快速切换冲孔数量的模具的制作方法
本技术涉及一种模具,特别是一种快速切换冲孔数量的模具。
背景技术:
1、目前,金属板材上的孔大多是使用冲压机进行冲孔加工,冲孔模具包括上模座和下模座,在上模座下面固定有上固定板,上固定板下面有上卸料板,上卸料板通过弹簧和等长螺栓连接在上固定板或上模座上,下模座上面固定有凹模,连接在上固定板上的多个冲头穿过上卸料板并与凹模上多个对应的冲孔相匹配。上模座固定在冲压机上部的滑块上,下模座固定在工作台上,部件置于凹模上,冲孔时冲头与凹模上的冲孔配合将部件冲出孔,部件上的孔数与冲头的个数相同。如果部件上的孔数发生变化,则需要更换另一组模具,以保证冲头数与部件上要求的孔数相同。缺点是非常麻烦,费时费力,工作效率低。
技术实现思路
1、本实用新型的目的是提供一种结构简单、利用同一组模具方便更换冲孔数量、省时省力、提高工作效率、降低生产成本的快速切换冲孔数量的模具。
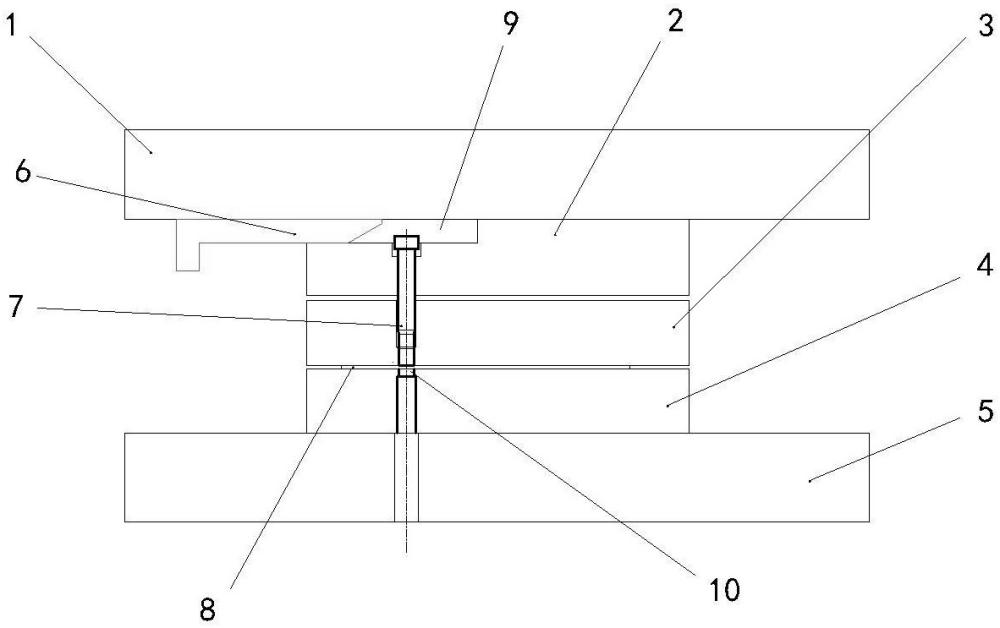
2、本实用新型的快速切换冲孔数量的模具包括上模座和下模座,在上模座下面固定有上固定板,上固定板下面有上卸料板,上卸料板通过弹簧和等长螺栓连接在上固定板或上模座上,下模座上面固定有凹模,连接在上固定板上的多个冲头穿过上卸料板并与凹模上多个对应的冲孔相匹配,在每个冲头的上端头处并且位于上固定板上均开设有一个滑槽,每个滑槽内均插入有一个滑动垫板,每个滑动垫板的一端头均位于外侧。
3、本实用新型的快速切换冲孔数量的模具结构简单,部件需要冲孔的孔数变化后无需更换模具,在本模具上可方便调整,省时省力,提高了工作效率,降低了生产成本。
技术特征:
1.一种快速切换冲孔数量的模具,包括上模座(1)和下模座(5),在上模座(1)下面固定有上固定板(2),上固定板下面有上卸料板(3),上卸料板(3)通过弹簧和等长螺栓连接在上固定板(2)或上模座(1)上,下模座(5)上面固定有凹模(4),连接在上固定板(2)上的多个冲头(7)穿过上卸料板(3)并与凹模(4)上多个对应的冲孔(10)相匹配,其特征在于:在每个冲头(7)的上端头处并且位于上固定板(2)上均开设有一个滑槽(9),每个滑槽(9)内均插入有一个滑动垫板(6),每个滑动垫板(6)的一端头均位于外侧。
技术总结
本技术的快速切换冲孔数量的模具包括上模座和下模座,在上模座下面固定有上固定板,上固定板下面有上卸料板,上卸料板通过弹簧和等长螺栓连接在上固定板或上模座上,下模座上面固定有凹模,连接在上固定板上的多个冲头穿过上卸料板并与凹模上多个对应的冲孔相匹配,在每个冲头的上端头处并且位于上固定板上均开设有一个滑槽,每个滑槽内均插入有一个滑动垫板,每个滑动垫板的一端头均位于外侧。具有结构简单、利用同一组模具方便更换冲孔数量、省时省力、提高工作效率、降低生产成本的优点。
技术研发人员:邵昆淼,战鹰,杨墨林
受保护的技术使用者:大连神通模具有限公司
技术研发日:20230720
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!