寿命;且通过定位凸模与侧面挤压成型,保证了环形产品的圆度,减少了加工变形以及端部毛刺的产生,提高了环形产品质量。
29、所述的冲压设备包括所述的用于环形产品加工的旋切模具,通过用于环形产品加工的旋切模具,延长了冲压设备开机持续加工时间,提高了冲压设备加工环形产品的效率,保障了环形产品的加工质量。
技术特征:
1.一种用于环形产品加工的旋切模具,其特征在于:包括上模具和下模具,所述上模具包括:
2.根据权利要求1所述的用于环形产品加工的旋切模具,其特征在于:所述第一凸模和第二凸模的端部均设置有倾斜的推动面。
3.根据权利要求2所述的用于环形产品加工的旋切模具,其特征在于:所述旋切凸起的顶侧设置有倾斜的受推面。
4.根据权利要求1所述的用于环形产品加工的旋切模具,其特征在于:所述避位槽内侧设置有倾斜的滑出面。
5.根据权利要求4所述的用于环形产品加工的旋切模具,其特征在于:所述旋切凸起的底侧设置有倾斜的受力面。
6.根据权利要求1所述的用于环形产品加工的旋切模具,其特征在于:所述第三凸模和第四凸模的端部均设置有倾斜的反推面。
7.根据权利要求1所述的用于环形产品加工的旋切模具,其特征在于:所述下模具还包括:
8.根据权利要求1所述的用于环形产品加工的旋切模具,其特征在于:所述上模具还包括:
9.根据权利要求1所述的用于环形产品加工的旋切模具,其特征在于:所述下模具还包括:
10.一种冲压设备,其特征在于:包括如权利要求1-9中任一项所述的用于环形产品加工的旋切模具。
技术总结
本技术公开了一种用于环形产品加工的旋切模具及冲压设备,涉及冲压加工技术领域,旋切模具包括上模具和下模具,上模具包括上模座、定位凸模、第一凸模、第二凸模、第三凸模以及第四凸模,下模具包括下模板、凹模以及下模压板,第一凸模和第三凸模相对,第二凸模与第四凸模相对,第一凸模和第二凸模的长度大于第三凸模和第四凸模的长度;合模时,第一凸模、第二凸模首先与凹模上的旋切凸起抵接,推动凹模移动;第一凸模、第二凸模的端部移动至凹模的旋切槽位置后,第一凸模、第二凸模上的避位槽移动至旋切凸起一侧,第三凸模、第四凸模与凹模抵接,并推动凹模反向移动。本技术具有减缓模具磨损,延迟使用寿命以及保证加工质量的效果。
技术研发人员:刘平,刘国宝,杜安文,王律
受保护的技术使用者:苏州捷德威电子科技有限公司
技术研发日:20230719
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!